También podría gustarte
- Protocolo de Pruebas de Aislamiento Tablero PrincipalDocumento1 páginaProtocolo de Pruebas de Aislamiento Tablero PrincipalcleverAún no hay calificaciones
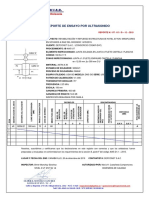
- INFORME No. 1932 INSPECCION NDT EJES ELABORACION - INGENIO MANUELITA ABRIL 2018 PDFDocumento3 páginasINFORME No. 1932 INSPECCION NDT EJES ELABORACION - INGENIO MANUELITA ABRIL 2018 PDFmauriciomejia7Aún no hay calificaciones
- Medidor de Espesores B&TDocumento9 páginasMedidor de Espesores B&TDarioAún no hay calificaciones
- Informe 1942 Inspeccion NDT A Tensores Patios Caña-Molinos-Caldera - Ingenio Manuelita Abril 2018 PDFDocumento5 páginasInforme 1942 Inspeccion NDT A Tensores Patios Caña-Molinos-Caldera - Ingenio Manuelita Abril 2018 PDFmauriciomejia7Aún no hay calificaciones
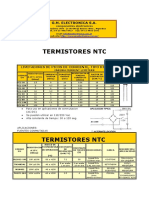
- termistoresPTC NTCDocumento6 páginastermistoresPTC NTCCristianMonteroAún no hay calificaciones
- INFORME No. 1933-2 INSPECCION MAZAS BAGACERA MOLINOS INGENIO MANUELITA ABRIL 2018Documento2 páginasINFORME No. 1933-2 INSPECCION MAZAS BAGACERA MOLINOS INGENIO MANUELITA ABRIL 2018mauriciomejia7Aún no hay calificaciones
- Calibracion Stres Termico Sensor 2 - CCP-0358-003-20.pdf - M2Documento1 páginaCalibracion Stres Termico Sensor 2 - CCP-0358-003-20.pdf - M2Gleen Klose Cerpa ParedesAún no hay calificaciones
- INFORME No. 1933-5 INSPECCION ACCESORIOS MOLINOS INGENIO MANUELITA ABRIL 2018 PDFDocumento5 páginasINFORME No. 1933-5 INSPECCION ACCESORIOS MOLINOS INGENIO MANUELITA ABRIL 2018 PDFmauriciomejia7Aún no hay calificaciones
- Informe 1944 Inspeccion Pernos de Anclaje Reductor de Baja y Ejes Taller Mecanico PDFDocumento17 páginasInforme 1944 Inspeccion Pernos de Anclaje Reductor de Baja y Ejes Taller Mecanico PDFmauriciomejia7Aún no hay calificaciones
- INFORME No. 1943 INSPECCION NDT TENSORES ELABORACIÓN - INGENIO MANUELITA ABRIL 2018 PDFDocumento5 páginasINFORME No. 1943 INSPECCION NDT TENSORES ELABORACIÓN - INGENIO MANUELITA ABRIL 2018 PDFmauriciomejia7Aún no hay calificaciones
- Ficha Tecnica Aislamiento Ad3 11 2015Documento1 páginaFicha Tecnica Aislamiento Ad3 11 2015vsoffiaaAún no hay calificaciones
- Informe No. 2080 Inspeccion NDT A Ejes Del Molino Noviembre 2018Documento6 páginasInforme No. 2080 Inspeccion NDT A Ejes Del Molino Noviembre 2018mauriciomejia7100% (1)
- T3DO 160KVA 2.3 - 0.23KV, 4000 MSNM, AEI SRLDocumento6 páginasT3DO 160KVA 2.3 - 0.23KV, 4000 MSNM, AEI SRLCarlos Luis Navarro VenturaAún no hay calificaciones
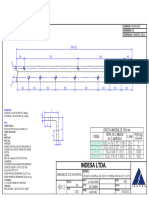
- Cruceta Universal 1,5 M Opción 1Documento1 páginaCruceta Universal 1,5 M Opción 1Benjamin EsquivelAún no hay calificaciones
- INFORME No. 1933-1 INSPECCION MAZAS CAÑERAS MOLINOS INGENIO MANUELITA ABRIL 2018Documento3 páginasINFORME No. 1933-1 INSPECCION MAZAS CAÑERAS MOLINOS INGENIO MANUELITA ABRIL 2018mauriciomejia7Aún no hay calificaciones
