También podría gustarte
- Yilmaz - Abdurrahim-In The Apparel Industry and A Model ProposalDocumento7 páginasYilmaz - Abdurrahim-In The Apparel Industry and A Model ProposalMianAbrarAnjumAún no hay calificaciones
- TLS PDFDocumento36 páginasTLS PDFAmrita KhatriAún no hay calificaciones
- Application of Lean Manufacturing Tools in Garment IndustryDocumento7 páginasApplication of Lean Manufacturing Tools in Garment IndustryVishwanath KrAún no hay calificaciones
- Industrial Engineering & Ergonomics (Me 392)Documento35 páginasIndustrial Engineering & Ergonomics (Me 392)Sampson DziwornuAún no hay calificaciones
- 7 Common Myths About Manufacturing Management: What Chinese Factory Managers Need To KnowDocumento20 páginas7 Common Myths About Manufacturing Management: What Chinese Factory Managers Need To KnowraiyanduAún no hay calificaciones
- Lean Production - ReportDocumento29 páginasLean Production - ReportAlexanderAún no hay calificaciones
- Productivity of Garment IndustryDocumento7 páginasProductivity of Garment IndustryShoaib AzizAún no hay calificaciones
- Internship Report On Babylon GroupDocumento98 páginasInternship Report On Babylon GroupCBBCV68Aún no hay calificaciones
- Apparel Quality Management: National Institute of Fashion TechnologyDocumento13 páginasApparel Quality Management: National Institute of Fashion TechnologyBhaswati PandaAún no hay calificaciones
- A Study of Lean Manufacturing Practice With Reference To Indian ManufacturingDocumento11 páginasA Study of Lean Manufacturing Practice With Reference To Indian ManufacturingRahul Ramesh PareraoAún no hay calificaciones
- The Concept of WasteDocumento4 páginasThe Concept of Wasteshruthi01Aún no hay calificaciones
- Strategic ManagementDocumento9 páginasStrategic ManagementShahriar HaqueAún no hay calificaciones
- Lean Manufacturing: GAYATHRI S (20086306) JAMUNA T (20086310)Documento28 páginasLean Manufacturing: GAYATHRI S (20086306) JAMUNA T (20086310)Gayathri SubramanianAún no hay calificaciones
- Unit 2 - Industrial Engineering & Ergonomics - WWW - Rgpvnotes.inDocumento15 páginasUnit 2 - Industrial Engineering & Ergonomics - WWW - Rgpvnotes.inSACHIN HANAGALAún no hay calificaciones
- Industrial Management Unit V: Mrs D Pratibha Associate Professor Anurag Group of InstitutionsDocumento53 páginasIndustrial Management Unit V: Mrs D Pratibha Associate Professor Anurag Group of InstitutionsD PRATIBHAAún no hay calificaciones
- Production Planning 18 StepsDocumento19 páginasProduction Planning 18 StepsFaraz AliAún no hay calificaciones
- Correction Intern Report PDFDocumento175 páginasCorrection Intern Report PDFFoysal RabbeAún no hay calificaciones
- 1compliance Checklist For Garment Manufacturing UnitDocumento3 páginas1compliance Checklist For Garment Manufacturing Unitgowrisankar_kuppusamAún no hay calificaciones
- QC ManagementDocumento4 páginasQC ManagementSakib ZamanAún no hay calificaciones
- Making Workstudy WorkDocumento5 páginasMaking Workstudy Workmahavarun3096Aún no hay calificaciones
- Evaluation of FinishesDocumento17 páginasEvaluation of FinishesRajiv RanjanAún no hay calificaciones
- Industrial Attachment at Magpie Composite Textile LTD: Singha, ManoranjanDocumento78 páginasIndustrial Attachment at Magpie Composite Textile LTD: Singha, Manoranjanওয়াল্টার স্কটAún no hay calificaciones
- Product Quality ManagementDocumento7 páginasProduct Quality Managementselinasimpson0501Aún no hay calificaciones
- Role of IT in Lean Manufacturing: A Brief Scenario: G T Padmane, M T Sohel, P D PatilDocumento6 páginasRole of IT in Lean Manufacturing: A Brief Scenario: G T Padmane, M T Sohel, P D PatilNatala WillzAún no hay calificaciones
- Work Study - Ppc.class Lecture ButexDocumento40 páginasWork Study - Ppc.class Lecture ButexShuvo VioletAún no hay calificaciones
- How To Estimate Garment Production?: Formula For Production EstimationDocumento2 páginasHow To Estimate Garment Production?: Formula For Production EstimationMuruganathan M Muruganathan MAún no hay calificaciones
- 7 QC Tools: Training Module OnDocumento38 páginas7 QC Tools: Training Module OnKaushik SenguptaAún no hay calificaciones
- Q-Book ENGLISH Rev1 PDFDocumento65 páginasQ-Book ENGLISH Rev1 PDFEduardo ColmeneroAún no hay calificaciones
