También podría gustarte
- Iph EditableDocumento15 páginasIph Editableguzz_161192100% (12)
- Caso SpotifyDocumento5 páginasCaso SpotifyRamosManzanoMarianoAún no hay calificaciones
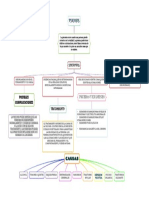
- Mapa ConceptualDocumento1 páginaMapa ConceptualJonathan GuevaraAún no hay calificaciones
- Plan de Vida y CarreraDocumento3 páginasPlan de Vida y CarreraJonathan GuevaraAún no hay calificaciones
- Parte 2 Proyecto ACTUALIZADO (Layout)Documento8 páginasParte 2 Proyecto ACTUALIZADO (Layout)Jonathan GuevaraAún no hay calificaciones
- Reporte Práctica 4 Laboratorio FisicaDocumento10 páginasReporte Práctica 4 Laboratorio FisicaJonathan GuevaraAún no hay calificaciones
- Ensayo MuseosDocumento5 páginasEnsayo MuseosJonathan Guevara100% (1)
- Ecuación Estequiométrica - 20% Exceso - 20% Déficit de Aire PDFDocumento4 páginasEcuación Estequiométrica - 20% Exceso - 20% Déficit de Aire PDFadalAún no hay calificaciones
- Firmado SILABUS - PLANEAM - DE AUDITORIADocumento6 páginasFirmado SILABUS - PLANEAM - DE AUDITORIAYesica Blanca RIVERA BARRERAAún no hay calificaciones
- Capacitaciòn TigoDocumento17 páginasCapacitaciòn TigoSergio Fabian Bayona ReyAún no hay calificaciones
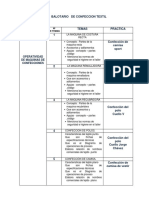
- Balotario de La Opcion de Confeccion TextilDocumento10 páginasBalotario de La Opcion de Confeccion TextilRocio RMAún no hay calificaciones
- Protocolo de Pruebas Resistencia de Aislamiento Cable Nyy NV 10Documento4 páginasProtocolo de Pruebas Resistencia de Aislamiento Cable Nyy NV 10Fidel MAURICIO RIVERA100% (2)
- Lista de Chequeo de ErrroresDocumento3 páginasLista de Chequeo de ErrroresjohanaAún no hay calificaciones
- La Costura de La Escritura, de Óscar Durán IbatáDocumento56 páginasLa Costura de La Escritura, de Óscar Durán IbatáPuroperiodismo100% (2)
- Entregables IntrumentaciónDocumento15 páginasEntregables IntrumentaciónDaniel Guevara MartinezAún no hay calificaciones
- Monitoreo 36 2Documento12 páginasMonitoreo 36 2Laura Lara OrtizAún no hay calificaciones
- Guía de Ejercicios N°20, Geometría Proporcional IIDocumento8 páginasGuía de Ejercicios N°20, Geometría Proporcional IIVicky EcheverriaAún no hay calificaciones
- MydoomDocumento10 páginasMydoomStefani Quijada QuispeAún no hay calificaciones
- Perfil Medico Ocupacional Urh - 2023Documento3 páginasPerfil Medico Ocupacional Urh - 2023José Pazos Viladegut100% (1)
- Importadores Calificados para El Beneficio de Despacho Con Pago Garantizado Año 2015Documento35 páginasImportadores Calificados para El Beneficio de Despacho Con Pago Garantizado Año 2015Jeon Jungkook100% (1)
- Tema I. Desarrollo Histórico Derecho Del TrabajoDocumento22 páginasTema I. Desarrollo Histórico Derecho Del TrabajoIssa RiveraAún no hay calificaciones
- ACFrOgAY8uvNNTeM2Di0DL29Z95I7rK4FO7zPRQOXmEt79o Ik2tjl IAajLfnlIigdzyQXHCp6EUThvikjDyvzV8Mv03p04WFPzxMvv QTZxXnmI-R6jW KfSayO33IJw7CpsvZoplDetgzSbYiDocumento7 páginasACFrOgAY8uvNNTeM2Di0DL29Z95I7rK4FO7zPRQOXmEt79o Ik2tjl IAajLfnlIigdzyQXHCp6EUThvikjDyvzV8Mv03p04WFPzxMvv QTZxXnmI-R6jW KfSayO33IJw7CpsvZoplDetgzSbYiMicaela CcoyaAún no hay calificaciones
- Unidad 3 Estratigrafia y Tiempo GeologicoDocumento38 páginasUnidad 3 Estratigrafia y Tiempo GeologicoJose Luis PachecoAún no hay calificaciones
- Uvas, Vinos y Singani en BoliviaDocumento39 páginasUvas, Vinos y Singani en BoliviaHEN7593100% (1)
- Unidades de Propiedad EstructurasDocumento32 páginasUnidades de Propiedad EstructurasVíctor SaulaAún no hay calificaciones
- En Tiempos de Incertidumbre, Planificar Es Posible - LA NACIONDocumento3 páginasEn Tiempos de Incertidumbre, Planificar Es Posible - LA NACIONLuz ArdilaAún no hay calificaciones
- E3 - g7 - Taller FannyDocumento40 páginasE3 - g7 - Taller Fannyfede casAún no hay calificaciones
- El Codigo de Barras en 10 PasosDocumento2 páginasEl Codigo de Barras en 10 Pasosrgc6571Aún no hay calificaciones
- Mapa Mental - 2022106 - 163751Documento1 páginaMapa Mental - 2022106 - 163751EI EIAún no hay calificaciones
- Libro NIC 2021Documento550 páginasLibro NIC 2021Mechita AndinoAún no hay calificaciones
- Dra. Tania de Almeida CalderónDocumento80 páginasDra. Tania de Almeida CalderónErika SalazarAún no hay calificaciones
- Caracterizacion Completa Taller MecanicoDocumento20 páginasCaracterizacion Completa Taller MecanicoLaura Vivas100% (1)
- Generador SíncronoDocumento18 páginasGenerador SíncronoCarlos Valdiviezo SaavedraAún no hay calificaciones
- Taller CromaDocumento2 páginasTaller CromaJack Fernandez LangsAún no hay calificaciones
- DISEÑO DE MOBILIARIO en El Diseño de Interiores 2021 2 ParteDocumento89 páginasDISEÑO DE MOBILIARIO en El Diseño de Interiores 2021 2 ParteJulieta ManresaAún no hay calificaciones