También podría gustarte
- Cálculo y diseño de estructuras de materiales compuestos de fibra de vidrioDe EverandCálculo y diseño de estructuras de materiales compuestos de fibra de vidrioAún no hay calificaciones
- Ejercicio - Diseño de Celdas de ManufacturaDocumento13 páginasEjercicio - Diseño de Celdas de ManufacturaMarcos RodriguezAún no hay calificaciones
- PDF Ejercicio Diseo de Celdas de ManufacturaDocumento13 páginasPDF Ejercicio Diseo de Celdas de ManufacturaOSCAR ALVARADO PE�AFLORAún no hay calificaciones
- Examen Unid III - Torres Vásquez KiaraDocumento6 páginasExamen Unid III - Torres Vásquez KiaraCatherine Gutierrez RojasAún no hay calificaciones
- ST 8650 Ingeniería de Métodos IiDocumento4 páginasST 8650 Ingeniería de Métodos IiEstefany LoroñaAún no hay calificaciones
- DISTRIBUCIÓN DE PLANTA CASOS - CasoDocumento5 páginasDISTRIBUCIÓN DE PLANTA CASOS - CasoEvan SpelucinAún no hay calificaciones
- EXAMEN MFRA. UNIDAD # 2. Grupo 2.Documento1 páginaEXAMEN MFRA. UNIDAD # 2. Grupo 2.Alex Maldonado MataAún no hay calificaciones
- Regletas Freudenthal en WordDocumento1 páginaRegletas Freudenthal en WordMaría del Pilar Costabal CeaAún no hay calificaciones
- Tarea LocaDocumento6 páginasTarea LocaDIEGO GIAN PIERRE QUEZADA VALDERRAMAAún no hay calificaciones
- Control de Check ListDocumento32 páginasControl de Check ListJose Alfredo MirandaAún no hay calificaciones
- MAGUIÑADocumento14 páginasMAGUIÑAOmar Maguiña De PazAún no hay calificaciones
- VALORES 2022: MaterialDocumento10 páginasVALORES 2022: MaterialOliver MadridAún no hay calificaciones
- Metodo HungaroDocumento10 páginasMetodo HungaroRicardo RodeaAún no hay calificaciones
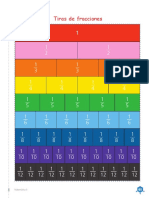
- TIRA DE FRACCIONES - xlsx-1Documento1 páginaTIRA DE FRACCIONES - xlsx-1Klenner CamayoAún no hay calificaciones
- Res autoElecMarzo13Documento2 páginasRes autoElecMarzo13Elena VAún no hay calificaciones
- Primer Proyecto de Ingeniería de Manufactura Isnardo UisDocumento14 páginasPrimer Proyecto de Ingeniería de Manufactura Isnardo Uisjuan daniel sotoAún no hay calificaciones
- Cronograma de Mantenimiento 2019Documento22 páginasCronograma de Mantenimiento 2019calidad edanies100% (1)
- Seleccion de CursosDocumento5 páginasSeleccion de CursosHernán BecerraAún no hay calificaciones
- Reporte de Práctica 5 - PLCDocumento8 páginasReporte de Práctica 5 - PLCOscarAún no hay calificaciones
- HistogramaDocumento1 páginaHistogramavioleta espinozaAún no hay calificaciones
- Tira de FraccionesDocumento1 páginaTira de FraccionesRenzo Vergara100% (7)
- Diagrama de FuerzaDocumento1 páginaDiagrama de FuerzaSergio GonzálezAún no hay calificaciones
- Ejercicio 11Documento4 páginasEjercicio 11Luis Miguel AllaucaAún no hay calificaciones
- Matriz Filtracion y LubricantesDocumento63 páginasMatriz Filtracion y Lubricantesjohn gonzalezAún no hay calificaciones
- Reporte Al 23.05Documento228 páginasReporte Al 23.05Carlos Thompson DeviaAún no hay calificaciones
- Modelo HistogramaDocumento1 páginaModelo HistogramaMARCOAún no hay calificaciones
- Mantenimiento Excavadora Hitachi Zaxis 210-5GDocumento5 páginasMantenimiento Excavadora Hitachi Zaxis 210-5GPROYECONS.COAún no hay calificaciones