- Carta de Trazabilidad T2Documento1 páginaCarta de Trazabilidad T2Aris GarciaAún no hay calificaciones
- INFORME No. 1922 Inspeccion NDT A Rodillos Ejes Area Calderas Fabrica Ingenio Manulieta 2018Documento6 páginasINFORME No. 1922 Inspeccion NDT A Rodillos Ejes Area Calderas Fabrica Ingenio Manulieta 2018mauriciomejia7Aún no hay calificaciones
- WPS Smaw Ecp Vit 003Documento2 páginasWPS Smaw Ecp Vit 003Jonatahn CaballeroAún no hay calificaciones
- 10 Informe de Ensayo OT-60515Documento2 páginas10 Informe de Ensayo OT-60515adants.clmAún no hay calificaciones
- Fit 7201aDocumento18 páginasFit 7201aNelson SobaAún no hay calificaciones
- 777g 343 PM1 REPORTE DE SERVICIODocumento2 páginas777g 343 PM1 REPORTE DE SERVICIOVicente de los SantosAún no hay calificaciones
- 777f 248 PM1 REPORTE DE SERVICIODocumento2 páginas777f 248 PM1 REPORTE DE SERVICIOVicente de los SantosAún no hay calificaciones
- Wps Smaw Ecp Vit 003Documento5 páginasWps Smaw Ecp Vit 003GUSTAVOAún no hay calificaciones
- Hoja Tecnica Calaminas de AceroDocumento2 páginasHoja Tecnica Calaminas de Acerofredy giovanny pino huillcaAún no hay calificaciones
- WPS - Pym01Documento2 páginasWPS - Pym01Raul MoraAún no hay calificaciones
- CDV Mdoc 2008 Tca-TX (0.25) - 42m Tl160011 Rmo Laguna Conex-Qmc CT 3 FT 1.71 OpDocumento3 páginasCDV Mdoc 2008 Tca-TX (0.25) - 42m Tl160011 Rmo Laguna Conex-Qmc CT 3 FT 1.71 OpmelchorodriguezAún no hay calificaciones
- Formato WPSDocumento4 páginasFormato WPSCarlos Antonio Pacheco AriasAún no hay calificaciones
- INFORME No. 1933-4 Inspeccion NDT A Cuarta Maza Molino - Fabrica Ingenio La Cabaña Abril 2018.Documento2 páginasINFORME No. 1933-4 Inspeccion NDT A Cuarta Maza Molino - Fabrica Ingenio La Cabaña Abril 2018.mauriciomejia7Aún no hay calificaciones
- INFORME No. 1928 INSPECCION NDT EJES PATIOS CAÑA - INGENIO MANUELITA ABRIL 2018Documento5 páginasINFORME No. 1928 INSPECCION NDT EJES PATIOS CAÑA - INGENIO MANUELITA ABRIL 2018mauriciomejia7Aún no hay calificaciones
- Soldadura HDPEDocumento1 páginaSoldadura HDPEAlejandro VenegasAún no hay calificaciones
- Protocolo de TermofusionDocumento14 páginasProtocolo de TermofusionmercyAún no hay calificaciones
- Notas: FW FFWDocumento1 páginaNotas: FW FFWGiancarlo MenachoAún no hay calificaciones
- Ficha Técnica PN12,5 PDFDocumento2 páginasFicha Técnica PN12,5 PDFWilber SarmientoAún no hay calificaciones
- Sensores de TemperaturaDocumento1 páginaSensores de TemperaturaluisfernandoAún no hay calificaciones
- Ut Inf 113 Dep 06 12 2019Documento2 páginasUt Inf 113 Dep 06 12 2019Tania CervantesAún no hay calificaciones
- Reporte LN de Agua Cardon Iv Empresa AtlasDocumento1 páginaReporte LN de Agua Cardon Iv Empresa AtlasCarlos Javier Pachano ColinaAún no hay calificaciones
- UT AWS - D1.1 Bureau VeritasDocumento25 páginasUT AWS - D1.1 Bureau VeritasJulio Cesar Fernadez EstelaAún no hay calificaciones
