También podría gustarte
- AutomaDocumento3 páginasAutomaElisvan Pauccarmayta AlvarezAún no hay calificaciones
- Práctica Electrodeposición de Cobre (Lab)Documento4 páginasPráctica Electrodeposición de Cobre (Lab)Elisvan Pauccarmayta AlvarezAún no hay calificaciones
- Ficha de Funcion de Transferencia 21-06Documento6 páginasFicha de Funcion de Transferencia 21-06Elisvan Pauccarmayta AlvarezAún no hay calificaciones
- Practica de Preparación de La Pulpa 2021Documento3 páginasPractica de Preparación de La Pulpa 2021Elisvan Pauccarmayta AlvarezAún no hay calificaciones
- Puebas de Pulpas Balanza MarcyDocumento5 páginasPuebas de Pulpas Balanza MarcyElisvan Pauccarmayta AlvarezAún no hay calificaciones
- Votorantim SaDocumento14 páginasVotorantim SaElisvan Pauccarmayta Alvarez100% (1)
- Bolsa de Valores de Hong Kong Exchange Monografia 1Documento24 páginasBolsa de Valores de Hong Kong Exchange Monografia 1Elisvan Pauccarmayta AlvarezAún no hay calificaciones
- Hacer o Romper La Licencia Social para Operar en La Industria MineraDocumento31 páginasHacer o Romper La Licencia Social para Operar en La Industria MineraElisvan Pauccarmayta AlvarezAún no hay calificaciones
- Docdownloader Com PDF Votorantim Metais DDDocumento14 páginasDocdownloader Com PDF Votorantim Metais DDElisvan Pauccarmayta AlvarezAún no hay calificaciones
- I. Datos Generales:: Silabo Diseño de Plantas Metalúrgico I (36512)Documento2 páginasI. Datos Generales:: Silabo Diseño de Plantas Metalúrgico I (36512)Elisvan Pauccarmayta AlvarezAún no hay calificaciones
- Metalurgia de La Soldadura. Trabajo 3Documento9 páginasMetalurgia de La Soldadura. Trabajo 3Elisvan Pauccarmayta AlvarezAún no hay calificaciones
- Soldadura de Estructuras Segun AWS D1 1Documento4 páginasSoldadura de Estructuras Segun AWS D1 1Elisvan Pauccarmayta AlvarezAún no hay calificaciones
- Fases TDocumento2 páginasFases TElisvan Pauccarmayta AlvarezAún no hay calificaciones
- ComercDocumento1 páginaComercElisvan Pauccarmayta AlvarezAún no hay calificaciones
- Taladrado, MecanizDocumento16 páginasTaladrado, MecanizElisvan Pauccarmayta AlvarezAún no hay calificaciones
- Universidad Nacional de San Antonio Abad Del CuscoDocumento17 páginasUniversidad Nacional de San Antonio Abad Del CuscoElisvan Pauccarmayta AlvarezAún no hay calificaciones
- Corrosion QuimicaDocumento18 páginasCorrosion QuimicaElisvan Pauccarmayta AlvarezAún no hay calificaciones
- Zinc MonografiaDocumento15 páginasZinc MonografiaElisvan Pauccarmayta AlvarezAún no hay calificaciones
- Barra CopperweldDocumento2 páginasBarra Copperweldkenny alvarezAún no hay calificaciones
- Electrodo ER70S-6 GTAW PDFDocumento1 páginaElectrodo ER70S-6 GTAW PDFJKarlos Barrientos Ñuflo100% (2)
- Conexiones AtorniladasDocumento26 páginasConexiones AtorniladasCristina TamayAún no hay calificaciones
- Manual Incose 2018 Cap13 PDFDocumento53 páginasManual Incose 2018 Cap13 PDFMatias BarriosAún no hay calificaciones
- Especificaciones Técnicas Tipo para Tensoestructuras o Cubiertas de Membrana TensadaDocumento12 páginasEspecificaciones Técnicas Tipo para Tensoestructuras o Cubiertas de Membrana TensadaAngel TrejoAún no hay calificaciones
