También podría gustarte
- 1590FiltrosSecadores SpanishDocumento2 páginas1590FiltrosSecadores SpanishArturo SantiagoAún no hay calificaciones
- Control de Calidad Tratamientos TermicosDocumento5 páginasControl de Calidad Tratamientos TermicosLuis Jose Zambrano NavaAún no hay calificaciones
- MTestructuras de RetencionDocumento32 páginasMTestructuras de RetencionmarcelaAún no hay calificaciones
- ESCO Instructions EspañolDocumento25 páginasESCO Instructions Españolmario diego simeonAún no hay calificaciones
- Cuadro resumen amortización y deducciónDocumento43 páginasCuadro resumen amortización y deducciónAnonymous mGD38TQBzAún no hay calificaciones
- A.P.U PROYECTO TECNICO ArregladoDocumento24 páginasA.P.U PROYECTO TECNICO ArregladoestebanAún no hay calificaciones
- Registros de calificación de procedimientos de soldadura GMAW aluminioDocumento3 páginasRegistros de calificación de procedimientos de soldadura GMAW aluminioJanet Jacqueline Alvarez Chiara100% (1)
- Acero SISA MET T15 de Metalurgia en Polvo PMDocumento2 páginasAcero SISA MET T15 de Metalurgia en Polvo PMIvann SanMenAún no hay calificaciones
- Aeis Test Francisco CruzDocumento1 páginaAeis Test Francisco CruzBj CastanedaAún no hay calificaciones
- RECUBRIMIENTOSDocumento42 páginasRECUBRIMIENTOSjesusAún no hay calificaciones
- Fundamentos Del Diseño de Conexiones - 1Documento67 páginasFundamentos Del Diseño de Conexiones - 1Franyelit LópezAún no hay calificaciones
- Proceso de RecocidoDocumento5 páginasProceso de RecocidoJuan ramos SánchezAún no hay calificaciones
- Ejercicios Resueltos y Propuestos de Reacciones QuímicasDocumento4 páginasEjercicios Resueltos y Propuestos de Reacciones QuímicasKevin BordaAún no hay calificaciones
- 1 List 1501 ProcDeFabricacionDocumento7 páginas1 List 1501 ProcDeFabricacionMoises Alejandre MarAún no hay calificaciones
- Tema 5.defectos en SoldaduraDocumento83 páginasTema 5.defectos en SoldaduraDeivid William Torres100% (1)
- 1a5 Balanceo REDOX Por Numero de OxidacionDocumento8 páginas1a5 Balanceo REDOX Por Numero de OxidacionMargieAún no hay calificaciones
- 0302 Gms WPQ Maquisant 06 18 - Jose Paredes 6gDocumento1 página0302 Gms WPQ Maquisant 06 18 - Jose Paredes 6gNoemi ParedesAún no hay calificaciones
- SISA A2 acero herramientaDocumento2 páginasSISA A2 acero herramientamemoAún no hay calificaciones
- Materiales: Perfiles de Acero Astm 500Documento1 páginaMateriales: Perfiles de Acero Astm 500WALON OROSCO QUISPEAún no hay calificaciones
- 03 02 Juntas - 034 A 090 CEISDocumento57 páginas03 02 Juntas - 034 A 090 CEISSebastian MartinezAún no hay calificaciones
- LOG-FOR-013 Actualizacion Catalogo 10 - 81Documento22 páginasLOG-FOR-013 Actualizacion Catalogo 10 - 81Aldo SilvaAún no hay calificaciones
- Resumen Tratamientos TermicosDocumento2 páginasResumen Tratamientos Termicosescb1996escbAún no hay calificaciones
- Ensayos de AgregadosDocumento32 páginasEnsayos de AgregadosHarry Adder Guevara GuevaraAún no hay calificaciones
- UFA-AXO unidades terminales de filtración con difusor rotacionalDocumento3 páginasUFA-AXO unidades terminales de filtración con difusor rotacionalMiguelAún no hay calificaciones
- Acero 1045 - S45C - C45 - Propiedades - Composición QuímicaDocumento6 páginasAcero 1045 - S45C - C45 - Propiedades - Composición QuímicaNico CraveroAún no hay calificaciones
- Analisis de Costos UnitariosDocumento11 páginasAnalisis de Costos UnitariosCesar CadenasAún no hay calificaciones
- Catalogo El Tornillo 2022Documento80 páginasCatalogo El Tornillo 2022Pablo David PBAún no hay calificaciones
- EdilbertoDocumento3 páginasEdilbertocarloscanulAún no hay calificaciones
- Catalogo Columnas TroncoconicaDocumento19 páginasCatalogo Columnas TroncoconicaVicente Martínez LópezAún no hay calificaciones
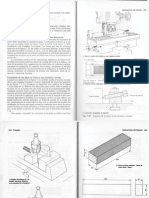
- Centrado de Piezas para FresadoraDocumento4 páginasCentrado de Piezas para FresadoraYesid CastilloAún no hay calificaciones