- Mantenimiento Excavadora Hitachi Zaxis 210 5G 7Documento5 páginasMantenimiento Excavadora Hitachi Zaxis 210 5G 7Alexia MonsalveAún no hay calificaciones
- Mantenimiento Excavadora Hitachi Zaxis 210-5GDocumento5 páginasMantenimiento Excavadora Hitachi Zaxis 210-5GPROYECONS.COAún no hay calificaciones
- Manual Equipos Eurolinea Ejelibrev PDFDocumento20 páginasManual Equipos Eurolinea Ejelibrev PDFManuel HincapieAún no hay calificaciones
- Tiras de FraccionesDocumento2 páginasTiras de FraccionesDavid Oquendo100% (1)
- Confiabilidad PsicometriaDocumento3 páginasConfiabilidad PsicometriaDaniela CamiloAún no hay calificaciones
- Feria Del Caballo Moraito SevillanasDocumento11 páginasFeria Del Caballo Moraito Sevillanasrubito311Aún no hay calificaciones
- Encuesta de Proyecto..Documento5 páginasEncuesta de Proyecto..JohnnyAún no hay calificaciones
- Lista de Materiales CalderaDocumento4 páginasLista de Materiales CalderaCarlos EstradaAún no hay calificaciones
- En CuestaDocumento5 páginasEn CuestaNever Augusto Quio ShuñaAún no hay calificaciones
- Resumen Reconocimiento Mayor PermanenciaDocumento16 páginasResumen Reconocimiento Mayor PermanenciaAndres GonzalezAún no hay calificaciones
- Imprimible Fracciones Montessori Esencia MontessoriDocumento5 páginasImprimible Fracciones Montessori Esencia MontessoriPaola Antonela Brignole100% (1)
- Conversión de Diagramas (Ladder /bloques)Documento6 páginasConversión de Diagramas (Ladder /bloques)Edson Peralta Salgado100% (1)
- Cantidades de Mamposteria para ObraDocumento9 páginasCantidades de Mamposteria para ObraHernan Jose Pineda CarrascalAún no hay calificaciones
- Circuito 16 SECUENCIA: A+ B+ A - B - Sensores PDFDocumento1 páginaCircuito 16 SECUENCIA: A+ B+ A - B - Sensores PDFHernan OrganistaAún no hay calificaciones
- Circuito 16 SECUENCIA: A+ B+ A - B - Sensores PDFDocumento1 páginaCircuito 16 SECUENCIA: A+ B+ A - B - Sensores PDFHernan OrganistaAún no hay calificaciones
- Histograma Personal WACDocumento29 páginasHistograma Personal WACRafafuenmaAún no hay calificaciones
- Parcial 1Documento3 páginasParcial 1Angie NovoaAún no hay calificaciones
- Universidad de Costa Rica Facultad de Ciencias Económicas Escuela de Administración de Negocios Cátedra de Gerencia de OperacionesDocumento3 páginasUniversidad de Costa Rica Facultad de Ciencias Económicas Escuela de Administración de Negocios Cátedra de Gerencia de OperacionesJosselyne Camareno LacayoAún no hay calificaciones
- AsistenciaDocumento2 páginasAsistenciaCristobal Sebastian Aros VelizAún no hay calificaciones
- Velodromo MadridDocumento18 páginasVelodromo MadridSebastianAlfredoLopezAún no hay calificaciones
- CreatorDocumento2 páginasCreatorJoaquim CunhaAún no hay calificaciones
- 4-Actuadores & NeumáticaDocumento26 páginas4-Actuadores & NeumáticaJosue LazoAún no hay calificaciones
- Libro 1Documento25 páginasLibro 1Andrea SandovalAún no hay calificaciones
- Cronograma de Revision PlansisterDocumento1 páginaCronograma de Revision PlansisterJohn Heyder GonzalezAún no hay calificaciones
- FICHADocumento5 páginasFICHAGhostMan64Aún no hay calificaciones
- Lista 1Documento4 páginasLista 1Javier Javo Gonzalez CabreraAún no hay calificaciones
- Plantillas Torre Casita FRACCIONES-COLORDocumento5 páginasPlantillas Torre Casita FRACCIONES-COLORpedro100% (2)