- Industrial Engineering Productivity: Navanendra SinghDocumento29 páginasIndustrial Engineering Productivity: Navanendra SinghMritunjay BhartiAún no hay calificaciones
- Strategic Management in The Garment InduDocumento3 páginasStrategic Management in The Garment InduNaveen KumarAún no hay calificaciones
- Principle of SweingDocumento19 páginasPrinciple of SweingsachipalAún no hay calificaciones
- Garment L-IDocumento70 páginasGarment L-Isiyoum negashAún no hay calificaciones
- What Are The Reports Made by IE Department in Garment Factories?Documento10 páginasWhat Are The Reports Made by IE Department in Garment Factories?YousufAún no hay calificaciones
- IE JOB Related FormulaDocumento21 páginasIE JOB Related FormulaZobayed DurjoyAún no hay calificaciones
- Fin 413 - Risk Management: Forward and Futures PricesDocumento104 páginasFin 413 - Risk Management: Forward and Futures Pricesanujalives1Aún no hay calificaciones
- Category Development Planning Guide: Step 1: Validate and CollaborateDocumento8 páginasCategory Development Planning Guide: Step 1: Validate and CollaborateEko WaluyoAún no hay calificaciones
- Assignment-2 (S.P.M.E-2) : Cut Order PlanDocumento13 páginasAssignment-2 (S.P.M.E-2) : Cut Order PlanAastha SinghAún no hay calificaciones
- Ready Made GarmentDocumento5 páginasReady Made GarmentRajeev AttriAún no hay calificaciones
- Procedures Practiced For Quality Control and Assurance in FusingDocumento18 páginasProcedures Practiced For Quality Control and Assurance in FusingP. Lakshmanakanth100% (1)
- Factory Report 2Documento6 páginasFactory Report 2Chen Wei Sassei-KetsuAún no hay calificaciones
- Lean PDFDocumento166 páginasLean PDFLucky Parashar100% (1)
- Monnalisa: A Presentation On Kidswear By: Juhu Bhavsar Prachi Nupur ModiDocumento27 páginasMonnalisa: A Presentation On Kidswear By: Juhu Bhavsar Prachi Nupur ModiAbhinav VermaAún no hay calificaciones
- Automation in Apparel Industry: By: Jaideep Singh & Yogesh PrasadDocumento16 páginasAutomation in Apparel Industry: By: Jaideep Singh & Yogesh PrasadpriyalAún no hay calificaciones
- Garment Manufacturing TechnologyDocumento1 páginaGarment Manufacturing TechnologybabublsAún no hay calificaciones
- Style Changeover Process Plan in Garment Industry - Lean MethodDocumento1 páginaStyle Changeover Process Plan in Garment Industry - Lean MethodArjun MAún no hay calificaciones
- I.Q IeDocumento7 páginasI.Q IeSalil BiswasAún no hay calificaciones
- A Glossary of Terms Used in Brand ManagementDocumento3 páginasA Glossary of Terms Used in Brand ManagementWasipfcAún no hay calificaciones
- Basic Knowledge Doing IE Job in GarmentsDocumento2 páginasBasic Knowledge Doing IE Job in Garmentssoban adilAún no hay calificaciones
- Glossary of Defect TerminologyDocumento7 páginasGlossary of Defect TerminologymnswamyAún no hay calificaciones
- Costing of Apparel ProductsDocumento26 páginasCosting of Apparel ProductsRAHUL MAún no hay calificaciones
- Concept of ISO 9000, Six Sigma & Lean Production For Apparel Industry PDFDocumento13 páginasConcept of ISO 9000, Six Sigma & Lean Production For Apparel Industry PDFtaqi1122Aún no hay calificaciones
- Final Internee Report KAMALDocumento129 páginasFinal Internee Report KAMALMd.Kamal HossainAún no hay calificaciones
- IE SOP - Standard Operating Procedure of Industrial Engineering Department - Garments-InfoDocumento3 páginasIE SOP - Standard Operating Procedure of Industrial Engineering Department - Garments-InfoSayed Aasim JawaidAún no hay calificaciones
- Summer Internship ReportDocumento67 páginasSummer Internship ReportPiyush AggarwalAún no hay calificaciones
- Functions of Industrial Engineering 1615282531Documento64 páginasFunctions of Industrial Engineering 1615282531jithAún no hay calificaciones
- Study of Ergonomics in Textile IndustryDocumento9 páginasStudy of Ergonomics in Textile IndustryThu Lan NguyễnAún no hay calificaciones
- Carr and Latham's Technology of Clothing ManufactureDe EverandCarr and Latham's Technology of Clothing ManufactureDavid J. TylerCalificación: 4 de 5 estrellas4/5 (1)
- System Implementation Traffic LightDocumento36 páginasSystem Implementation Traffic LightDurbar DasguptaAún no hay calificaciones
