También podría gustarte
- Sadc WritrupDocumento8 páginasSadc WritruppallavishraddhaAún no hay calificaciones
- Turbovisory InstrumentsDocumento21 páginasTurbovisory InstrumentsSupratim Pal100% (5)
- Npti 20072010Documento19 páginasNpti 20072010Sai SwaroopAún no hay calificaciones
- Turbine Interlocks and ProtectionDocumento31 páginasTurbine Interlocks and ProtectionShambhu Mehta100% (1)
- Automatic Turbine TestorDocumento26 páginasAutomatic Turbine TestorSam100% (2)
- Flame Scanners1Documento24 páginasFlame Scanners1Sam100% (1)
- Turbine Governing SystemDocumento15 páginasTurbine Governing Systemskparam100% (2)
- HP BypassDocumento14 páginasHP BypassdatastageAún no hay calificaciones
- Dadri Coal Failure of Electro Hydraulic Converter Ehc Follow Up PistonDocumento6 páginasDadri Coal Failure of Electro Hydraulic Converter Ehc Follow Up PistonNIKHIL KSHIRSAGAR100% (1)
- HP/LP Bypass Automation: Function DescriptionDocumento14 páginasHP/LP Bypass Automation: Function DescriptionMohit GohilAún no hay calificaciones
- Write Up On FSSSDocumento33 páginasWrite Up On FSSSdilbagh_scribdAún no hay calificaciones
- Simulation of Electro-Hydraulic Turbine Control (EHTC) SystemDocumento8 páginasSimulation of Electro-Hydraulic Turbine Control (EHTC) SystemShwethaAún no hay calificaciones
- HPLP Bypass SystemDocumento16 páginasHPLP Bypass SystemRakesh Kiran100% (1)
- Notes On Governing System of KWU Steam Turbine:: by K. Venkata Rao, Chief Engineer (Retired) - APGENCODocumento21 páginasNotes On Governing System of KWU Steam Turbine:: by K. Venkata Rao, Chief Engineer (Retired) - APGENCOSiva Kulanji100% (1)
- New EHC For KWU GoverningDocumento13 páginasNew EHC For KWU GoverningMohammad Ibnul Hossain100% (1)
- C&IDocumento28 páginasC&ISam100% (1)
- HP Bypass SystemDocumento21 páginasHP Bypass SystemShameer MajeedAún no hay calificaciones
- EhtcDocumento38 páginasEhtcPardeepChahal100% (1)
- A Brief Idea About Automatic Process Control: Controlling What?Documento33 páginasA Brief Idea About Automatic Process Control: Controlling What?Shiva Kotamraju100% (1)
- Governing 11Documento35 páginasGoverning 11rahul100% (2)
- Governing KwuDocumento21 páginasGoverning KwuVishal Kumar Laddha100% (2)
- C&I Part of SCDocumento28 páginasC&I Part of SCSam100% (1)
- Automatic Turbine Run Up System Gyanendra Sharma Npti DelhiDocumento47 páginasAutomatic Turbine Run Up System Gyanendra Sharma Npti DelhiNPTIAún no hay calificaciones
- CMC (Coordinated Master Control)Documento28 páginasCMC (Coordinated Master Control)Anoop Kumar Allanki100% (4)
- Starting Device Not Operating From Control Room &EHTC HuntingDocumento5 páginasStarting Device Not Operating From Control Room &EHTC HuntingCharu Chhabra100% (1)
- MaxDNA Based EHTC Calibration ProcedureDocumento3 páginasMaxDNA Based EHTC Calibration ProcedureSanjay Chakraborty100% (1)
- KWU Turbine Governing SchemeDocumento17 páginasKWU Turbine Governing Schemesunil100% (1)
- HPBPDocumento14 páginasHPBPrnumesh1Aún no hay calificaciones
- CMCDocumento34 páginasCMCtauqir123100% (2)
- Furnace Safeguard Supervisory System: 8th March 2015 FsssDocumento9 páginasFurnace Safeguard Supervisory System: 8th March 2015 FsssSiva KumarAún no hay calificaciones
- Automatic Turbine Tester EeDocumento17 páginasAutomatic Turbine Tester EeSam100% (1)
- Kwu Governing SystemDocumento25 páginasKwu Governing SystemLakshmi Narayan100% (2)
- 1 RC Feeder Interlock & ProtectionDocumento76 páginas1 RC Feeder Interlock & Protectionarvidkumar87060Aún no hay calificaciones
- EHTC O&M-edn PDFDocumento24 páginasEHTC O&M-edn PDFprasanta_bbsrAún no hay calificaciones
- EHTCDocumento2 páginasEHTCewfsd100% (1)