- Ficha Tecnica Aislamiento Ad3!11!2015Documento1 páginaFicha Tecnica Aislamiento Ad3!11!2015Jose BonesAún no hay calificaciones
- 04 ASME VIII Tapas 100% - 6% F&D Formatos USCDocumento2 páginas04 ASME VIII Tapas 100% - 6% F&D Formatos USCJorge Arturo Toribio HuertaAún no hay calificaciones
- Megado Tpre Tbci Tba1 Tba2 Tba3Documento6 páginasMegado Tpre Tbci Tba1 Tba2 Tba3Alex Hernandez AranyaAún no hay calificaciones
- Form SGC Cer f7 8002 PlanchasDocumento1 páginaForm SGC Cer f7 8002 PlanchasToni Castillo RodilAún no hay calificaciones
- Plan de LubricacionDocumento6 páginasPlan de LubricacionJherssyAún no hay calificaciones
- XTRATA - AVG-PT-AC-06 Inspeccion de Acero de RefuerzoDocumento3 páginasXTRATA - AVG-PT-AC-06 Inspeccion de Acero de RefuerzoALEXANDERAún no hay calificaciones
- WPS 3G GFC - 01.5-1Documento1 páginaWPS 3G GFC - 01.5-1n.conexaAún no hay calificaciones
- 777F 224 pm1 REPORTE DE SERVICIODocumento2 páginas777F 224 pm1 REPORTE DE SERVICIOVicente de los SantosAún no hay calificaciones
- Formato - Analisis - de - Aceite D.H 7Documento4 páginasFormato - Analisis - de - Aceite D.H 7Diego HaroAún no hay calificaciones
- 2016 PECC-0071-UT-servimecol-Proyecto Quanta Rev 0Documento3 páginas2016 PECC-0071-UT-servimecol-Proyecto Quanta Rev 0cielo108Aún no hay calificaciones
- Tabla 2Documento9 páginasTabla 2HUACARA PEREIRA JHOVANA GLADIS100% (1)
- 22a-A.01.2023 Tts50kva J&s TecnologiaDocumento2 páginas22a-A.01.2023 Tts50kva J&s TecnologiaJuan Carlos Gomero ChayanAún no hay calificaciones
- Pu T 0010 Paucarcolla SpatDocumento7 páginasPu T 0010 Paucarcolla SpatFrank aliaga berrocalAún no hay calificaciones
- Eps ProcedimientosDocumento3 páginasEps ProcedimientosNestor Abreu100% (1)
- 2016 PECC - 0130-UT-Servimecol-OtancheDocumento3 páginas2016 PECC - 0130-UT-Servimecol-Otanchecielo108Aún no hay calificaciones
- Hoja Tecnica - Calaminas de AceroDocumento2 páginasHoja Tecnica - Calaminas de AceroGiulianno Alv MayAún no hay calificaciones
- Dossier de CalidadDocumento8 páginasDossier de Calidadcaytana berta velarde quispeAún no hay calificaciones
- Protocolo de MegadoDocumento1 páginaProtocolo de Megadojoh_vargas-10% (1)
- Check List PozosDocumento7 páginasCheck List PozosJhonny Omar Bochaga Hernandez0% (1)
- (1-2) ProtocolosDocumento2 páginas(1-2) ProtocolosMiguel Angel Pure NaupayAún no hay calificaciones
- EPS Livent SMAW CTS710C-2023 GI1019-45 DeltaDocumento3 páginasEPS Livent SMAW CTS710C-2023 GI1019-45 Deltapablolz712Aún no hay calificaciones
- Eps Sep Boca 18Documento2 páginasEps Sep Boca 18edgseebockAún no hay calificaciones
- Tarea 1: Determina Los Componentes de Una RedDocumento8 páginasTarea 1: Determina Los Componentes de Una RedBueza LopezAún no hay calificaciones
- Presentacion 1035Documento4 páginasPresentacion 1035Anonymous lSEnEklZ7Aún no hay calificaciones
- Normalización, Norma y EspecificaciónDocumento8 páginasNormalización, Norma y EspecificaciónBenny AcuayteAún no hay calificaciones
