También podría gustarte
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeCalificación: 4 de 5 estrellas4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreCalificación: 4 de 5 estrellas4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe EverandNever Split the Difference: Negotiating As If Your Life Depended On ItCalificación: 4.5 de 5 estrellas4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceCalificación: 4 de 5 estrellas4/5 (895)
- Grit: The Power of Passion and PerseveranceDe EverandGrit: The Power of Passion and PerseveranceCalificación: 4 de 5 estrellas4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDe EverandShoe Dog: A Memoir by the Creator of NikeCalificación: 4.5 de 5 estrellas4.5/5 (537)
- The Perks of Being a WallflowerDe EverandThe Perks of Being a WallflowerCalificación: 4.5 de 5 estrellas4.5/5 (2104)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersCalificación: 4.5 de 5 estrellas4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureCalificación: 4.5 de 5 estrellas4.5/5 (474)
- Her Body and Other Parties: StoriesDe EverandHer Body and Other Parties: StoriesCalificación: 4 de 5 estrellas4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Calificación: 4.5 de 5 estrellas4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerDe EverandThe Emperor of All Maladies: A Biography of CancerCalificación: 4.5 de 5 estrellas4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe EverandThe Little Book of Hygge: Danish Secrets to Happy LivingCalificación: 3.5 de 5 estrellas3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyCalificación: 3.5 de 5 estrellas3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)De EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Calificación: 4 de 5 estrellas4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaCalificación: 4.5 de 5 estrellas4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryCalificación: 3.5 de 5 estrellas3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDe EverandTeam of Rivals: The Political Genius of Abraham LincolnCalificación: 4.5 de 5 estrellas4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDe EverandOn Fire: The (Burning) Case for a Green New DealCalificación: 4 de 5 estrellas4/5 (74)
- The Unwinding: An Inner History of the New AmericaDe EverandThe Unwinding: An Inner History of the New AmericaCalificación: 4 de 5 estrellas4/5 (45)
- Rise of ISIS: A Threat We Can't IgnoreDe EverandRise of ISIS: A Threat We Can't IgnoreCalificación: 3.5 de 5 estrellas3.5/5 (137)
- Hotel ManagementDocumento34 páginasHotel ManagementGurlagan Sher GillAún no hay calificaciones
- The Internal Environment: Resources, Capabilities, Competencies, and Competitive AdvantageDocumento5 páginasThe Internal Environment: Resources, Capabilities, Competencies, and Competitive AdvantageHenny ZahranyAún no hay calificaciones
- Missouri Courts Appellate PracticeDocumento27 páginasMissouri Courts Appellate PracticeGeneAún no hay calificaciones
- Epidemiologi DialipidemiaDocumento5 páginasEpidemiologi DialipidemianurfitrizuhurhurAún no hay calificaciones
- Environmental Auditing For Building Construction: Energy and Air Pollution Indices For Building MaterialsDocumento8 páginasEnvironmental Auditing For Building Construction: Energy and Air Pollution Indices For Building MaterialsAhmad Zubair Hj YahayaAún no hay calificaciones
- CV Ovais MushtaqDocumento4 páginasCV Ovais MushtaqiftiniaziAún no hay calificaciones
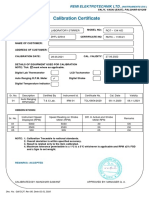
- Calibration CertificateDocumento1 páginaCalibration CertificateSales GoldClassAún no hay calificaciones
- CIR Vs PAL - ConstructionDocumento8 páginasCIR Vs PAL - ConstructionEvan NervezaAún no hay calificaciones
- HandloomDocumento4 páginasHandloomRahulAún no hay calificaciones
- Ss 7 Unit 2 and 3 French and British in North AmericaDocumento147 páginasSs 7 Unit 2 and 3 French and British in North Americaapi-530453982Aún no hay calificaciones
- Role of The Government in HealthDocumento6 páginasRole of The Government in Healthptv7105Aún no hay calificaciones
- A Novel Adoption of LSTM in Customer Touchpoint Prediction Problems Presentation 1Documento73 páginasA Novel Adoption of LSTM in Customer Touchpoint Prediction Problems Presentation 1Os MAún no hay calificaciones
- Sample Opposition To Motion To Strike Portions of Complaint in United States District CourtDocumento2 páginasSample Opposition To Motion To Strike Portions of Complaint in United States District CourtStan Burman100% (1)
- 199437-Unit 4Documento36 páginas199437-Unit 4Yeswanth rajaAún no hay calificaciones
- Executive Summary - Pseudomonas AeruginosaDocumento6 páginasExecutive Summary - Pseudomonas Aeruginosaapi-537754056Aún no hay calificaciones
- Check Fraud Running Rampant in 2023 Insights ArticleDocumento4 páginasCheck Fraud Running Rampant in 2023 Insights ArticleJames Brown bitchAún no hay calificaciones
- Digital LiteracyDocumento19 páginasDigital Literacynagasms100% (1)
- SME-Additional Matter As Per Latest Syllabus Implementation WorkshopDocumento14 páginasSME-Additional Matter As Per Latest Syllabus Implementation WorkshopAvijeet BanerjeeAún no hay calificaciones
- The Rise of Populism and The Crisis of Globalization: Brexit, Trump and BeyondDocumento11 páginasThe Rise of Populism and The Crisis of Globalization: Brexit, Trump and Beyondalpha fiveAún no hay calificaciones
- Lab Session 7: Load Flow Analysis Ofa Power System Using Gauss Seidel Method in MatlabDocumento7 páginasLab Session 7: Load Flow Analysis Ofa Power System Using Gauss Seidel Method in MatlabHayat AnsariAún no hay calificaciones
- IPO Ordinance 2005Documento13 páginasIPO Ordinance 2005Altaf SheikhAún no hay calificaciones
- Laporan Praktikum Fisika - Full Wave RectifierDocumento11 páginasLaporan Praktikum Fisika - Full Wave RectifierLasmaenita SiahaanAún no hay calificaciones
- Deed of Assignment CorporateDocumento4 páginasDeed of Assignment CorporateEric JayAún no hay calificaciones
- POST TEST 3 and POST 4, in ModuleDocumento12 páginasPOST TEST 3 and POST 4, in ModuleReggie Alis100% (1)
- PLT Lecture NotesDocumento5 páginasPLT Lecture NotesRamzi AbdochAún no hay calificaciones
- Final ExamSOMFinal 2016 FinalDocumento11 páginasFinal ExamSOMFinal 2016 Finalkhalil alhatabAún no hay calificaciones
- Schmidt Family Sales Flyer English HighDocumento6 páginasSchmidt Family Sales Flyer English HighmdeenkAún no hay calificaciones
- Agricultural Economics 1916Documento932 páginasAgricultural Economics 1916OceanAún no hay calificaciones
- A320 Basic Edition Flight TutorialDocumento50 páginasA320 Basic Edition Flight TutorialOrlando CuestaAún no hay calificaciones
- Microwave Drying of Gelatin Membranes and Dried Product Properties CharacterizationDocumento28 páginasMicrowave Drying of Gelatin Membranes and Dried Product Properties CharacterizationDominico Delven YapinskiAún no hay calificaciones