También podría gustarte
- CoBall EN 2014 PDFDocumento4 páginasCoBall EN 2014 PDFRizki LarasatiAún no hay calificaciones
- Clean Room Validation ServicesDocumento2 páginasClean Room Validation ServicesVikram BillalAún no hay calificaciones
- Cleanrooms and GMP Design - 1.Documento69 páginasCleanrooms and GMP Design - 1.Laraib BhattiAún no hay calificaciones
- Formic Acid TechnologyDocumento3 páginasFormic Acid Technologyatharnadim_osAún no hay calificaciones
- Webinar CEP 2.0 May 2023Documento51 páginasWebinar CEP 2.0 May 2023Julia ShulgaAún no hay calificaciones
- C Elementar Vario MACRO Cube PDFDocumento16 páginasC Elementar Vario MACRO Cube PDFWaleed El-azab100% (1)
- Chemical Engineering Lab ReportDocumento36 páginasChemical Engineering Lab ReportAbu BakarAún no hay calificaciones
- Air Techniques TDA-2E Aerosol Photometer ManualDocumento19 páginasAir Techniques TDA-2E Aerosol Photometer ManualDavid Silver100% (1)
- Contoh PDFDocumento270 páginasContoh PDFwan100% (1)
- SHH-SD-2T Series Instruction (Stability Chamber)Documento27 páginasSHH-SD-2T Series Instruction (Stability Chamber)David Alberto ChristianAún no hay calificaciones
- Production of Erythromycine With Reference PDFDocumento117 páginasProduction of Erythromycine With Reference PDFClaChristina100% (1)
- Advantages of Non-Perforated Coating PansDocumento3 páginasAdvantages of Non-Perforated Coating PanschevypickupAún no hay calificaciones
- Ethos900 ManualDocumento80 páginasEthos900 ManualAndres FalmacelAún no hay calificaciones
- Shimadzu HPLC Standard OperationDocumento49 páginasShimadzu HPLC Standard Operationran_ooAún no hay calificaciones
- Ab A TorDocumento35 páginasAb A TorAlejandro RocabadoAún no hay calificaciones
- Pharmaceutical Compressed Air Validation 1657011960Documento6 páginasPharmaceutical Compressed Air Validation 1657011960Huỳnh Ngọc Sáng100% (1)
- NIR - Multivariate Calibration - 3rd Edition 2014Documento12 páginasNIR - Multivariate Calibration - 3rd Edition 2014Ingeniero Alfonzo Díaz GuzmánAún no hay calificaciones
- Humidity and Temperature Measurement Using Arduino: Submitted ByDocumento22 páginasHumidity and Temperature Measurement Using Arduino: Submitted Byhandsome03Aún no hay calificaciones
- Computer Simulation of A Continuous Whisky StillDocumento5 páginasComputer Simulation of A Continuous Whisky Stillangry_granAún no hay calificaciones
- Dme A PDFDocumento6 páginasDme A PDFcemilozanAún no hay calificaciones
- CS200 PreinstallDocumento7 páginasCS200 PreinstallEdariel Huaman AquinoAún no hay calificaciones
- Processing Internal Standards in EmpowerDocumento6 páginasProcessing Internal Standards in Empowersaldanhalopes666Aún no hay calificaciones
- Gea - STD Single Use Cip Sys - CipdDocumento6 páginasGea - STD Single Use Cip Sys - CipdTBAún no hay calificaciones
- Clause Correspondence Between ISO 17025 - 2005 and 2017 StandardDocumento4 páginasClause Correspondence Between ISO 17025 - 2005 and 2017 StandardSiddhartha Sankar RoyAún no hay calificaciones
- Chapter 1Documento24 páginasChapter 1Anonymous tytJlPojAún no hay calificaciones
- Dr. Atul D DhaleDocumento5 páginasDr. Atul D DhaleJennifer ScottAún no hay calificaciones
- 400 ConnectionDocumento3 páginas400 ConnectionNguyễnHoàngDanhAún no hay calificaciones
- MA180-005 subPUR-duoPUR User ManualDocumento34 páginasMA180-005 subPUR-duoPUR User ManualDiana Putri SofyanAún no hay calificaciones
- 11.4159 USD2755 Remote Control Palltronic Flowstar IV Using OPC IFUDocumento16 páginas11.4159 USD2755 Remote Control Palltronic Flowstar IV Using OPC IFUseinAún no hay calificaciones
- Phenols in FuelDocumento12 páginasPhenols in Fuelvzimak2355Aún no hay calificaciones