- Fundamentos - Repetición Simple - de Lado A Lado, Dibujamos Un Cuadrado - Sé Programar 11Documento3 páginasFundamentos - Repetición Simple - de Lado A Lado, Dibujamos Un Cuadrado - Sé Programar 11Luz VirasoroAún no hay calificaciones
- 15 de Diciembre 2018Documento119 páginas15 de Diciembre 2018Juan Carlos JaquehuaAún no hay calificaciones
- Psicologà A Social 2022 II 29 11 2022c Con Correcciones Solicitadas Sin NombresDocumento15 páginasPsicologà A Social 2022 II 29 11 2022c Con Correcciones Solicitadas Sin NombresSusana VazquezAún no hay calificaciones
- EMBUTIDORADocumento6 páginasEMBUTIDORADiaz DavidAún no hay calificaciones
- TABULACION DE ENCUESTAS (Autoguardado)Documento15 páginasTABULACION DE ENCUESTAS (Autoguardado)JohnnyAún no hay calificaciones
- Aparat S El 2023Documento5 páginasAparat S El 2023Edyn MoranAún no hay calificaciones
- Word Finanzas 2.0Documento3 páginasWord Finanzas 2.0Estacion San MartinAún no hay calificaciones
- Practica 3 ProduccionDocumento3 páginasPractica 3 ProduccionEstacion San MartinAún no hay calificaciones
- Practica 2 de ProduccionDocumento4 páginasPractica 2 de ProduccionEstacion San MartinAún no hay calificaciones
- de Presentacion ExpressDocumento12 páginasde Presentacion ExpressEstacion San MartinAún no hay calificaciones
- Monografia EstadisticaDocumento33 páginasMonografia EstadisticaEstacion San MartinAún no hay calificaciones
- Clase Dominical Del 01 de Agosto 2021Documento6 páginasClase Dominical Del 01 de Agosto 2021Estacion San MartinAún no hay calificaciones
- Derecho AdministrativoDocumento1 páginaDerecho AdministrativoEstacion San MartinAún no hay calificaciones
- El Sicariato en El PeruDocumento30 páginasEl Sicariato en El PeruEstacion San Martin0% (1)
- Funcion de Produccion Monografia Julio ZamudioDocumento12 páginasFuncion de Produccion Monografia Julio ZamudioEstacion San MartinAún no hay calificaciones
- Enfoques Organizacionales Tarea 2.0Documento2 páginasEnfoques Organizacionales Tarea 2.0Estacion San MartinAún no hay calificaciones
- Estados FinancierosDocumento4 páginasEstados FinancierosEstacion San MartinAún no hay calificaciones
- Acto Juridico TareaDocumento2 páginasActo Juridico TareaEstacion San MartinAún no hay calificaciones
- Parcial Zamudio Huachin Contabilidad GerencialDocumento4 páginasParcial Zamudio Huachin Contabilidad GerencialEstacion San MartinAún no hay calificaciones
- Formulas Contabilidad GerencialDocumento3 páginasFormulas Contabilidad GerencialEstacion San MartinAún no hay calificaciones
- 2 El Planeamiento Estratégico Entorno, Visión, Misión, Objetivos y PolíticasDocumento25 páginas2 El Planeamiento Estratégico Entorno, Visión, Misión, Objetivos y PolíticasEstacion San MartinAún no hay calificaciones
- Api 6a ReparacionesDocumento57 páginasApi 6a ReparacionesSergio Caceres100% (1)
- Ejercicios de Contabilidad ComputarizadaDocumento85 páginasEjercicios de Contabilidad ComputarizadaDaily Sulla ChaconAún no hay calificaciones
- ME - 4 LogisticaDocumento23 páginasME - 4 LogisticaelizaAún no hay calificaciones
- DM Servicios - PresentacionDocumento8 páginasDM Servicios - PresentacioningbrunoruizAún no hay calificaciones
- Amway PlanDocumento25 páginasAmway PlanJosue GpAún no hay calificaciones
