También podría gustarte
- Tesis 22-10-2020Documento138 páginasTesis 22-10-2020Huamani ZibeAún no hay calificaciones
- FPA-Manual para La Cloracion-Rb PDFDocumento91 páginasFPA-Manual para La Cloracion-Rb PDFHILDA100% (4)
- Diseño de Planta de Agua PotableDocumento75 páginasDiseño de Planta de Agua PotableAmibaelAún no hay calificaciones
- Tema 2 Mecanica de FuidosDocumento37 páginasTema 2 Mecanica de FuidosHuamani ZibeAún no hay calificaciones
- Resistencia al flujo en tuberías y accesoriosDocumento51 páginasResistencia al flujo en tuberías y accesoriosHuamani ZibeAún no hay calificaciones
- Determinación de Calcio y Magnesio PDFDocumento6 páginasDeterminación de Calcio y Magnesio PDFEstefanía SerendipiaAún no hay calificaciones
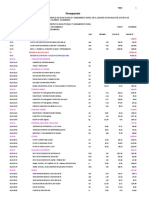
- Presupuesto GeneralDocumento6 páginasPresupuesto GeneralBeto MartínezAún no hay calificaciones
- Tema 6 Sistema de TuberiasDocumento24 páginasTema 6 Sistema de TuberiasHuamani ZibeAún no hay calificaciones
- Agrupamiento Preliminar PDFDocumento1 páginaAgrupamiento Preliminar PDFDauid Justiniano Quispe ApazaAún no hay calificaciones
- Tema 7 Equipos para Bombeo de FluidosDocumento45 páginasTema 7 Equipos para Bombeo de FluidosHuamani ZibeAún no hay calificaciones
- Tema 4 Ecuaciones Basicas Del Flujo de FluidosDocumento16 páginasTema 4 Ecuaciones Basicas Del Flujo de FluidosHuamani ZibeAún no hay calificaciones
- Tema 1 IntroduccionDocumento14 páginasTema 1 IntroduccionHuamani ZibeAún no hay calificaciones
- Curso Api1104 Esp.Documento92 páginasCurso Api1104 Esp.Raul100% (4)
- Acceso Al Sistema LiquidacionesDocumento2 páginasAcceso Al Sistema LiquidacionessergiodavidhaAún no hay calificaciones
- Tema 3 Estatica de FluidosDocumento19 páginasTema 3 Estatica de FluidosHuamani ZibeAún no hay calificaciones
- Modulo01 - Inspeccion de Soldaduras y CertificacionDocumento11 páginasModulo01 - Inspeccion de Soldaduras y Certificacionedu_xto29514Aún no hay calificaciones
- Diseño y Fabricacion Segun API 650-Oct 2009Documento73 páginasDiseño y Fabricacion Segun API 650-Oct 2009Huamani ZibeAún no hay calificaciones
- Procesamiento de La Pelicula RadiograficaDocumento14 páginasProcesamiento de La Pelicula RadiograficaLuis CoaAún no hay calificaciones
- Modulo 02Documento23 páginasModulo 02Huamani ZibeAún no hay calificaciones
- COMITÉ DE SELECCIÓN-radiologiaDocumento71 páginasCOMITÉ DE SELECCIÓN-radiologiaHuamani ZibeAún no hay calificaciones
- La Pelicula RadiograficaDocumento16 páginasLa Pelicula RadiograficaChristianAún no hay calificaciones
- Simbologia de Soldadura PDFDocumento12 páginasSimbologia de Soldadura PDFCarlos Enrique SantoyoAún no hay calificaciones
- 03 Simbologia de SoldaduraDocumento7 páginas03 Simbologia de SoldaduraRicardo Andrés BArros TaffurAún no hay calificaciones
- ChistesDocumento6 páginasChistesHuamani ZibeAún no hay calificaciones
- OmniScan MX - EsDocumento14 páginasOmniScan MX - Esandresz_605584Aún no hay calificaciones
- Páginas Desdemanual de Soldadura Oerlikon EXSA S.A.Documento1 páginaPáginas Desdemanual de Soldadura Oerlikon EXSA S.A.Huamani ZibeAún no hay calificaciones
- Diapositivas La Moral - 2021Documento10 páginasDiapositivas La Moral - 2021darwin lopezAún no hay calificaciones
- Temas Interesantes Sobre LinguisticaDocumento6 páginasTemas Interesantes Sobre LinguisticaAndyLú Guerra SantosAún no hay calificaciones
- Sistema Reproductor FemeninoDocumento11 páginasSistema Reproductor FemeninoFRANK ALEXIS CABANILLAS DIAZAún no hay calificaciones
- Plan anual comité solidaridad I.E. 15510 TalaraDocumento3 páginasPlan anual comité solidaridad I.E. 15510 TalaraRossy Aguirre Benites0% (1)