- Wan Cheng Plastic Industries Industrial Training ReportDocumento26 páginasWan Cheng Plastic Industries Industrial Training ReportAmirul IzanAún no hay calificaciones
- CARBOCAP TechnologyDescriptionDocumento2 páginasCARBOCAP TechnologyDescriptionRoxana Gonzàlez100% (1)
- Improved Method For CO2 MeasurementsDocumento4 páginasImproved Method For CO2 MeasurementsgangsAún no hay calificaciones
- Modeling of Industrial Formaldehyde AbsorbersDocumento19 páginasModeling of Industrial Formaldehyde AbsorbersNguyen Thanh SangAún no hay calificaciones
- KFT 190127104354Documento70 páginasKFT 190127104354Aurang ZaibAún no hay calificaciones
- Nitrogen Determination by Kjeldahl MethodDocumento7 páginasNitrogen Determination by Kjeldahl MethodLinh VũAún no hay calificaciones
- TF6 ReportDocumento19 páginasTF6 ReportTing Kee Chuong100% (1)
- Adsorption and Desorption of Carbon Dioxide and Nitrogen On Zeolite 5A PDFDocumento19 páginasAdsorption and Desorption of Carbon Dioxide and Nitrogen On Zeolite 5A PDFBình Tân LêAún no hay calificaciones
- XDR DatasheetDocumento7 páginasXDR DatasheetElmer QuispeAún no hay calificaciones
- PHE Control Mechanism PDFDocumento6 páginasPHE Control Mechanism PDFNaren VmdAún no hay calificaciones
- Calibration FAQ PDFDocumento19 páginasCalibration FAQ PDFjaga deeshAún no hay calificaciones
- Lab Report Cstr-Intro Appa ProceDocumento6 páginasLab Report Cstr-Intro Appa Procesolehah misniAún no hay calificaciones
- DMC ProjectDocumento210 páginasDMC Projectsahilchem100% (1)
- HPLC Final Ed 6 PDFDocumento170 páginasHPLC Final Ed 6 PDFSoheil MoghadamAún no hay calificaciones
- Industrial Process Control StandardDocumento54 páginasIndustrial Process Control StandardTenri DimitriAún no hay calificaciones
- Training ReportDocumento50 páginasTraining Reportmichael admaAún no hay calificaciones
- Final ExamDocumento6 páginasFinal ExamTej ChoksiAún no hay calificaciones
- AAS-8510154700 SeriesAA UserManualDocumento72 páginasAAS-8510154700 SeriesAA UserManualHuỳnh Bảo ChâuAún no hay calificaciones
- IQ-OQ Flyer 209-189Documento2 páginasIQ-OQ Flyer 209-189M Rio Apriyan SatrianoorAún no hay calificaciones
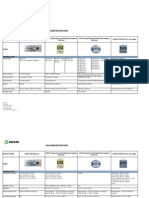
- Data Logger Selection Chart Vacker Dubai UAEDocumento10 páginasData Logger Selection Chart Vacker Dubai UAEVacker Group UAEAún no hay calificaciones
- Atomic Absorption Spectrometer User ManualDocumento39 páginasAtomic Absorption Spectrometer User ManualKidus YohannesAún no hay calificaciones
- Clean Room SpecsDocumento7 páginasClean Room SpecsLaxminarayan Jha100% (1)
- Advanced Process Control and DynamicsDocumento273 páginasAdvanced Process Control and DynamicsYinka OlatunjiAún no hay calificaciones
- Intro Heat Exchanger Process ControlDocumento3 páginasIntro Heat Exchanger Process ControlAimi AthirahAún no hay calificaciones
- Manual 870 KF Titrino Plus 8 (1) .870.8001ENDocumento76 páginasManual 870 KF Titrino Plus 8 (1) .870.8001ENahmedAún no hay calificaciones
- OPERATION QUALIFICATION PROTOCOL FOR AIR HANDLING UNIT - Pharmaceutical GuidanceDocumento15 páginasOPERATION QUALIFICATION PROTOCOL FOR AIR HANDLING UNIT - Pharmaceutical GuidanceMohamad IsmailAún no hay calificaciones
- Biofuels.13 Series BrochureDocumento7 páginasBiofuels.13 Series BrochureRC VilledaAún no hay calificaciones
- NIKHILDocumento58 páginasNIKHILNikhil ShaiwaleAún no hay calificaciones
- Report Mill and Boiler FinalDocumento35 páginasReport Mill and Boiler FinalMuhammad Nur ShidiqAún no hay calificaciones
- Industrial ReportDocumento9 páginasIndustrial ReportAhasan RidoyAún no hay calificaciones