- MESAS TERMODINAMICAS en Modelo CanvasDocumento4 páginasMESAS TERMODINAMICAS en Modelo CanvasRICARDO RODOLFO ROJAS PALOMINOAún no hay calificaciones
- Mapa Conceptual de La Escuela de Administración Cientifica y La Escuela de Administración Industrial y GeneralDocumento5 páginasMapa Conceptual de La Escuela de Administración Cientifica y La Escuela de Administración Industrial y GeneralLibertad Panduro CruzAún no hay calificaciones
- Modulo 1 Admon de La ProduccionDocumento26 páginasModulo 1 Admon de La ProduccionEdgar EstradaAún no hay calificaciones
- Análisis de Contratos Mercantiles - GuatemalaDocumento23 páginasAnálisis de Contratos Mercantiles - Guatemalasebastian ibarra alvarezAún no hay calificaciones
- Tablas de Estadística SchaumDocumento6 páginasTablas de Estadística SchaumKarina RodriguezAún no hay calificaciones
- Finalidades Económicas y Sociales de Las EmpresasDocumento5 páginasFinalidades Económicas y Sociales de Las EmpresasjuliosinacentoAún no hay calificaciones
- Ejemplos Gestion de ProduccionDocumento7 páginasEjemplos Gestion de ProduccionJuanCa AndradeAún no hay calificaciones
- Trabajo Final (Estudio Del Trabajo)Documento6 páginasTrabajo Final (Estudio Del Trabajo)Gianella Collantes FiestasAún no hay calificaciones
- Técnico A4Documento11 páginasTécnico A4Hawar Alexis Gaucha SandovalAún no hay calificaciones
- 0920 Revista Comienza Algo HermosoDocumento52 páginas0920 Revista Comienza Algo HermosoGaby Casio100% (1)
- VolkswagenDocumento7 páginasVolkswagenVictor PiñaAún no hay calificaciones
- GrifosDocumento28 páginasGrifosljhordanAún no hay calificaciones
- Tarea 2Documento4 páginasTarea 2nicolas andres figueroa camargoAún no hay calificaciones
- Plan Contable.1Documento8 páginasPlan Contable.1Roderick PolancoAún no hay calificaciones
- Consultoría en La Industria MexicanaDocumento8 páginasConsultoría en La Industria Mexicanaedson sanchezAún no hay calificaciones
- 19.-Estrategia de Comercialización: El Producto. El Producto Que Se Comercializará Será Un AceiteDocumento28 páginas19.-Estrategia de Comercialización: El Producto. El Producto Que Se Comercializará Será Un AceiteCayymk KorzAún no hay calificaciones
- Importancia de La Economia A Nivel Mundial EnsayoDocumento3 páginasImportancia de La Economia A Nivel Mundial EnsayoCamilo NieblesAún no hay calificaciones
- Lectura Rogers - Quien Tiene La DDocumento9 páginasLectura Rogers - Quien Tiene La DCynthia CalderonAún no hay calificaciones
- 08.05 Coronavirus COVID 19 Comunicados de Entidades Estatales y Privadas PDFDocumento122 páginas08.05 Coronavirus COVID 19 Comunicados de Entidades Estatales y Privadas PDFASESORES EN CONTRATACIONES Y GESTION PUBLICAAún no hay calificaciones
- APUS DeductivoDocumento1 páginaAPUS DeductivoGeraldin Valdivia ArroyoAún no hay calificaciones
- Universidad César Vallejo Escuela Profesional de Administración Campus - ChimboteDocumento8 páginasUniversidad César Vallejo Escuela Profesional de Administración Campus - ChimboteGERALDINE VIVIANA VALLADARES OQUEÑAAún no hay calificaciones
- Molino y Prensa Trabajo ArregladoDocumento9 páginasMolino y Prensa Trabajo ArregladoMILENY LOZANO FLORESAún no hay calificaciones
- Análisis EntornoDocumento17 páginasAnálisis EntornoLuisa Fernanda SolanoAún no hay calificaciones
