También podría gustarte
- S03.s1 - Filosofías y Técnicas de Mejora Continua - RevisadoDocumento34 páginasS03.s1 - Filosofías y Técnicas de Mejora Continua - RevisadoBrando Velasquez.taipeAún no hay calificaciones
- Capitulo 6 Sistema de Criticidad para Los EquiposDocumento17 páginasCapitulo 6 Sistema de Criticidad para Los EquiposManuelAún no hay calificaciones
- Medicion de Eficiencia Del Mantto Clase 1Documento23 páginasMedicion de Eficiencia Del Mantto Clase 1Julio LaricoAún no hay calificaciones
- Sesión 19Documento47 páginasSesión 19Alexander RamosAún no hay calificaciones
- Mantenimiento General PDFDocumento75 páginasMantenimiento General PDFdavidnavarrete1991Aún no hay calificaciones
- P TPM Ing de PlantasDocumento45 páginasP TPM Ing de PlantasHector Solano CerronAún no hay calificaciones
- Fundamentos del Mantenimiento PreventivoDocumento71 páginasFundamentos del Mantenimiento PreventivoJuanAún no hay calificaciones
- PSP-Lección 18.2 - Mantenimiento Productivo Total TPMDocumento24 páginasPSP-Lección 18.2 - Mantenimiento Productivo Total TPMmilton ochoaAún no hay calificaciones
- Gestion Del MantenimientoDocumento1 páginaGestion Del MantenimientoBriggitte OrtizAún no hay calificaciones
- TPM - Pdfmantenimiento TotalDocumento45 páginasTPM - Pdfmantenimiento TotalMaria MarquezAún no hay calificaciones
- Naid Naid-548 Malla T001Documento5 páginasNaid Naid-548 Malla T001marc antoni jayo leandroAún no hay calificaciones
- Movie Work at Home-22-Control Calidad-2021Documento6 páginasMovie Work at Home-22-Control Calidad-2021Eliana MoyaAún no hay calificaciones
- LIVE M6 SS1 (Parte 2) - LM Lean ManufacturingDocumento61 páginasLIVE M6 SS1 (Parte 2) - LM Lean Manufacturingkevin Eduardo Mata DominguezAún no hay calificaciones
- Sesión 09Documento51 páginasSesión 09Alexia BustamanteAún no hay calificaciones
- Mantenimiento autónomo TPMDocumento4 páginasMantenimiento autónomo TPMCristian100% (1)
- Unid2 - Sem03 - 001 - TPMDocumento50 páginasUnid2 - Sem03 - 001 - TPMJhon R. VelasqueAún no hay calificaciones
- Mapas Conceptuales Sistema de Mantenimiento Bajo Un Enfoque SistemicoDocumento6 páginasMapas Conceptuales Sistema de Mantenimiento Bajo Un Enfoque SistemicoValentinaAún no hay calificaciones
- Semana 3 - TPMDocumento43 páginasSemana 3 - TPMeduardo quispeAún no hay calificaciones
- Triptico TPMDocumento3 páginasTriptico TPMManuel Martínez EscobarAún no hay calificaciones
- Modelos de MantenimientoDocumento16 páginasModelos de MantenimientoMilagros GutierrezAún no hay calificaciones
- Cuadro de Conocimiento de Causas y Consecuencias de Escenarios de InvestigaciónDocumento1 páginaCuadro de Conocimiento de Causas y Consecuencias de Escenarios de InvestigaciónAndyAún no hay calificaciones
- Diplomado en Gestion de MantenimientoDocumento7 páginasDiplomado en Gestion de MantenimientomackyyoAún no hay calificaciones
- Planeación Del MantenimientoDocumento20 páginasPlaneación Del MantenimientoRAULAún no hay calificaciones
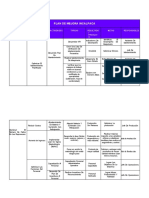
- Plan de MejorasDocumento2 páginasPlan de MejorasVeronica Beatriz Yarlaque DamianAún no hay calificaciones