- ACTIVIDAD 2 Realizar Estudios Del Origen OSI y TCP-IPDocumento6 páginasACTIVIDAD 2 Realizar Estudios Del Origen OSI y TCP-IPFranco LizcanoAún no hay calificaciones
- IntroducciónDocumento6 páginasIntroducciónEfrain CasasolaAún no hay calificaciones
- Diseño y Control de FormulariosDocumento3 páginasDiseño y Control de FormulariosRene Rojas Reyes75% (4)
- Mapa MentalDocumento1 páginaMapa MentalIvanna Andrea CharrisAún no hay calificaciones
- Impresora EpsonDocumento2 páginasImpresora EpsonEduardo Ayuque GómezAún no hay calificaciones
- Actividad 6 Codigo de BarrasDocumento8 páginasActividad 6 Codigo de BarrasJesulinar PajaroAún no hay calificaciones
- ZKDocumento11 páginasZKMartin BorborAún no hay calificaciones
- PocayoqueDocumento8 páginasPocayoqueMeme ArocheAún no hay calificaciones
- DHCP SFTP SSH y Proxi 1Documento33 páginasDHCP SFTP SSH y Proxi 1CristhianDavidAún no hay calificaciones
- InkBenefit Tank (BHmini17HT) Conditions and System Requirements - SPADocumento2 páginasInkBenefit Tank (BHmini17HT) Conditions and System Requirements - SPACesxr Buttowski HNAún no hay calificaciones
- NTC338Documento5 páginasNTC338carlosprieto36Aún no hay calificaciones
- Diferentes Usos de Los MontacargasDocumento27 páginasDiferentes Usos de Los MontacargasLDRLAún no hay calificaciones
- Aeas - Reglas de Decision 17025Documento5 páginasAeas - Reglas de Decision 17025Jose Luis Alarcon EscribanoAún no hay calificaciones
- 17 CUBAS 2018-Diseño de Un Sistema de Gestión Ambiental Basado en La Norma ISO 14001 - 2015 Aplicado A La Empresa Atlántica SRLDocumento124 páginas17 CUBAS 2018-Diseño de Un Sistema de Gestión Ambiental Basado en La Norma ISO 14001 - 2015 Aplicado A La Empresa Atlántica SRLtmeléndez_2Aún no hay calificaciones
- Teclas Importantes para Los AtajosDocumento6 páginasTeclas Importantes para Los AtajosJuan Mauricio Palacios AnzolaAún no hay calificaciones
- Constant EsDocumento12 páginasConstant EsAndres RubilarAún no hay calificaciones
- Manual de Instruciones Contadora Dinero Dynapos Bc-1020 EspañolDocumento11 páginasManual de Instruciones Contadora Dinero Dynapos Bc-1020 Españolwebmaster8964Aún no hay calificaciones
- 6lowpan PDFDocumento54 páginas6lowpan PDFPaul CherresAún no hay calificaciones
- Sem.1 Mediciones. Conversion de UnidadesDocumento21 páginasSem.1 Mediciones. Conversion de UnidadesVictor HuallancaAún no hay calificaciones
- ANALISIS SISMICO ESTATICO CON ETABS V18 (Abancay)Documento19 páginasANALISIS SISMICO ESTATICO CON ETABS V18 (Abancay)Gamadiel MéndezAún no hay calificaciones
- NTC 174 de 2000Documento22 páginasNTC 174 de 2000Johan Caceres DuconAún no hay calificaciones
- Taller Enrutamiento Dinámico Cap 7 CCNA2Documento17 páginasTaller Enrutamiento Dinámico Cap 7 CCNA2Camilo Andrés Peña QuintanaAún no hay calificaciones
- Lista de Precios Otoño 2019 CCTV DPP PDFDocumento21 páginasLista de Precios Otoño 2019 CCTV DPP PDFFabián FarfánAún no hay calificaciones
