También podría gustarte
- Shoe Dog: A Memoir by the Creator of NikeDe EverandShoe Dog: A Memoir by the Creator of NikeCalificación: 4.5 de 5 estrellas4.5/5 (537)
- Dh-Ipc-Hdw8341X-3D-S2: 3Mp Wizmind Dual-Lens Network CameraDocumento3 páginasDh-Ipc-Hdw8341X-3D-S2: 3Mp Wizmind Dual-Lens Network CameraSteve CheaAún no hay calificaciones
- The Yellow House: A Memoir (2019 National Book Award Winner)De EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Calificación: 4 de 5 estrellas4/5 (98)
- Parola A Do ZDocumento8 páginasParola A Do ZjovicaradAún no hay calificaciones
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeCalificación: 4 de 5 estrellas4/5 (5794)
- Research Proposal TransformerDocumento3 páginasResearch Proposal Transformersohalder1026Aún no hay calificaciones
- NASA Facts Explorer XVI The Micrometeoroid SatelliteDocumento4 páginasNASA Facts Explorer XVI The Micrometeoroid SatelliteBob AndrepontAún no hay calificaciones
- The Little Book of Hygge: Danish Secrets to Happy LivingDe EverandThe Little Book of Hygge: Danish Secrets to Happy LivingCalificación: 3.5 de 5 estrellas3.5/5 (400)
- Compressor Anti-Surge ValveDocumento2 páginasCompressor Anti-Surge ValveMoralba SeijasAún no hay calificaciones
- Grit: The Power of Passion and PerseveranceDe EverandGrit: The Power of Passion and PerseveranceCalificación: 4 de 5 estrellas4/5 (588)
- Planets and Solar System The Complete Manual 2016Documento132 páginasPlanets and Solar System The Complete Manual 2016Sonechka Sonya100% (3)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureCalificación: 4.5 de 5 estrellas4.5/5 (474)
- 5-EN 4050-A (Dig) - 2F1CDocumento9 páginas5-EN 4050-A (Dig) - 2F1Cabuzer1981Aún no hay calificaciones
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryCalificación: 3.5 de 5 estrellas3.5/5 (231)
- 1575 Tania SultanaDocumento10 páginas1575 Tania SultanaTania SultanaAún no hay calificaciones
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceCalificación: 4 de 5 estrellas4/5 (895)
- Analytical Investigation of Entropy Production With Convective Heat Transfer in Pressure Driven Flow of A Generalised Newtonian FluidDocumento30 páginasAnalytical Investigation of Entropy Production With Convective Heat Transfer in Pressure Driven Flow of A Generalised Newtonian FluidUğur DemirAún no hay calificaciones
- Team of Rivals: The Political Genius of Abraham LincolnDe EverandTeam of Rivals: The Political Genius of Abraham LincolnCalificación: 4.5 de 5 estrellas4.5/5 (234)
- LISTA PRECIOS CORPORATIVOS - Garantia en Partes de Diez (10) MesesDocumento10 páginasLISTA PRECIOS CORPORATIVOS - Garantia en Partes de Diez (10) MesesJavier DavidAún no hay calificaciones
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe EverandNever Split the Difference: Negotiating As If Your Life Depended On ItCalificación: 4.5 de 5 estrellas4.5/5 (838)
- Sociology ZulfiqarDocumento31 páginasSociology ZulfiqarHasnain HilbiAún no hay calificaciones
- The Emperor of All Maladies: A Biography of CancerDe EverandThe Emperor of All Maladies: A Biography of CancerCalificación: 4.5 de 5 estrellas4.5/5 (271)
- August 19-23 Lesson PlanDocumento1 páginaAugust 19-23 Lesson Planapi-282162606Aún no hay calificaciones
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaCalificación: 4.5 de 5 estrellas4.5/5 (266)
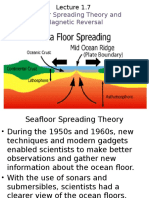
- Seafloor Spreading TheoryDocumento16 páginasSeafloor Spreading TheoryMark Anthony Evangelista Cabrieto100% (1)