- Mantenimiento Productivo Total (TPM)Documento14 páginasMantenimiento Productivo Total (TPM)Humberto LopezAún no hay calificaciones
- 8 Pilares TPMDocumento1 página8 Pilares TPMUriel ValtierraAún no hay calificaciones
- 2 Supervisor de Corte y EmpaqueDocumento6 páginas2 Supervisor de Corte y EmpaqueMarjorie RodríguezAún no hay calificaciones
- La Gestión de Activos en La MCMDocumento15 páginasLa Gestión de Activos en La MCMAnthony Cristopher Modesto LonzoyAún no hay calificaciones
- Modelo de Gestión de MantenimientoDocumento14 páginasModelo de Gestión de MantenimientoAnghelo AlcaldeAún no hay calificaciones
- Semana1a Ma ProcesosDocumento24 páginasSemana1a Ma ProcesosJhonatan Gabriel Briones VelasquezAún no hay calificaciones
- Clase 6 - DLMDocumento79 páginasClase 6 - DLMLorena AcevedoAún no hay calificaciones
- Análisis de La Administración de Operaciones Industriales, Parte 2, Junio 2021Documento114 páginasAnálisis de La Administración de Operaciones Industriales, Parte 2, Junio 2021ISRAELITO130186 AlvaradoAún no hay calificaciones
- IntroducciónDocumento11 páginasIntroducciónjuan llaguelAún no hay calificaciones
- TPM Tesis Empresa Pernos y TuercasDocumento71 páginasTPM Tesis Empresa Pernos y TuercasFrancis ParedesAún no hay calificaciones
- Mgi Gestión Del Mantenimiento 2016Documento98 páginasMgi Gestión Del Mantenimiento 2016juan vargasAún no hay calificaciones
- Análisis de La Administración de Operaciones Industriales, Parte 2, Febrero 2020Documento144 páginasAnálisis de La Administración de Operaciones Industriales, Parte 2, Febrero 2020Uriel TorresAún no hay calificaciones
- Introduccion A Mpe 1Documento62 páginasIntroduccion A Mpe 1gururockshotmail.comAún no hay calificaciones
- Matriz Maintenance-EspañolDocumento2 páginasMatriz Maintenance-EspañolEDRUGAún no hay calificaciones
- Proximo - Curso - TQM - TPM - RCM - 1690228999 2023-07-24 20 - 03 - 28Documento12 páginasProximo - Curso - TQM - TPM - RCM - 1690228999 2023-07-24 20 - 03 - 28Roberto HerreraAún no hay calificaciones
- Tuberia y PiramideDocumento2 páginasTuberia y PiramideLuis CornejoAún no hay calificaciones
- Yassuo ImaiDocumento27 páginasYassuo ImaiFelipe RiveraAún no hay calificaciones
- Mantenimiento Moderno en SubestacionesDocumento41 páginasMantenimiento Moderno en Subestacionesinxs_the_best100% (4)
- GRUPO6 Tarea Balanced Scorecard FINALDocumento13 páginasGRUPO6 Tarea Balanced Scorecard FINALjhonAún no hay calificaciones
- 2.4. - Estrategias de Gestión Del MantenimientoDocumento49 páginas2.4. - Estrategias de Gestión Del MantenimientoDayanaUbilluzAún no hay calificaciones
- 04 Procesos de Mantenimiento IndustrialDocumento48 páginas04 Procesos de Mantenimiento IndustrialWilson Rivera FloresAún no hay calificaciones
- Plan Estrategico de Gestion de ActivosDocumento90 páginasPlan Estrategico de Gestion de ActivosJoselito MaganAún no hay calificaciones
- Antenimiento Roductivo OtalDocumento30 páginasAntenimiento Roductivo OtalmatiasAún no hay calificaciones
- MANTENIMIENTO PREVENTIVO Parte 2Documento31 páginasMANTENIMIENTO PREVENTIVO Parte 2Victor Timana SilvaAún no hay calificaciones