- Ejemplo de Diagnostico Norma Iso 9001 V 2008Documento195 páginasEjemplo de Diagnostico Norma Iso 9001 V 2008K-rlosLondoñoSdvsfAún no hay calificaciones
- Test Hidraulico y Neumático Api598 PDFDocumento2 páginasTest Hidraulico y Neumático Api598 PDFfelipe ditaAún no hay calificaciones
- Unidad 2 Marco Legal LauraDocumento21 páginasUnidad 2 Marco Legal LauraDaniel Hernandez AguirreAún no hay calificaciones
- Manual de Procedimientos en Obra PDFDocumento22 páginasManual de Procedimientos en Obra PDFAlvaro Jaime MartínAún no hay calificaciones
- La metamedicina. Cada síntoma es un mensaje: La curación a tu alcanceDe EverandLa metamedicina. Cada síntoma es un mensaje: La curación a tu alcanceCalificación: 5 de 5 estrellas5/5 (8)
- Homo antecessor: El nacimiento de una especieDe EverandHomo antecessor: El nacimiento de una especieCalificación: 5 de 5 estrellas5/5 (1)
- Influencia. La psicología de la persuasiónDe EverandInfluencia. La psicología de la persuasiónCalificación: 4.5 de 5 estrellas4.5/5 (14)
- La revolución de la glucosa: Equilibra tus niveles de glucosa y cambiarás tu salud y tu vidaDe EverandLa revolución de la glucosa: Equilibra tus niveles de glucosa y cambiarás tu salud y tu vidaCalificación: 5 de 5 estrellas5/5 (203)
- 7 tendencias digitales que cambiarán el mundoDe Everand7 tendencias digitales que cambiarán el mundoCalificación: 4.5 de 5 estrellas4.5/5 (87)
- Batidos Verdes Depurativos y Antioxidantes: Aumenta tu Vitalidad con Smoothie Detox Durante 10 Días Para Adelgazar y Bajar de Peso: Aumenta tu vitalidad con smoothie detox durante 10 días para adelgazar y bajar de pesoDe EverandBatidos Verdes Depurativos y Antioxidantes: Aumenta tu Vitalidad con Smoothie Detox Durante 10 Días Para Adelgazar y Bajar de Peso: Aumenta tu vitalidad con smoothie detox durante 10 días para adelgazar y bajar de pesoCalificación: 5 de 5 estrellas5/5 (2)
- Liberación del trauma: Perdón y temblor es el caminoDe EverandLiberación del trauma: Perdón y temblor es el caminoCalificación: 4 de 5 estrellas4/5 (4)
- Dieta Para El Reflujo Biliar y Gastritis Alcalina - Incluye 20 Deliciosas Recetas Libres de Gluten y de Lácteos Para Tratar y Aliviar el Reflujo Biliar y Sus Molestos SíntomasDe EverandDieta Para El Reflujo Biliar y Gastritis Alcalina - Incluye 20 Deliciosas Recetas Libres de Gluten y de Lácteos Para Tratar y Aliviar el Reflujo Biliar y Sus Molestos SíntomasCalificación: 4 de 5 estrellas4/5 (9)
- Historia del cuerpo humano: Evolución, salud y enfermedadDe EverandHistoria del cuerpo humano: Evolución, salud y enfermedadAún no hay calificaciones
- Inteligencia artificial: Lo que usted necesita saber sobre el aprendizaje automático, robótica, aprendizaje profundo, Internet de las cosas, redes neuronales, y nuestro futuroDe EverandInteligencia artificial: Lo que usted necesita saber sobre el aprendizaje automático, robótica, aprendizaje profundo, Internet de las cosas, redes neuronales, y nuestro futuroCalificación: 4 de 5 estrellas4/5 (1)