- 1001 DWG 01Documento1 página1001 DWG 01Eder CanalesAún no hay calificaciones
- Puente OlearyDocumento159 páginasPuente OlearyAnonymous hBlVvCclAún no hay calificaciones
- Wuolah Free Tema 2Documento17 páginasWuolah Free Tema 2ipsingenieroAún no hay calificaciones
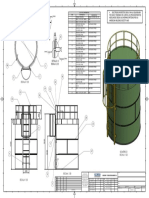
- Tanques KimDocumento14 páginasTanques KimYvon MartinezAún no hay calificaciones
- Actividades Octavo AntDocumento66 páginasActividades Octavo AntDavid SalcedoAún no hay calificaciones
- Motivos de Fallas Frecuentes en Losas SobrepisoDocumento3 páginasMotivos de Fallas Frecuentes en Losas SobrepisoAndrésAún no hay calificaciones
- Articulo Galvanizado PDFDocumento64 páginasArticulo Galvanizado PDFPedro Barcelo100% (1)
- Norma Pozos, Redes, Rejillasnte - Inen - 2496Documento19 páginasNorma Pozos, Redes, Rejillasnte - Inen - 2496EstǝfaníaRojasAvendañoAún no hay calificaciones
- RP ESPECIFICACIONES TECNICASokDocumento25 páginasRP ESPECIFICACIONES TECNICASokElmerTicaAún no hay calificaciones
- Clase CS2 de TuberiasDocumento2 páginasClase CS2 de TuberiasEdward Jose Quispe BaldarragoAún no hay calificaciones
- Especificaciones Tecnicas de Muro de Suelo Reforzado Elemento TerrameshDocumento8 páginasEspecificaciones Tecnicas de Muro de Suelo Reforzado Elemento Terrameshd3j328d€eswkOugyhAún no hay calificaciones
- Fritz Leonhardt IIIDocumento135 páginasFritz Leonhardt IIIandres_segura3598100% (2)
- Utensilios Que Se Utilizan en La PanaderíaDocumento12 páginasUtensilios Que Se Utilizan en La PanaderíaMarlen MartinezAún no hay calificaciones
- Ingeniería de Métodos PDFDocumento19 páginasIngeniería de Métodos PDFAngelica Palencia GelvesAún no hay calificaciones
- TABULADOR 2012 Precios UnitariosDocumento262 páginasTABULADOR 2012 Precios UnitariosAna Gl OoAún no hay calificaciones
- La Espada Ropera Espanola en Los Siglos XVI y XVIIDocumento53 páginasLa Espada Ropera Espanola en Los Siglos XVI y XVIIKorpiklaani123Aún no hay calificaciones
- Informe Laboratorio Mecanica de Suelos Sandra Quintero PDFDocumento68 páginasInforme Laboratorio Mecanica de Suelos Sandra Quintero PDFSandraMilenaQuinteroAún no hay calificaciones
- Alternativa Estructural de Refuerzo Horizontal en Muros de MamposteriaDocumento19 páginasAlternativa Estructural de Refuerzo Horizontal en Muros de MamposteriaGabriel Felipe Perez ArreazaAún no hay calificaciones
- 5manual de Pulverizadora Sp3500 1Documento569 páginas5manual de Pulverizadora Sp3500 1Pablo Antezana100% (2)
- Acero Inoxidable DormerDocumento27 páginasAcero Inoxidable DormerMarcelo adrian RodriguezAún no hay calificaciones
- 01 Art Eric Gustavo Prince Do ConstructionDocumento8 páginas01 Art Eric Gustavo Prince Do ConstructionPedro ApazaAún no hay calificaciones
- Oxicorte Con Varilla PDFDocumento61 páginasOxicorte Con Varilla PDFAzucena Gonzalez LopezAún no hay calificaciones
- Selección de MaterialesDocumento5 páginasSelección de MaterialesLiz GonzalezAún no hay calificaciones
- Grupo Aracuan - Doblado de Tubos de AceroDocumento3 páginasGrupo Aracuan - Doblado de Tubos de Aceroale12neo453Aún no hay calificaciones
- Leccion 1.5.1Documento26 páginasLeccion 1.5.1asasasaAún no hay calificaciones