- MPT reducir costos 40Documento49 páginasMPT reducir costos 40Juan Francisco Cuevas OntiverosAún no hay calificaciones
- Modelo OEE para mejorar la productividadDocumento14 páginasModelo OEE para mejorar la productividadJorge Ortiz OrdinolaAún no hay calificaciones
- 10 Planificación Operativa Del MantenimientoDocumento9 páginas10 Planificación Operativa Del Mantenimientojosue alvarez vargasAún no hay calificaciones
- Unidad #13Documento37 páginasUnidad #13Omar AliagaAún no hay calificaciones
- Entrega 4Documento8 páginasEntrega 4Dayana ManjarresAún no hay calificaciones
- TPM - Mantenimiento Productivo Total: Mag. Jorge Baños MDocumento76 páginasTPM - Mantenimiento Productivo Total: Mag. Jorge Baños MErick william lapa sarmientoAún no hay calificaciones
- Sima MPDocumento29 páginasSima MPizka.biAún no hay calificaciones
- Administración y técnicas de mantenimiento para mejorar confiabilidadDocumento27 páginasAdministración y técnicas de mantenimiento para mejorar confiabilidadCarlos Martin Romero MoralesAún no hay calificaciones
- Lean Facility Adrian ChavesDocumento25 páginasLean Facility Adrian ChavesJosé Escalona C.Aún no hay calificaciones
- TrabajoDocumento3 páginasTrabajoMolinero Ochoa EnriqueAún no hay calificaciones
- UF0163 - Mantenimiento básico de instalacionesDe EverandUF0163 - Mantenimiento básico de instalacionesAún no hay calificaciones
- Diagnosis de averías y mantenimiento correctivo de sistemas de automatización industrial. ELEM0311De EverandDiagnosis de averías y mantenimiento correctivo de sistemas de automatización industrial. ELEM0311Calificación: 5 de 5 estrellas5/5 (1)
- Grafico - Indicador 5SDocumento1 páginaGrafico - Indicador 5SNelha TllAún no hay calificaciones
- Mago Iii Caso Practico 19112018-1Documento4 páginasMago Iii Caso Practico 19112018-1Nelha TllAún no hay calificaciones
- Semana 11 - Definicion de MuestraDocumento12 páginasSemana 11 - Definicion de MuestraNelha TllAún no hay calificaciones
- Funciones Elementales, Funcion A Trozos, Valor Absoluto y Racional 10 (Recuperado)Documento22 páginasFunciones Elementales, Funcion A Trozos, Valor Absoluto y Racional 10 (Recuperado)Nelha TllAún no hay calificaciones
- Ficha Diagnóstica CCSSDocumento3 páginasFicha Diagnóstica CCSSNelha TllAún no hay calificaciones
- Sesion 02 Procesos de InicioDocumento17 páginasSesion 02 Procesos de InicioNelha TllAún no hay calificaciones
- Semana 7 Gestion de La Calidad UTPEL-1Documento60 páginasSemana 7 Gestion de La Calidad UTPEL-1Nelha TllAún no hay calificaciones
- Ficha de Trabajo Sem. 33 Comprendemos y Explicamos La Participación de Las Mujeres en Losinicios de La República.Documento10 páginasFicha de Trabajo Sem. 33 Comprendemos y Explicamos La Participación de Las Mujeres en Losinicios de La República.Nelha TllAún no hay calificaciones
- Primer Capítulo Manufactura EsbeltaDocumento10 páginasPrimer Capítulo Manufactura EsbeltaNelha TllAún no hay calificaciones
- Asesoría 3 Perupetrol - PlantillaDocumento3 páginasAsesoría 3 Perupetrol - PlantillaNelha TllAún no hay calificaciones