- AGM & Sr. Faculty Member (PMI) NTPC LTD.: Dr. K. V. VidyanandanDocumento46 páginasAGM & Sr. Faculty Member (PMI) NTPC LTD.: Dr. K. V. VidyanandanPraveen PeethambaranAún no hay calificaciones
- KWU Electro Hydraulic Governing Final1Documento41 páginasKWU Electro Hydraulic Governing Final1Rahul Dev Goswami100% (2)
- CMC - 01 08 2012 FinalDocumento44 páginasCMC - 01 08 2012 FinalJai Gupta67% (3)
- CMCDocumento32 páginasCMCAnubhav Amu Pandit100% (1)
- 500 MW Turbine CycleDocumento8 páginas500 MW Turbine CycleAhemadAún no hay calificaciones
- FSSSDocumento45 páginasFSSSlp mishra100% (2)
- Governing System of 210mw KwuDocumento21 páginasGoverning System of 210mw KwuNitesh Rasekar100% (3)
- TDBFP Over Speed ProtocolDocumento2 páginasTDBFP Over Speed ProtocolAnoop Kumar AllankiAún no hay calificaciones
- 500mw Boiler Operating InstructionsDocumento8 páginas500mw Boiler Operating InstructionsRavindrababu Banothu100% (1)
- "Bhelscan" Flame Scanner: Presented by Vishal Laddha C&IDocumento33 páginas"Bhelscan" Flame Scanner: Presented by Vishal Laddha C&IHari Prasad0% (1)
- KWU Electro Hydraulic Governing Final1Documento41 páginasKWU Electro Hydraulic Governing Final1Sam80% (5)
- Coordinated Master ControlDocumento12 páginasCoordinated Master ControlSripathi ThirupathiAún no hay calificaciones
- Automatic Turbine Run Up SystemDocumento47 páginasAutomatic Turbine Run Up SystemAshwani Dogra80% (5)
- Turbine Electro Hydraulic Governing System (EHTC) : Knowledge Sharing Program in C & IDocumento64 páginasTurbine Electro Hydraulic Governing System (EHTC) : Knowledge Sharing Program in C & IPrudhvi Raj100% (1)
- Protections and Interlocks Diary FOR Sipat Stage - Ii (2 X 500 MW UNITS)Documento140 páginasProtections and Interlocks Diary FOR Sipat Stage - Ii (2 X 500 MW UNITS)shibu963550% (2)
- KWU-Governing With AnimationDocumento28 páginasKWU-Governing With AnimationAnonymous k0MFb1100% (2)
- Ehtc SeminarDocumento11 páginasEhtc Seminarpradeep1987coolAún no hay calificaciones
- Ehc 500 MWDocumento55 páginasEhc 500 MWSam100% (4)
- Technical Feedback On EHCDocumento8 páginasTechnical Feedback On EHCvesridharAún no hay calificaciones
- SADC - EnglishDocumento5 páginasSADC - EnglishAhmad BayhaqiAún no hay calificaciones
- FEEDERDocumento24 páginasFEEDERvaishnaviAún no hay calificaciones
- Control Loops For BoilerDocumento23 páginasControl Loops For BoilerGloria HamiltonAún no hay calificaciones
- Auto Loops TVNLDocumento144 páginasAuto Loops TVNLRajeevAgrawalAún no hay calificaciones
- Cascade TuningDocumento18 páginasCascade TuningDidik RiswantoAún no hay calificaciones
- 43 (Lecture - Instrumentation For P&ID's - Cookbook)Documento55 páginas43 (Lecture - Instrumentation For P&ID's - Cookbook)Darkmatter DarkmatterrAún no hay calificaciones
- Write The Numbers in WordsDocumento12 páginasWrite The Numbers in WordsMohammad Ibnul HossainAún no hay calificaciones
- Aa CC Ee FF HH JJ LL MM Oo QQ Ss Uu WW XX Yy ZZ: Final Term Assessment-2020 Class - Nursery Subject-EnglishDocumento3 páginasAa CC Ee FF HH JJ LL MM Oo QQ Ss Uu WW XX Yy ZZ: Final Term Assessment-2020 Class - Nursery Subject-EnglishMohammad Ibnul HossainAún no hay calificaciones
- RoutineDocumento1 páginaRoutineMohammad Ibnul HossainAún no hay calificaciones
- Final Term ExamDocumento2 páginasFinal Term ExamMohammad Ibnul HossainAún no hay calificaciones
- SUBTRACTIONDocumento1 páginaSUBTRACTIONMohammad Ibnul HossainAún no hay calificaciones
- Subtraction DemoDocumento1 páginaSubtraction DemoMohammad Ibnul HossainAún no hay calificaciones
- Match and Join The NumbersDocumento14 páginasMatch and Join The NumbersMohammad Ibnul HossainAún no hay calificaciones