- An Application of DMAIC Methodology For Increasing The Yarn Quality in Textile IndustryDocumento16 páginasAn Application of DMAIC Methodology For Increasing The Yarn Quality in Textile IndustryVarunAún no hay calificaciones
- Improving Productivity of Garment Industry With Time Study October 2017Documento6 páginasImproving Productivity of Garment Industry With Time Study October 2017rasel miahAún no hay calificaciones
- Comparative Study Among Different Dyeing Methods of Polyester Fabric With Disperse DyesDocumento48 páginasComparative Study Among Different Dyeing Methods of Polyester Fabric With Disperse DyesAmi SaAún no hay calificaciones
- Individual - Secondary DataDocumento34 páginasIndividual - Secondary DataAPURVA ADINAVARAún no hay calificaciones
- 3735 Canvas Shoes, Rubber Sole SpecificationDocumento18 páginas3735 Canvas Shoes, Rubber Sole SpecificationAshok KumarAún no hay calificaciones
- Dabu PrintingDocumento23 páginasDabu PrintingNamrata Lenka50% (4)
- Textile Auxiliaries Manufacturers - Transpek SiloxDocumento3 páginasTextile Auxiliaries Manufacturers - Transpek SiloxSatyajitsinh GohilAún no hay calificaciones
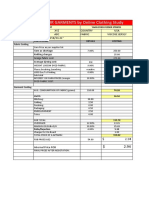
- COST SHEET FOR GARMENTS by Online Clothing StudyDocumento3 páginasCOST SHEET FOR GARMENTS by Online Clothing StudyMohammed HasanAún no hay calificaciones
- Pigment DyeingDocumento6 páginasPigment DyeingAsiri VidulAún no hay calificaciones
- English 2 Assignment 2 Research PaperDocumento24 páginasEnglish 2 Assignment 2 Research PaperkeetingtingAún no hay calificaciones
- Reactive Dyeing of Organic Cotton Knitted Fabrics Using Ultrasound TechnologyDocumento7 páginasReactive Dyeing of Organic Cotton Knitted Fabrics Using Ultrasound TechnologyerpublicationAún no hay calificaciones
- Steingruber2004 - Indigo and Indigo ColorantsDocumento10 páginasSteingruber2004 - Indigo and Indigo ColorantsCoimbra RojasAún no hay calificaciones
- Eco Textiles For Sustainable Development BFFGGFTDocumento12 páginasEco Textiles For Sustainable Development BFFGGFTOmkar JadhavAún no hay calificaciones
- Adi InternshipDocumento48 páginasAdi InternshipGhatak TakoAún no hay calificaciones
- Huynh 2020Documento7 páginasHuynh 2020Brigitte Paula Paredes AvilaAún no hay calificaciones
- 11 Preparation of Vegetable DyeDocumento13 páginas11 Preparation of Vegetable Dyejesinthafrancis100% (1)
- Dyeing of Knitted Fabrics PDFDocumento7 páginasDyeing of Knitted Fabrics PDFAhmed AksarAún no hay calificaciones
- Supercritical CO2 Dyeing of PETDocumento32 páginasSupercritical CO2 Dyeing of PETAmdeworkAún no hay calificaciones
- Dyeing of Polyamide FibersDocumento19 páginasDyeing of Polyamide FibersrajdewaanAún no hay calificaciones
- New Innovation in Dyeing and Printing ProcessDocumento7 páginasNew Innovation in Dyeing and Printing ProcessARPITA SELOTAún no hay calificaciones
- Dyeing OverviewDocumento38 páginasDyeing OverviewAmdeworkAún no hay calificaciones
- BasotolDocumento6 páginasBasotolFathi Mustafa100% (1)
- Industrial Training Report by MorshedDocumento77 páginasIndustrial Training Report by MorshedNazmul hasanAún no hay calificaciones
- Steps of Garments Pattern Making - Textile LearnerDocumento3 páginasSteps of Garments Pattern Making - Textile Learnerjannatul fardousAún no hay calificaciones
- ByravDocumento18 páginasByravHarun VenkatAún no hay calificaciones
- M& M BangladeshDocumento23 páginasM& M Bangladeshshahrear sultanAún no hay calificaciones
- Textile Auxiliaries MN ChemicalsDocumento8 páginasTextile Auxiliaries MN ChemicalsmmajidlatifAún no hay calificaciones
- Complete Solutions For Your Success in WeavingDocumento24 páginasComplete Solutions For Your Success in WeavingSmita PatilAún no hay calificaciones
- Functions of Dyeing AuxiliariesDocumento4 páginasFunctions of Dyeing AuxiliariesMohammed Atiqul Hoque ChowdhuryAún no hay calificaciones
- Disperse DyesDocumento18 páginasDisperse DyesLiz AbyAún no hay calificaciones
- DeepaliDocumento3 páginasDeepaliAnshul GautamAún no hay calificaciones
- Sustainability & Innovation Naturally Derived ColourDocumento14 páginasSustainability & Innovation Naturally Derived ColourPRIYANKA SINGHAún no hay calificaciones