- AGROINDUSTRIA VIPAUR EirlDocumento2 páginasAGROINDUSTRIA VIPAUR EirlNelha TllAún no hay calificaciones
- Tercer Capítulo Implementacion de Lean ManufacturingDocumento6 páginasTercer Capítulo Implementacion de Lean ManufacturingNelha TllAún no hay calificaciones
- Sílabo Lean Management - MAGO VIDocumento6 páginasSílabo Lean Management - MAGO VINelha TllAún no hay calificaciones
- Caso Compañía RasurtopDocumento2 páginasCaso Compañía RasurtopNelha TllAún no hay calificaciones
- Gestiona Responsablemente Los Recursos EconómicosDocumento12 páginasGestiona Responsablemente Los Recursos EconómicosNelha TllAún no hay calificaciones
- Planificación, programación y control de la producciónDocumento47 páginasPlanificación, programación y control de la producciónNelha TllAún no hay calificaciones
- 658542a478 PDFDocumento77 páginas658542a478 PDFSergioAún no hay calificaciones
- Materiales Necesarios Innecesarios 5sDocumento1 páginaMateriales Necesarios Innecesarios 5sNelha TllAún no hay calificaciones
- Logística InversaDocumento14 páginasLogística InversaMaximiliano Lagunas IrribarraAún no hay calificaciones
- Libro Admon Operaciones Chase AquilanoDocumento800 páginasLibro Admon Operaciones Chase AquilanoLizeth Velazquez velazquezAún no hay calificaciones
- HIPERMERCADOS TOTTUS S.A - 1-Datos-Peru-20508565934Documento64 páginasHIPERMERCADOS TOTTUS S.A - 1-Datos-Peru-20508565934Nelha TllAún no hay calificaciones
- Control Visual - 5SDocumento1 páginaControl Visual - 5Sdiana medinaAún no hay calificaciones
- Codificacion Almacenes 5sDocumento1 páginaCodificacion Almacenes 5sEnrique RodriguezAún no hay calificaciones
- Administracion de Operaciones. - Richard B. ChaseDocumento810 páginasAdministracion de Operaciones. - Richard B. ChaseOlber Grueso AmayaAún no hay calificaciones
- Gestion de InventarioDocumento28 páginasGestion de Inventarioklissethmr1901Aún no hay calificaciones
- Maestro Documentacion-5sDocumento1 páginaMaestro Documentacion-5sJuan JoseAún no hay calificaciones
- Guion Secund. 3° y 4° CyT Sesión 10 22-JunDocumento11 páginasGuion Secund. 3° y 4° CyT Sesión 10 22-JunNelha TllAún no hay calificaciones
- Curso de Programación de Macros en ExcelDocumento157 páginasCurso de Programación de Macros en ExcelJuan RuizAún no hay calificaciones
- Gestión de Procura Unidad 02Documento26 páginasGestión de Procura Unidad 02Nelha TllAún no hay calificaciones
- LPR Pastillas PDFDocumento308 páginasLPR Pastillas PDFGus VAún no hay calificaciones
- Plan de Accion Del Grupo BID en Materia de Cambio Climatico 2021 2025Documento69 páginasPlan de Accion Del Grupo BID en Materia de Cambio Climatico 2021 2025Luis David Daza NarvaezAún no hay calificaciones
- Informe Final Rotura Luna Telehandler Tunas 13-02-18 Alto PiuraDocumento10 páginasInforme Final Rotura Luna Telehandler Tunas 13-02-18 Alto Piuraanon_357149883Aún no hay calificaciones
- PDFDocumento190 páginasPDFroyAún no hay calificaciones
- Dirección y Organización de Empresas - Consigna ADocumento2 páginasDirección y Organización de Empresas - Consigna AAlex Flores GomezAún no hay calificaciones