- Actividad 8, Avance 2.Documento10 páginasActividad 8, Avance 2.JuanCarlosRodriguezAún no hay calificaciones
- El Cristianismo en La Sociedad de Consumo.Documento4 páginasEl Cristianismo en La Sociedad de Consumo.HUGO ANDRES VILLANUEVA NARANJOAún no hay calificaciones
- GUIA 2. Amplificador Inversor y No InversorDocumento6 páginasGUIA 2. Amplificador Inversor y No InversorAyde Yadira Cuaran CuaranAún no hay calificaciones
- La Informacion Contable Contenida en Los Estados FinancierosDocumento6 páginasLa Informacion Contable Contenida en Los Estados FinancierosElias ChakraAún no hay calificaciones
- Evaluación Formativa TERMINADADocumento2 páginasEvaluación Formativa TERMINADAFernanda Villalba100% (5)
- Metodologia Scrum EntregablesDocumento5 páginasMetodologia Scrum Entregableseliasgoltie14Aún no hay calificaciones
- Las Concepciones de La VerdadDocumento5 páginasLas Concepciones de La VerdadAlejandro AriasAún no hay calificaciones
- Multiplicación en números enterosDocumento3 páginasMultiplicación en números enterosJorge PichilingueAún no hay calificaciones
- Proc. Pruebas Electricas Bco. Baterias Selladas 125 VCC P110088LDocumento13 páginasProc. Pruebas Electricas Bco. Baterias Selladas 125 VCC P110088Linxs_the_bestAún no hay calificaciones
- Modulo 2-02 Nov - Ley 30364Documento139 páginasModulo 2-02 Nov - Ley 30364Kliver Jefferson Criollo CornejoAún no hay calificaciones
- Labores MinerasDocumento31 páginasLabores MinerasIvanBenavidesAún no hay calificaciones
- Manual de Extensiones de Pestaã AsDocumento5 páginasManual de Extensiones de Pestaã AsXimena schettinoAún no hay calificaciones
- Ideas Positivistas en Vallenilla LanzDocumento24 páginasIdeas Positivistas en Vallenilla LanzDionisio CisnerosAún no hay calificaciones
- 2.0 Fases de La Auditoria 2020Documento39 páginas2.0 Fases de La Auditoria 2020Leidy Chacon100% (1)
- Anatomía Del Órgano Reproductor MasculinoDocumento4 páginasAnatomía Del Órgano Reproductor Masculinoyusire mendozaAún no hay calificaciones
- Caso Comprador EcológicoDocumento2 páginasCaso Comprador EcológicoREMYAún no hay calificaciones
- Estancamiento de La Relacion: Cuando Discutimos Nuestros Problemas de Pareja: RespuestasDocumento2 páginasEstancamiento de La Relacion: Cuando Discutimos Nuestros Problemas de Pareja: RespuestasMelany RodriguezAún no hay calificaciones
- Plan de Trabajo Ultimo Espacio Ludico 2018Documento33 páginasPlan de Trabajo Ultimo Espacio Ludico 2018Mirian DaysiAún no hay calificaciones
- Responsabilidad Civil Del Fiduciario Ley 24441Documento39 páginasResponsabilidad Civil Del Fiduciario Ley 24441Marcos SoriaAún no hay calificaciones
- Microcurriculum Administración en Salud Enviado Bogotá II-2019Documento13 páginasMicrocurriculum Administración en Salud Enviado Bogotá II-2019sandra lilianaAún no hay calificaciones
- Arqueologia Actividad 6Documento3 páginasArqueologia Actividad 6Maria Caicedo EnríquezAún no hay calificaciones
- Gestión efectiva de almacenes - Casos de estudio No1 y No3Documento9 páginasGestión efectiva de almacenes - Casos de estudio No1 y No3Martin Hernan CRAún no hay calificaciones
- Diseño de TolvaDocumento13 páginasDiseño de TolvaMef CristhianAún no hay calificaciones
- Pardeamiento No EnzimaticoDocumento16 páginasPardeamiento No EnzimaticoJackelin MarzanoAún no hay calificaciones
- Ficha de Inscripción Samsung - CorregidoDocumento7 páginasFicha de Inscripción Samsung - CorregidoLuis AngelAún no hay calificaciones
- Escritores de CentroaméricaDocumento13 páginasEscritores de CentroaméricaINGRID SALOMONAún no hay calificaciones