- Catalogo HerrajesDocumento64 páginasCatalogo HerrajesAlekoAún no hay calificaciones
- Solicitud PersonalDocumento2 páginasSolicitud PersonalHarold GarzónAún no hay calificaciones
- EL PLAN DE MARKETING EN 4 PASOS. Estrategias y pasos clave para redactar un plan de marketing eficaz.De EverandEL PLAN DE MARKETING EN 4 PASOS. Estrategias y pasos clave para redactar un plan de marketing eficaz.Calificación: 4 de 5 estrellas4/5 (51)
- Influencia. La psicología de la persuasiónDe EverandInfluencia. La psicología de la persuasiónCalificación: 4.5 de 5 estrellas4.5/5 (14)
- Clics contra la humanidad: Libertad y resistencia en la era de la distracción tecnológicaDe EverandClics contra la humanidad: Libertad y resistencia en la era de la distracción tecnológicaCalificación: 4.5 de 5 estrellas4.5/5 (117)
- 7 tendencias digitales que cambiarán el mundoDe Everand7 tendencias digitales que cambiarán el mundoCalificación: 4.5 de 5 estrellas4.5/5 (87)
- Guía de cálculo y diseño de conductos para ventilación y climatizaciónDe EverandGuía de cálculo y diseño de conductos para ventilación y climatizaciónCalificación: 5 de 5 estrellas5/5 (1)
- LAS VELAS JAPONESAS DE UNA FORMA SENCILLA. La guía de introducción a las velas japonesas y a las estrategias de análisis técnico más eficaces.De EverandLAS VELAS JAPONESAS DE UNA FORMA SENCILLA. La guía de introducción a las velas japonesas y a las estrategias de análisis técnico más eficaces.Calificación: 4.5 de 5 estrellas4.5/5 (54)
- Guía para la crianza en un mundo digital: Cómo educar para un uso sano y seguro de la tecnologíaDe EverandGuía para la crianza en un mundo digital: Cómo educar para un uso sano y seguro de la tecnologíaCalificación: 3.5 de 5 estrellas3.5/5 (2)
- Excel para principiantes: Aprenda a utilizar Excel 2016, incluyendo una introducción a fórmulas, funciones, gráficos, cuadros, macros, modelado, informes, estadísticas, Excel Power Query y másDe EverandExcel para principiantes: Aprenda a utilizar Excel 2016, incluyendo una introducción a fórmulas, funciones, gráficos, cuadros, macros, modelado, informes, estadísticas, Excel Power Query y másCalificación: 2.5 de 5 estrellas2.5/5 (3)
- Excel 2021 y 365 Paso a Paso: Paso a PasoDe EverandExcel 2021 y 365 Paso a Paso: Paso a PasoCalificación: 5 de 5 estrellas5/5 (12)
- Excel y SQL de la mano: Trabajo con bases de datos en Excel de forma eficienteDe EverandExcel y SQL de la mano: Trabajo con bases de datos en Excel de forma eficienteCalificación: 1 de 5 estrellas1/5 (1)
- Plantas piloto de tratamiento de agua potable y agua residualDe EverandPlantas piloto de tratamiento de agua potable y agua residualCalificación: 5 de 5 estrellas5/5 (1)
- ¿Cómo piensan las máquinas?: Inteligencia artificial para humanosDe Everand¿Cómo piensan las máquinas?: Inteligencia artificial para humanosCalificación: 5 de 5 estrellas5/5 (1)
- Manual Técnico del Automóvil - Diccionario Ilustrado de las Nuevas TecnologíasDe EverandManual Técnico del Automóvil - Diccionario Ilustrado de las Nuevas TecnologíasCalificación: 4.5 de 5 estrellas4.5/5 (14)
- Lógica de programación: Solucionario en pseudocódigo – Ejercicios resueltosDe EverandLógica de programación: Solucionario en pseudocódigo – Ejercicios resueltosCalificación: 3.5 de 5 estrellas3.5/5 (7)