- Sistema nervioso y osteopatía: Nervios periféricos, meninges craneales y espinales, y sistema nervioso vegetativo (Color)De EverandSistema nervioso y osteopatía: Nervios periféricos, meninges craneales y espinales, y sistema nervioso vegetativo (Color)Calificación: 5 de 5 estrellas5/5 (9)
- Ondas de choque extracorpóreas radiales: Aplicación en patologías músculo esqueléticasDe EverandOndas de choque extracorpóreas radiales: Aplicación en patologías músculo esqueléticasCalificación: 5 de 5 estrellas5/5 (3)
- La conciencia infinita: El viaje de un neurocirujano al corazón del universo conscienteDe EverandLa conciencia infinita: El viaje de un neurocirujano al corazón del universo conscienteCalificación: 4.5 de 5 estrellas4.5/5 (4)
- Sesgos Cognitivos: Una Fascinante Mirada dentro de la Psicología Humana y los Métodos para Evitar la Disonancia Cognitiva, Mejorar sus Habilidades para Resolver Problemas y Tomar Mejores DecisionesDe EverandSesgos Cognitivos: Una Fascinante Mirada dentro de la Psicología Humana y los Métodos para Evitar la Disonancia Cognitiva, Mejorar sus Habilidades para Resolver Problemas y Tomar Mejores DecisionesCalificación: 4.5 de 5 estrellas4.5/5 (13)
- La medicina biorreguladora: Un enfoque holístico e innovador de la autocuraciónDe EverandLa medicina biorreguladora: Un enfoque holístico e innovador de la autocuraciónCalificación: 3.5 de 5 estrellas3.5/5 (2)
- Cultura y clima: fundamentos para el cambio en la organizaciónDe EverandCultura y clima: fundamentos para el cambio en la organizaciónAún no hay calificaciones
- 50 técnicas de mindfulness para la ansiedad, la depresión, el estrés y el dolor: Mindfulness como terapiaDe Everand50 técnicas de mindfulness para la ansiedad, la depresión, el estrés y el dolor: Mindfulness como terapiaCalificación: 4 de 5 estrellas4/5 (37)
- El péndulo de sanación: Péndulo hebreo. Investigación y sistematización de la técnicaDe EverandEl péndulo de sanación: Péndulo hebreo. Investigación y sistematización de la técnicaCalificación: 4.5 de 5 estrellas4.5/5 (27)
- Había una vez el átomo: O cómo los científicos imaginan lo invisibleDe EverandHabía una vez el átomo: O cómo los científicos imaginan lo invisibleCalificación: 5 de 5 estrellas5/5 (3)
- Guía práctica para la refracción ocularDe EverandGuía práctica para la refracción ocularCalificación: 5 de 5 estrellas5/5 (2)
- Anatomía del caballo: Guía práctica ilustradaDe EverandAnatomía del caballo: Guía práctica ilustradaCalificación: 4 de 5 estrellas4/5 (9)
- El psoas: Músculo vital (Color)De EverandEl psoas: Músculo vital (Color)Calificación: 3.5 de 5 estrellas3.5/5 (9)
- Ciencia de datos: La serie de conocimientos esenciales de MIT PressDe EverandCiencia de datos: La serie de conocimientos esenciales de MIT PressCalificación: 5 de 5 estrellas5/5 (1)