- Attribute Achievement FormDocumento14 páginasAttribute Achievement FormPablo Guzmán López0% (2)
- VW T-Cross 2019+ - Connector ViewsDocumento220 páginasVW T-Cross 2019+ - Connector ViewsMucowera AshaAún no hay calificaciones
- Hazardous Area ClassificationDocumento15 páginasHazardous Area ClassificationpmnasimAún no hay calificaciones
- Hands-On Exercise Oracle 10g PL SQL - v1 0Documento24 páginasHands-On Exercise Oracle 10g PL SQL - v1 0pavanAún no hay calificaciones
- Comp Notes 122 PDFDocumento57 páginasComp Notes 122 PDFmuhammad wisalAún no hay calificaciones
- DRC800 Remote Control UserGuideDocumento2 páginasDRC800 Remote Control UserGuideLuis MurilloAún no hay calificaciones
- MEEN 364 Lecture 4 Examples on Sampling and Aliasing PhenomenaDocumento5 páginasMEEN 364 Lecture 4 Examples on Sampling and Aliasing PhenomenaHiren MewadaAún no hay calificaciones
- Terumo BCT Trima Accel Blood Collection System - Service ManualDocumento340 páginasTerumo BCT Trima Accel Blood Collection System - Service Manualmorton1472Aún no hay calificaciones
- Temperature Sensors LM35Documento92 páginasTemperature Sensors LM35Shaik Shahul0% (1)
- Pages From Dorman Longs - Handbook For Constructional Engineers - 1895-93Documento1 páginaPages From Dorman Longs - Handbook For Constructional Engineers - 1895-93Fornvald TamasAún no hay calificaciones
- Railway Signaling Concepts and DefinitionsDocumento92 páginasRailway Signaling Concepts and DefinitionsGopipavanAún no hay calificaciones
- Vibratory Motion and Single Degree of Freedom SystemsDocumento29 páginasVibratory Motion and Single Degree of Freedom Systemsmm0493440Aún no hay calificaciones
- Oxygen USPDocumento2 páginasOxygen USPMartha Lucia Roa FonsecaAún no hay calificaciones
- Teleprotection Terminal InterfaceDocumento6 páginasTeleprotection Terminal InterfaceHemanth Kumar MahadevaAún no hay calificaciones
- Brochure Ef SchoolDocumento2 páginasBrochure Ef SchoolperulapiaAún no hay calificaciones
- Manual Cessna 188 PG 01-108Documento108 páginasManual Cessna 188 PG 01-108Nilton César LimaAún no hay calificaciones
- Productdatasheet en or 088423855cDocumento1 páginaProductdatasheet en or 088423855cpieroAún no hay calificaciones
- Catalogo Siemens SceDocumento1 páginaCatalogo Siemens ScejoelduparAún no hay calificaciones
- 2D Vs 3D ReviewDocumento7 páginas2D Vs 3D ReviewBhasker RamagiriAún no hay calificaciones
- Cisco IOS XR Configuration Guide Master IndexDocumento66 páginasCisco IOS XR Configuration Guide Master IndexvictorpetriniAún no hay calificaciones
- Technical Readout (TRO) 2750 (Fan Made)Documento106 páginasTechnical Readout (TRO) 2750 (Fan Made)Mescalero100% (4)
- Re 29037Documento12 páginasRe 29037BorisAún no hay calificaciones
- AC200 Inverter Manual OverviewDocumento239 páginasAC200 Inverter Manual OverviewJuliana AndradeAún no hay calificaciones
- Two-Way Floor SystemDocumento11 páginasTwo-Way Floor SystemJason TanAún no hay calificaciones
- Otis Relay Coils SpecificationsDocumento1 páginaOtis Relay Coils SpecificationsDamian Alberto EspositoAún no hay calificaciones
- Schott Ky DiodesDocumento3 páginasSchott Ky DiodesAmarnath M DamodaranAún no hay calificaciones
- Important Alloy CompositionDocumento2 páginasImportant Alloy CompositionRSLAún no hay calificaciones
- Blueendo MorcellatorDocumento7 páginasBlueendo MorcellatorLia GuslianiAún no hay calificaciones
- Dust Collection System Explosion Hazards and ProtectionDocumento8 páginasDust Collection System Explosion Hazards and ProtectionsguariniAún no hay calificaciones
- Evo Controller 8200 IP Configuration KODocumento56 páginasEvo Controller 8200 IP Configuration KORogerioAún no hay calificaciones