También podría gustarte
- Cotización PTAP Zona Central 2x3.150m3Documento13 páginasCotización PTAP Zona Central 2x3.150m3MyR Bogotá- EABAún no hay calificaciones
- 01 Standares de Diseño Tecnast-P-100-1 PDFDocumento74 páginas01 Standares de Diseño Tecnast-P-100-1 PDFArmandoAún no hay calificaciones
- Informacion Tecnica Valvula de Vastago Saliente PDFDocumento8 páginasInformacion Tecnica Valvula de Vastago Saliente PDFRaul ToledoAún no hay calificaciones
- Me 513 DT Ci 03 000001Documento11 páginasMe 513 DT Ci 03 000001Jose Antonio GomezAún no hay calificaciones
- Presupuesto Obras CivilesDocumento4 páginasPresupuesto Obras CivilesBrayan CamposAún no hay calificaciones
- Planeacion IntegralDocumento18 páginasPlaneacion IntegralRoberto Varguz0% (1)
- Jsa - Montaje de Baterias de SilosDocumento18 páginasJsa - Montaje de Baterias de SilosCesar Brian Lozada100% (1)
- Estandar Sop Y&vDocumento74 páginasEstandar Sop Y&vidiazgAún no hay calificaciones
- Calidad Del Concreto en OBRADocumento37 páginasCalidad Del Concreto en OBRAManuel Reynerio Guzman ColladoAún no hay calificaciones
- Especificaciones de Pintura para Tuberías AereasDocumento17 páginasEspecificaciones de Pintura para Tuberías AereasEdinCruzAún no hay calificaciones
- Accesorios en Valvulas y Tuberias Crane1 PDFDocumento16 páginasAccesorios en Valvulas y Tuberias Crane1 PDFJohn RojasAún no hay calificaciones
- Cronograma y Presupuesto Tanque EDocumento98 páginasCronograma y Presupuesto Tanque ESarai GonzálezAún no hay calificaciones
- Anclajes Nejo RecoveryDocumento11 páginasAnclajes Nejo RecoveryEdgar GonzalezAún no hay calificaciones
- Procedimiento de Retiro de Sabana FlotanteDocumento3 páginasProcedimiento de Retiro de Sabana FlotanteLuis Alexander Cristobal Ubaldo100% (1)
- PresupuestoObraCasaPedroTorresDocumento1 páginaPresupuestoObraCasaPedroTorresAlfredo VidesAún no hay calificaciones
- 4.2.2. Procedimiento de Pruebas Hidrostaticas - F4Documento6 páginas4.2.2. Procedimiento de Pruebas Hidrostaticas - F4josephAún no hay calificaciones
- Capitulo 20Documento47 páginasCapitulo 20Carlos Albán Salazar100% (2)
- Especificaciones Pdvsa TeaDocumento5 páginasEspecificaciones Pdvsa TeaDIEGO ANDRES NINOAún no hay calificaciones
- Boya L-1-ModeloDocumento1 páginaBoya L-1-ModeloOmar Gomez CruzAún no hay calificaciones
- QCP TENOVA-SQM (Equipos & Suministros FRP, Rev 0)Documento50 páginasQCP TENOVA-SQM (Equipos & Suministros FRP, Rev 0)arrayanes100% (1)
- Fabricación de elementos de caldería para proyecto mineroDocumento28 páginasFabricación de elementos de caldería para proyecto mineroJDGM01Aún no hay calificaciones
- Metal DesplegadoDocumento19 páginasMetal DesplegadoDavid0% (2)
- Especificacion Tecnica Distribucion Aire ComprimidoDocumento13 páginasEspecificacion Tecnica Distribucion Aire ComprimidoDaniel VelasquezAún no hay calificaciones
- Catalogo de ConceptosDocumento24 páginasCatalogo de ConceptosEduardo Arellano0% (1)
- 02.05 Anexo C (Catalogo de Conceptos-Unidades de Medicion y Cantidad de Trabajo) Version 0Documento81 páginas02.05 Anexo C (Catalogo de Conceptos-Unidades de Medicion y Cantidad de Trabajo) Version 0Eduardo GironAún no hay calificaciones
- Sce PC 511 0003 - 0Documento14 páginasSce PC 511 0003 - 0ira12Aún no hay calificaciones
- Planilla CotizacionDocumento8 páginasPlanilla CotizacionPhilip LewisAún no hay calificaciones
- Cmk-Qa-Pro-Mt-01 Procedimiento de Montaje de TuberiasDocumento6 páginasCmk-Qa-Pro-Mt-01 Procedimiento de Montaje de TuberiasNicolas Lucen MirandaAún no hay calificaciones