- Inteligencia artificial: Análisis de datos e innovación para principiantesDe EverandInteligencia artificial: Análisis de datos e innovación para principiantesCalificación: 4 de 5 estrellas4/5 (3)
- El mito de la inteligencia artificial: Por qué las máquinas no pueden pensar como nosotros lo hacemosDe EverandEl mito de la inteligencia artificial: Por qué las máquinas no pueden pensar como nosotros lo hacemosCalificación: 5 de 5 estrellas5/5 (2)
- Curso básico de Python: La guía para principiantes para una introducción en la programación con PythonDe EverandCurso básico de Python: La guía para principiantes para una introducción en la programación con PythonAún no hay calificaciones
- Ciberseguridad: Una Simple Guía para Principiantes sobre Ciberseguridad, Redes Informáticas y Cómo Protegerse del Hacking en Forma de Phishing, Malware, Ransomware e Ingeniería SocialDe EverandCiberseguridad: Una Simple Guía para Principiantes sobre Ciberseguridad, Redes Informáticas y Cómo Protegerse del Hacking en Forma de Phishing, Malware, Ransomware e Ingeniería SocialCalificación: 4.5 de 5 estrellas4.5/5 (11)
- Machine Learning y Deep Learning: Usando Python, Scikit y KerasDe EverandMachine Learning y Deep Learning: Usando Python, Scikit y KerasAún no hay calificaciones
- Todo Sobre Tecnología Blockchain: La Guía Definitiva Para Principiantes Sobre Monederos BlockchainDe EverandTodo Sobre Tecnología Blockchain: La Guía Definitiva Para Principiantes Sobre Monederos BlockchainAún no hay calificaciones
- La psicología del trading de una forma sencilla: Cómo aplicar las estrategias psicológicas y las actitudes de los comerciantes ganadores para operar con éxito en línea.De EverandLa psicología del trading de una forma sencilla: Cómo aplicar las estrategias psicológicas y las actitudes de los comerciantes ganadores para operar con éxito en línea.Calificación: 4.5 de 5 estrellas4.5/5 (3)
- Design Thinking para principiantes: La innovación como factor para el éxito empresarialDe EverandDesign Thinking para principiantes: La innovación como factor para el éxito empresarialCalificación: 4.5 de 5 estrellas4.5/5 (10)
- El trading de opciones de una forma sencilla: La guía introductoria al trading de opciones y a las principales estrategias de beneficios.De EverandEl trading de opciones de una forma sencilla: La guía introductoria al trading de opciones y a las principales estrategias de beneficios.Calificación: 5 de 5 estrellas5/5 (1)
- Python Paso a paso: PROGRAMACIÓN INFORMÁTICA/DESARROLLO DE SOFTWAREDe EverandPython Paso a paso: PROGRAMACIÓN INFORMÁTICA/DESARROLLO DE SOFTWARECalificación: 4 de 5 estrellas4/5 (13)
- Manual de prácticas de Ingeniería de Alimentos: Propiedades, operaciones y bioprocesosDe EverandManual de prácticas de Ingeniería de Alimentos: Propiedades, operaciones y bioprocesosAún no hay calificaciones
- ChatGPT Ganar Dinero Desde Casa Nunca fue tan Fácil Las 7 mejores fuentes de ingresos pasivos con Inteligencia Artificial (IA): libros, redes sociales, marketing digital, programación...De EverandChatGPT Ganar Dinero Desde Casa Nunca fue tan Fácil Las 7 mejores fuentes de ingresos pasivos con Inteligencia Artificial (IA): libros, redes sociales, marketing digital, programación...Calificación: 5 de 5 estrellas5/5 (4)