- ¿Pueden Los Abuelos Interponer Demanda de Tenencia y Custodia de Sus Nietos - LegisDocumento4 páginas¿Pueden Los Abuelos Interponer Demanda de Tenencia y Custodia de Sus Nietos - LegisJuan Carlos OrtizAún no hay calificaciones
- APLICADocumento9 páginasAPLICAGustavo Salazar TinsecAún no hay calificaciones
- Caso Leonisa TallerDocumento7 páginasCaso Leonisa TallerSonia Ramirez0% (1)
- Área y Perímetro Del Cuadrado y El Rectángulo EJERCICIOS 3Documento2 páginasÁrea y Perímetro Del Cuadrado y El Rectángulo EJERCICIOS 3Maikol Rojas AriasAún no hay calificaciones
- Check List Data CenterDocumento18 páginasCheck List Data CenterManuel MiñanoAún no hay calificaciones
- PRESENTACION Webinar06Documento34 páginasPRESENTACION Webinar06Ing Mantenimiento UnoAún no hay calificaciones
- Niveles de cortocircuito en barras del SNIDocumento17 páginasNiveles de cortocircuito en barras del SNIJohn PalacioAún no hay calificaciones
- AudiDocumento6 páginasAudiIván DamiánAún no hay calificaciones
- Caso Integral de Una Empresa ComercialDocumento7 páginasCaso Integral de Una Empresa ComercialHarris Chambi100% (1)
- Informe Previo Estudio Fitflow Peru SRL - Ermo Morro SolarDocumento3 páginasInforme Previo Estudio Fitflow Peru SRL - Ermo Morro SolarFrank Prieto TejadaAún no hay calificaciones
- Informe N 16 de CumarinasDocumento6 páginasInforme N 16 de CumarinasDaniel Sch0% (1)
- Proyecto Rehabilitacion de Estructuras Dañadas Por SismoDocumento28 páginasProyecto Rehabilitacion de Estructuras Dañadas Por SismoIng Roxana MoralesAún no hay calificaciones
- 4 - Gastos GeneralesDocumento41 páginas4 - Gastos Generalesepauroh100% (1)
- Taller Final Contabilidad IiDocumento3 páginasTaller Final Contabilidad IiLEIDYAún no hay calificaciones
- Ejemplos CanbanDocumento4 páginasEjemplos CanbanOscar LopezAún no hay calificaciones
- El Agua en Las Obras de ConstrucciónDocumento2 páginasEl Agua en Las Obras de ConstrucciónVale RojasAún no hay calificaciones
- Acta de Suspension de Plazo de Ejecucion de Obra FinalDocumento1 páginaActa de Suspension de Plazo de Ejecucion de Obra FinalFelix Vilcas GarciaAún no hay calificaciones
- Tipos de empresas en Perú para la construcciónDocumento19 páginasTipos de empresas en Perú para la construcciónRosa RodríguezAún no hay calificaciones
- F.calefacción y Aire AcondicionadoDocumento3 páginasF.calefacción y Aire AcondicionadoEstiv ECAún no hay calificaciones
- Administracion de Prevencion de RiesgosDocumento45 páginasAdministracion de Prevencion de Riesgostuosita05_07100% (2)
- Máquinas y HerramientasDocumento1 páginaMáquinas y HerramientasRoberto ForteAún no hay calificaciones
- Charlie 2Documento39 páginasCharlie 2marroco13Aún no hay calificaciones
- Elementos Básicos e Un Circuito Eléctrico Jesus Rodrigues PinoDocumento9 páginasElementos Básicos e Un Circuito Eléctrico Jesus Rodrigues PinoJesus RodriguezAún no hay calificaciones
- Eglee y Yelitza GDDocumento30 páginasEglee y Yelitza GDchucho15 pereira15Aún no hay calificaciones
- Unidad 1. Actividades de AprendizajeDocumento5 páginasUnidad 1. Actividades de AprendizajejesusAún no hay calificaciones