- Tanques CriogenicosDocumento113 páginasTanques CriogenicosMANUELAún no hay calificaciones
- Tubo de Acero A53 PDFDocumento2 páginasTubo de Acero A53 PDFLalo Apaza LeonAún no hay calificaciones
- Ficha Tecnica de Envolvente Metalico Elemento 1151Documento1 páginaFicha Tecnica de Envolvente Metalico Elemento 1151Jhoni Manuel Rosado CuellarAún no hay calificaciones
- Tesis - Estandart Soportes y Detalles TuberiasDocumento124 páginasTesis - Estandart Soportes y Detalles Tuberiasdavih007Aún no hay calificaciones
- Manual de Apoyo para TuberosDocumento44 páginasManual de Apoyo para TuberosJUAN CARLOS PACHECO MONTESAún no hay calificaciones
- LP13692L 0132 F610 RFI 00015 - Rev0 - RPTADocumento28 páginasLP13692L 0132 F610 RFI 00015 - Rev0 - RPTAJORGE ALVARADO TERÁNAún no hay calificaciones
- Aplicacion de Geomembrana (Dcto REG)Documento44 páginasAplicacion de Geomembrana (Dcto REG)Claudio Valenzuela YañezAún no hay calificaciones
- Bases y Criterios de DiseñoDocumento40 páginasBases y Criterios de DiseñoCata Villa SalazarAún no hay calificaciones
- Alcance LastradoDocumento5 páginasAlcance LastradoMarisela NoverolaAún no hay calificaciones
- Instalación de tuberías a través del paísDocumento25 páginasInstalación de tuberías a través del paísElias E. Quiel CastleAún no hay calificaciones
- PTS N°37 - Gasificacion de Redes y EmpalmesDocumento22 páginasPTS N°37 - Gasificacion de Redes y EmpalmesYasna BaenaAún no hay calificaciones
- Separacion Entre SoportesDocumento3 páginasSeparacion Entre Soportesedwin100% (1)
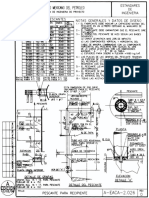
- Estandares de diseño para pescante tubularDocumento1 páginaEstandares de diseño para pescante tubularMiguel Martinez GuerreroAún no hay calificaciones
- 1 - 040 Seleccion de Valvulas PDFDocumento21 páginas1 - 040 Seleccion de Valvulas PDFM Betzabe MoraAún no hay calificaciones
- Manual de La Hoja de ExcelDocumento17 páginasManual de La Hoja de ExcelLuis Fernando Palomino YupaAún no hay calificaciones
- Instrucciones para Usar La Cinta para Medir Tubería RanuradaDocumento2 páginasInstrucciones para Usar La Cinta para Medir Tubería RanuradaNilton LuisAún no hay calificaciones
- PR-03-002-OC Alineacion Y Soldadura de Tuberia de LineaDocumento22 páginasPR-03-002-OC Alineacion Y Soldadura de Tuberia de Lineacalidad Taller100% (1)
- Distribuidora Saporiti Lista de Precios Vigente Desde 25-07-2008Documento6 páginasDistribuidora Saporiti Lista de Precios Vigente Desde 25-07-2008api-3699280Aún no hay calificaciones
- Bombas pozo especificacionesDocumento10 páginasBombas pozo especificacionesEsteban Ccorimanya PariAún no hay calificaciones
- Procedimiento Desmontaje de Tuberias de Acero y Anexos PDFDocumento26 páginasProcedimiento Desmontaje de Tuberias de Acero y Anexos PDFKatia Estefania QuisanAún no hay calificaciones
- Soportes Elevados de Concreto para TuberiasDocumento27 páginasSoportes Elevados de Concreto para TuberiasJPAún no hay calificaciones
- Instrucc Uso Plasticos RefractariosDocumento5 páginasInstrucc Uso Plasticos Refractariosjoan yoseAún no hay calificaciones
- Amac de Gmi 0000 Ci Et 201 Rev0Documento20 páginasAmac de Gmi 0000 Ci Et 201 Rev0ITP SACAún no hay calificaciones
- LOOPS - Lazos de ExpansiónDocumento2 páginasLOOPS - Lazos de Expansiónidiazg100% (1)
- Presentación de Planos y DocumentosDocumento7 páginasPresentación de Planos y DocumentosJavier CastilloAún no hay calificaciones
- Informe Semanal de Prefabricacion de TANQUESDocumento10 páginasInforme Semanal de Prefabricacion de TANQUESseiman23100% (1)