- Querston MCQDocumento3 páginasQuerston MCQMohammad Ibnul HossainAún no hay calificaciones
- Doa - 20200822 - 0003Documento5 páginasDoa - 20200822 - 0003Mohammad Ibnul HossainAún no hay calificaciones
- Greater Than and Less ThanDocumento4 páginasGreater Than and Less ThanMohammad Ibnul HossainAún no hay calificaciones
- For Fina ApaDocumento9 páginasFor Fina ApaMohammad Ibnul HossainAún no hay calificaciones
- Greater Than and Less Than FINALDocumento4 páginasGreater Than and Less Than FINALMohammad Ibnul HossainAún no hay calificaciones
- Nasima Akhter PresentationDocumento57 páginasNasima Akhter PresentationMohammad Ibnul HossainAún no hay calificaciones
- QUERSTONDocumento1 páginaQUERSTONMohammad Ibnul HossainAún no hay calificaciones
- Important Ponts To Be ConsideredDocumento11 páginasImportant Ponts To Be ConsideredMohammad Ibnul HossainAún no hay calificaciones
- Different Procurement Procedure As Per PPR-2008: Engr. Md. Helalur RahmanDocumento120 páginasDifferent Procurement Procedure As Per PPR-2008: Engr. Md. Helalur RahmanMohammad Ibnul HossainAún no hay calificaciones
- Querston MCQ FinalDocumento3 páginasQuerston MCQ FinalMohammad Ibnul HossainAún no hay calificaciones
- Zywg AvgviDocumento2 páginasZywg AvgviMohammad Ibnul HossainAún no hay calificaciones
- Doa - 20200822 - 0002Documento5 páginasDoa - 20200822 - 0002Mohammad Ibnul HossainAún no hay calificaciones
- PMB 41.working PaperDocumento5 páginasPMB 41.working PaperMohammad Ibnul HossainAún no hay calificaciones
- CV of Mohammmad Ibnul Hossain Full FinalDocumento8 páginasCV of Mohammmad Ibnul Hossain Full FinalMohammad Ibnul HossainAún no hay calificaciones
- Doa - 20200822 - 0003Documento5 páginasDoa - 20200822 - 0003Mohammad Ibnul HossainAún no hay calificaciones
- Or-Ffi: Tifr (Fik LRSL E'QerqefDocumento5 páginasOr-Ffi: Tifr (Fik LRSL E'QerqefMohammad Ibnul HossainAún no hay calificaciones
- Uv KV BDocumento2 páginasUv KV BMohammad Ibnul HossainAún no hay calificaciones
- CV Äix - Diiæl Avn G' Ave Wë T GVT Bebyj NV MB: Ivz Cvnvevi KZ 'Wi CV Äwi?Documento3 páginasCV Äix - Diiæl Avn G' Ave Wë T GVT Bebyj NV MB: Ivz Cvnvevi KZ 'Wi CV Äwi?Mohammad Ibnul HossainAún no hay calificaciones
- Protective Relay For RTCDocumento391 páginasProtective Relay For RTCMohammad Ibnul HossainAún no hay calificaciones
- Schedule - Operation & Maintenance of Gas Turbine Power Plant-22-10-20 To 31-10-20Documento2 páginasSchedule - Operation & Maintenance of Gas Turbine Power Plant-22-10-20 To 31-10-20Mohammad Ibnul HossainAún no hay calificaciones
- MDocumento2 páginasMMohammad Ibnul HossainAún no hay calificaciones
- Kwe ZVDocumento3 páginasKwe ZVMohammad Ibnul HossainAún no hay calificaciones
- CDocumento2 páginasCMohammad Ibnul HossainAún no hay calificaciones
- Waterproofing and Weatherproofing MaterialsDocumento37 páginasWaterproofing and Weatherproofing MaterialsSanjay Areyoukiddingme Somnath50% (2)
- Vsa 032 - Vsa 068 - Vsa 100 - AuDocumento9 páginasVsa 032 - Vsa 068 - Vsa 100 - AuMariana CardosoAún no hay calificaciones
- Fundamental Organic Chemistry (I) : 231 (Lab Manual)Documento57 páginasFundamental Organic Chemistry (I) : 231 (Lab Manual)Trıstan OdsinadaAún no hay calificaciones
- Fispq Alcool BehenílicoDocumento3 páginasFispq Alcool BehenílicoErik SteinbergAún no hay calificaciones
- Acrylic and Modacrylic FibersDocumento9 páginasAcrylic and Modacrylic Fibersespresso1011Aún no hay calificaciones
- HITEC University Electrical Engineering Submitted byDocumento6 páginasHITEC University Electrical Engineering Submitted bysana majidAún no hay calificaciones
- MC Cabe Graphical Model-Based Distillation Column DesignDocumento21 páginasMC Cabe Graphical Model-Based Distillation Column DesignReguloAún no hay calificaciones
