También podría gustarte
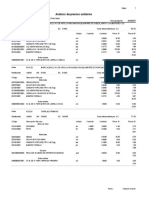
- Formato Analisis de Precios UnitariosDocumento8 páginasFormato Analisis de Precios UnitariosIsraelAún no hay calificaciones
- Hacete Un Molde para Bloques de CementoDocumento24 páginasHacete Un Molde para Bloques de CementoNapoleon Bonan50% (2)
- Apu. Local MultiusosDocumento26 páginasApu. Local MultiusosRichard Tafur HuamanAún no hay calificaciones
- Acus ArquitecturaDocumento9 páginasAcus ArquitecturaFlavio Huaroc CapchaAún no hay calificaciones
- Modulo Ii Simbología de Uniones Soldadas PDFDocumento87 páginasModulo Ii Simbología de Uniones Soldadas PDFCarlos Alonzo100% (1)
- SOLDocumento2 páginasSOLWilder Brayan Goñi PaulinoAún no hay calificaciones
- Analisis Precios UnitariosDocumento14 páginasAnalisis Precios UnitariosFranklin James Cabrera0% (1)
- Carta de Presentación HBDocumento1 páginaCarta de Presentación HBSantiago Cuichán VelascoAún no hay calificaciones
- Apus ArquitecturaDocumento92 páginasApus Arquitecturaesperli pmAún no hay calificaciones
- Certificado Varilla de 12 MM para Manijas de Tapa MetalicaDocumento1 páginaCertificado Varilla de 12 MM para Manijas de Tapa MetalicaSantiago Cuichán VelascoAún no hay calificaciones
- VARILLA MICROALEADA 42 12 MM X 12000 MMDocumento1 páginaVARILLA MICROALEADA 42 12 MM X 12000 MMSantiago Cuichán VelascoAún no hay calificaciones
- Steelguard 119WDocumento4 páginasSteelguard 119WSantiago Cuichán VelascoAún no hay calificaciones
- Certificado de Tubo para AgarraderaDocumento1 páginaCertificado de Tubo para AgarraderaSantiago Cuichán VelascoAún no hay calificaciones
- CORREA CG NEG 125X50X15X3,00X6000 mm010001Documento1 páginaCORREA CG NEG 125X50X15X3,00X6000 mm010001Santiago Cuichán VelascoAún no hay calificaciones
- S Rine 28 Grey 25658Documento1 páginaS Rine 28 Grey 25658Santiago Cuichán VelascoAún no hay calificaciones
- Capitulo A Disposiciones GeneralesDocumento11 páginasCapitulo A Disposiciones GeneralesSantiago Cuichán VelascoAún no hay calificaciones
- Calendario de Manejo en Finca - 2Documento1 páginaCalendario de Manejo en Finca - 2Santiago Cuichán VelascoAún no hay calificaciones
- Atención Al ClienteDocumento134 páginasAtención Al ClienteSantiago Cuichán VelascoAún no hay calificaciones
- Bovinos Calcio y FosforoDocumento4 páginasBovinos Calcio y FosforoSantiago Cuichán VelascoAún no hay calificaciones
- Corrreas g150 y 200Documento1 páginaCorrreas g150 y 200Santiago Cuichán VelascoAún no hay calificaciones
- FORNIS - Centro de Anclajes PERNOS A325 TORQUEDocumento1 páginaFORNIS - Centro de Anclajes PERNOS A325 TORQUESantiago Cuichán VelascoAún no hay calificaciones
- es-ES 7238 PDFDocumento4 páginases-ES 7238 PDFSantiago Cuichán VelascoAún no hay calificaciones
- Catalogo Inoxpres Acero Inoxidable 2012Documento64 páginasCatalogo Inoxpres Acero Inoxidable 2012TioPenasAún no hay calificaciones
- UT #2 Materiales Componentes Del HormigónDocumento21 páginasUT #2 Materiales Componentes Del HormigónadsAún no hay calificaciones
- TecologghthkkmmDocumento38 páginasTecologghthkkmmAlice CuadrosAún no hay calificaciones
- MC234Documento6 páginasMC234carlosAún no hay calificaciones
- Informe Cambio de Liners Chute de Transferencia CV001-CV002 - 17 Nov 2011Documento8 páginasInforme Cambio de Liners Chute de Transferencia CV001-CV002 - 17 Nov 2011lindanoraAún no hay calificaciones
- Taller de Registro de SalidaDocumento6 páginasTaller de Registro de SalidaYuritza BurkeAún no hay calificaciones
- Diseño de Mezcla 175 Pacanguilla 2021Documento4 páginasDiseño de Mezcla 175 Pacanguilla 2021Robinson RoncalAún no hay calificaciones
- 1a. Cuadro de Dosificacion Diseño de Mezclas ConcretoDocumento7 páginas1a. Cuadro de Dosificacion Diseño de Mezclas ConcretoEdwin Angel Pardo QuezadaAún no hay calificaciones
- INSUMODocumento3 páginasINSUMOLuis MedinaAún no hay calificaciones
- Analisissubpresupuestoadicional YurimaguasDocumento54 páginasAnalisissubpresupuestoadicional YurimaguasNylam Renato FrisanchoAún no hay calificaciones
- Diseño de Mezclas CapecoDocumento5 páginasDiseño de Mezclas CapecoIvarSeguraDelgadoAún no hay calificaciones
- NTE INEN 152. Cemento Portland. RequisitosDocumento16 páginasNTE INEN 152. Cemento Portland. RequisitosYely ZelaAún no hay calificaciones
- Clasificación Del Cemento PortlandDocumento16 páginasClasificación Del Cemento PortlandLuis Enrrique VILLAR COAYLAAún no hay calificaciones
- 2 Cemento y AguaDocumento55 páginas2 Cemento y AguaMarvin Danny Poma NavarroAún no hay calificaciones
- Mezclas y HormigonesDocumento6 páginasMezclas y HormigonesLuis BelloAún no hay calificaciones
- Cons Trucci On PDFDocumento47 páginasCons Trucci On PDFMary Huaylla AAún no hay calificaciones
- Fichas Seguridad de SoldaduraDocumento5 páginasFichas Seguridad de SoldaduraJorge Ricardo Ayala GallardoAún no hay calificaciones
- Soporte para Cargar PesoDocumento2 páginasSoporte para Cargar PesoedikurocAún no hay calificaciones
- Presupuesto Obras Extras Fachadas 19 - 07 - 23Documento55 páginasPresupuesto Obras Extras Fachadas 19 - 07 - 23Lenin SequeraAún no hay calificaciones
- Stock - SikaDocumento581 páginasStock - SikaLuz SollerAún no hay calificaciones
- Solo PiezasDocumento12 páginasSolo PiezasRicardo SanchezAún no hay calificaciones
- Requerimiento de MaterialesDocumento37 páginasRequerimiento de MaterialesJose Huaman ChavezAún no hay calificaciones