- Diseño de Gruas de Pedestal para Plataformas MarinasDocumento22 páginasDiseño de Gruas de Pedestal para Plataformas MarinasTomás CampoverdeAún no hay calificaciones
- Cómo Impermeabilizar Un Muro ExteriorDocumento6 páginasCómo Impermeabilizar Un Muro ExteriordineroxAún no hay calificaciones
- Tanque Agua SCIDocumento11 páginasTanque Agua SCIkennymagallanesAún no hay calificaciones
- Tanque de Almacenamiento de Agua para Un Sistema de Proteccion Contra IncendioDocumento11 páginasTanque de Almacenamiento de Agua para Un Sistema de Proteccion Contra IncendioJONATHAN EFRAIN CRUZ CLEMENTE100% (1)
- Especificaciones Tecnicas Puente 2Documento17 páginasEspecificaciones Tecnicas Puente 2dvdxcel padillaAún no hay calificaciones
- 04 - Especif Técnicas Agua Pótable Enero 2014.Documento13 páginas04 - Especif Técnicas Agua Pótable Enero 2014.Peter HansAún no hay calificaciones
- Tablas 1100-1109 Lotería NormalDocumento10 páginasTablas 1100-1109 Lotería NormalGeLoRa66100% (4)
- 6000Documento9 páginas6000GeLoRa66Aún no hay calificaciones
- HostoDocumento23 páginasHostoGeLoRa66Aún no hay calificaciones
- Ven y Llena Esta CasaDocumento1 páginaVen y Llena Esta CasaGeLoRa66Aún no hay calificaciones
- Coples Flexibles A Prueba de Exposion PDFDocumento4 páginasCoples Flexibles A Prueba de Exposion PDFGeLoRa66Aún no hay calificaciones
- Refrigeracion Domestica Reparacion 22 25257Documento38 páginasRefrigeracion Domestica Reparacion 22 25257GeLoRa66Aún no hay calificaciones
- Tablas de TorqueDocumento148 páginasTablas de Torquetallerlanasa87% (69)
- Nom 001 Sedg 1996Documento25 páginasNom 001 Sedg 1996api-3846022100% (1)
- Configuracionde Correoen Outlook 2013Documento12 páginasConfiguracionde Correoen Outlook 2013Mario Ramirez GonzalezAún no hay calificaciones
- Alerta 2 General Motors de MéxicoDocumento2 páginasAlerta 2 General Motors de MéxicoGeLoRa66Aún no hay calificaciones
- MetrologiaDocumento103 páginasMetrologiaGab Ayhoah Jahanshe100% (2)
- Utillaje PlegadorasDocumento21 páginasUtillaje PlegadorasGeLoRa66Aún no hay calificaciones
- Calibres de LaminaDocumento1 páginaCalibres de LaminaMichael CardonaAún no hay calificaciones
- Separador de Aceite de PlacasDocumento7 páginasSeparador de Aceite de PlacasGeLoRa66Aún no hay calificaciones
- Manual Mediciones MecanicasDocumento34 páginasManual Mediciones Mecanicasgefranco100% (1)
- 7 Bridas de AceroDocumento8 páginas7 Bridas de AceronicewaterAún no hay calificaciones
- Contenedores PDFDocumento10 páginasContenedores PDFGeLoRa66Aún no hay calificaciones
- Soluciones de Aislamiento Acustico Andimat Jun09Documento51 páginasSoluciones de Aislamiento Acustico Andimat Jun09Alvaro Danilo100% (1)
- D 100339 XespDocumento8 páginasD 100339 XespGeLoRa66Aún no hay calificaciones
- Separador de Aceite de PlacasDocumento7 páginasSeparador de Aceite de PlacasGeLoRa66Aún no hay calificaciones
- Instructivo HP 7500ADocumento9 páginasInstructivo HP 7500AalfamartinAún no hay calificaciones
- Inmanteinsa Brochure PDFDocumento4 páginasInmanteinsa Brochure PDFGeLoRa66Aún no hay calificaciones
- Manual Mando A Distancia GZ-50GB-E1Documento2 páginasManual Mando A Distancia GZ-50GB-E1GeLoRa66Aún no hay calificaciones
- Selección y especificaciones de válvulas de compuerta y bola para líneas de transporte de hidrocarburosDocumento83 páginasSelección y especificaciones de válvulas de compuerta y bola para líneas de transporte de hidrocarburossergio_perez_48100% (3)