- On Fire: The (Burning) Case for a Green New DealDe EverandOn Fire: The (Burning) Case for a Green New DealCalificación: 4 de 5 estrellas4/5 (74)
- Atomic Structure ActivityDocumento4 páginasAtomic Structure ActivityClarisse BonaobraAún no hay calificaciones
- Chapter 6: Fatigue Failure: Introduction, Basic ConceptsDocumento21 páginasChapter 6: Fatigue Failure: Introduction, Basic ConceptsNick MezaAún no hay calificaciones
- The Unwinding: An Inner History of the New AmericaDe EverandThe Unwinding: An Inner History of the New AmericaCalificación: 4 de 5 estrellas4/5 (45)
- Jee Advanced PaperDocumento3 páginasJee Advanced PaperGaurav YadavAún no hay calificaciones
- BM2 24H+Installation+InstructionsDocumento7 páginasBM2 24H+Installation+InstructionsremediospereiraAún no hay calificaciones
- Rise of ISIS: A Threat We Can't IgnoreDe EverandRise of ISIS: A Threat We Can't IgnoreCalificación: 3.5 de 5 estrellas3.5/5 (137)
- ManageEngine Application Manager Best PracticesDocumento12 páginasManageEngine Application Manager Best PracticesNghiêm Sỹ Tâm PhươngAún no hay calificaciones
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersCalificación: 4.5 de 5 estrellas4.5/5 (345)
- Partial Differential Equations (Pdes)Documento5 páginasPartial Differential Equations (Pdes)uploadingpersonAún no hay calificaciones
- Math 11-CORE Gen Math-Q2-Week 1Documento26 páginasMath 11-CORE Gen Math-Q2-Week 1Christian GebañaAún no hay calificaciones
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyCalificación: 3.5 de 5 estrellas3.5/5 (2259)
- J Lithos 2018 02 011Documento52 páginasJ Lithos 2018 02 011Warwick HastieAún no hay calificaciones
- Surveying PDFDocumento215 páginasSurveying PDFShaira Mae Cañedo100% (1)
- Computer Science: Chapter: 16 Relatonal DatabaseDocumento10 páginasComputer Science: Chapter: 16 Relatonal DatabaseIshika RajputAún no hay calificaciones
- Contoh Pembentangan Poster Di ConferenceDocumento1 páginaContoh Pembentangan Poster Di ConferenceIka 1521Aún no hay calificaciones
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreCalificación: 4 de 5 estrellas4/5 (1090)
- Copeland Discus Digital Compressors Coresense Technology en 2884258Documento2 páginasCopeland Discus Digital Compressors Coresense Technology en 2884258Roberto CastilloAún no hay calificaciones
- Septic Tank - Components and Design of Septic Tank Based On PopulationDocumento7 páginasSeptic Tank - Components and Design of Septic Tank Based On Populationمنير أحمدAún no hay calificaciones
- 2017 Alcon Catalogue NewDocumento131 páginas2017 Alcon Catalogue NewJai BhandariAún no hay calificaciones
- About Planets - Vaishali's ProjectDocumento3 páginasAbout Planets - Vaishali's ProjectRaj KumarAún no hay calificaciones
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Calificación: 4.5 de 5 estrellas4.5/5 (121)
- Experimental Study of Estimating The Subgrade Reaction ModulusDocumento6 páginasExperimental Study of Estimating The Subgrade Reaction ModulusIngeniero EstructuralAún no hay calificaciones
- All The Questions of Section - A Are in Google Form and The Link To Attempt Them Is " Https://Forms - Gle/Jfvq8Wszicewchrj7 " 12 M Section - BDocumento4 páginasAll The Questions of Section - A Are in Google Form and The Link To Attempt Them Is " Https://Forms - Gle/Jfvq8Wszicewchrj7 " 12 M Section - BKamal AnandAún no hay calificaciones
- The Perks of Being a WallflowerDe EverandThe Perks of Being a WallflowerCalificación: 4.5 de 5 estrellas4.5/5 (2104)
- Her Body and Other Parties: StoriesDe EverandHer Body and Other Parties: StoriesCalificación: 4 de 5 estrellas4/5 (821)