- 9701 Oct Nov 2011 All Question PapersDocumento240 páginas9701 Oct Nov 2011 All Question PapersRobert EdwardsAún no hay calificaciones
- Emission CharacteristicsDocumento48 páginasEmission CharacteristicsBALAJIAún no hay calificaciones
- PetDocumento8 páginasPetTsetsaAún no hay calificaciones
- 08 024Documento40 páginas08 024Hoang QuyAún no hay calificaciones
- Analysis of Abietic Acid & Dehydroabietic Acid by LC-MSDocumento6 páginasAnalysis of Abietic Acid & Dehydroabietic Acid by LC-MStplee_hbAún no hay calificaciones
- Tugas Review JurnalDocumento19 páginasTugas Review JurnalDwi Risky ErsanelLaAún no hay calificaciones
- Permatex Anti Seize LubricantDocumento9 páginasPermatex Anti Seize LubricantPubcrawlAún no hay calificaciones
- Wastewater Reuse at A Petroleum Refinery: Microconstituents/Industrial Water Quality 2009Documento14 páginasWastewater Reuse at A Petroleum Refinery: Microconstituents/Industrial Water Quality 2009ferchosb12Aún no hay calificaciones
- Cyano Compounds, Inorganic: 1. Hydrogen CyanideDocumento38 páginasCyano Compounds, Inorganic: 1. Hydrogen CyanideRasoulAún no hay calificaciones
- Cocoa Alkalization: Michael J. KosticDocumento1 páginaCocoa Alkalization: Michael J. KosticAmila KhairinaAún no hay calificaciones
- Semiconductor Circuits, Stokes Theorem, and The Maxwell EquationsDocumento31 páginasSemiconductor Circuits, Stokes Theorem, and The Maxwell EquationsIan BeardsleyAún no hay calificaciones
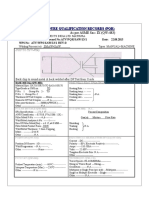
- Procedure Qualification Records (PQR)Documento2 páginasProcedure Qualification Records (PQR)amine algAún no hay calificaciones
- Model M05 Non-Metallic Design Level 2: Service & Operating ManualDocumento33 páginasModel M05 Non-Metallic Design Level 2: Service & Operating ManualTrungGVAún no hay calificaciones
- Manuscript Design Fabrication and Testing of A Biomass Insulated Cooking PotDocumento92 páginasManuscript Design Fabrication and Testing of A Biomass Insulated Cooking PotwahahahhasiafiadgAún no hay calificaciones
- Soal Soal Kimia Kelas 10Documento4 páginasSoal Soal Kimia Kelas 10rohmatul aziziAún no hay calificaciones
- ATEX - A Review: The European Legislation For Potentially Explosive AtmospheresDocumento109 páginasATEX - A Review: The European Legislation For Potentially Explosive AtmospheresGeorgeAún no hay calificaciones
- Fabrication Mod 2Documento16 páginasFabrication Mod 2albin shajanAún no hay calificaciones
- Design Installation & Maintenance Guide For Electric TracingDocumento20 páginasDesign Installation & Maintenance Guide For Electric Tracinghon choong chongAún no hay calificaciones
- Journal of The Mechanical Behavior of Biomedical Materials: Jing Yan, Marina R. Kaizer, Yu Zhang TDocumento6 páginasJournal of The Mechanical Behavior of Biomedical Materials: Jing Yan, Marina R. Kaizer, Yu Zhang TLuis Alberto Carpio MorenoAún no hay calificaciones
- We Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsDocumento28 páginasWe Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsBRIGHT TECH INDUSTRIALS INDIA PVT LTDAún no hay calificaciones
- AerosolPhotometers TheGoldStandardinHEPAFiltrationTestingDocumento198 páginasAerosolPhotometers TheGoldStandardinHEPAFiltrationTestingAnonymous cZ0Sn4hxFAún no hay calificaciones
- PPG Cs 743: PPG CS 743 Is A Copolymer Polyol Especially Designed For The Production ofDocumento2 páginasPPG Cs 743: PPG CS 743 Is A Copolymer Polyol Especially Designed For The Production ofVaittianathan MahavapillaiAún no hay calificaciones
- Ip Flud MechanicsDocumento9 páginasIp Flud Mechanicsradheshyam6Aún no hay calificaciones