También podría gustarte
- FerroColombiaDocumento8 páginasFerroColombiaErika ApazaAún no hay calificaciones
- Informe Final EdlDocumento35 páginasInforme Final EdlErika ApazaAún no hay calificaciones
- Reporte de Lectura 2Documento4 páginasReporte de Lectura 2Erika ApazaAún no hay calificaciones
- CARTADocumento1 páginaCARTAErika ApazaAún no hay calificaciones
- Labo 1 Conf CeraDocumento10 páginasLabo 1 Conf CeraErika ApazaAún no hay calificaciones
- ERIKA-practica 6Documento6 páginasERIKA-practica 6Erika ApazaAún no hay calificaciones
- Procedimiento Experimental-Proy de GradoDocumento5 páginasProcedimiento Experimental-Proy de GradoErika ApazaAún no hay calificaciones
- La Persona de CristoDocumento3 páginasLa Persona de CristoErika ApazaAún no hay calificaciones
- Boleta de PreinscripcionDocumento1 páginaBoleta de PreinscripcionErika ApazaAún no hay calificaciones
- 6to Informe Ataque QuimicoDocumento23 páginas6to Informe Ataque QuimicoErika ApazaAún no hay calificaciones
- Principios y ecuaciones de la adsorciónDocumento25 páginasPrincipios y ecuaciones de la adsorciónErika ApazaAún no hay calificaciones
- Universidad Mayor de San AndrésDocumento4 páginasUniversidad Mayor de San AndrésErika ApazaAún no hay calificaciones
- Cuarto Laboratorio de Conformado de CerámicosDocumento7 páginasCuarto Laboratorio de Conformado de CerámicosErika ApazaAún no hay calificaciones
- 6to Informe Ataque QuimicoDocumento23 páginas6to Informe Ataque QuimicoErika ApazaAún no hay calificaciones
- Lab 5 Preparacion metalografica-ERIKADocumento3 páginasLab 5 Preparacion metalografica-ERIKAErika ApazaAún no hay calificaciones
- 5to Informe Preparacion de ProbetasDocumento9 páginas5to Informe Preparacion de ProbetasErika ApazaAún no hay calificaciones
- Qué Se Necesita para Preparar Un PlatoDocumento8 páginasQué Se Necesita para Preparar Un PlatoErika ApazaAún no hay calificaciones
- Propuesta de Trabajo CIENCIAS DE LOS MATERIALESDocumento4 páginasPropuesta de Trabajo CIENCIAS DE LOS MATERIALESErika ApazaAún no hay calificaciones
- China Baowu Steel Group Corporation LimitedDocumento2 páginasChina Baowu Steel Group Corporation LimitedErika ApazaAún no hay calificaciones
- Emiratos Arabes UnidosDocumento2 páginasEmiratos Arabes UnidosErika ApazaAún no hay calificaciones
- TrefiladoDocumento4 páginasTrefiladoErika ApazaAún no hay calificaciones
- Labo EvaporiticosDocumento7 páginasLabo EvaporiticosErika ApazaAún no hay calificaciones
- Informe DurezaDocumento5 páginasInforme DurezaErika ApazaAún no hay calificaciones
- BAOWUDocumento12 páginasBAOWUErika ApazaAún no hay calificaciones
- KJJJJDocumento1 páginaKJJJJErika ApazaAún no hay calificaciones
- Determinación del tiempo de inducción a la oxidación (OIT) en HDPEDocumento5 páginasDeterminación del tiempo de inducción a la oxidación (OIT) en HDPEErika ApazaAún no hay calificaciones
- Materiales PolimericosDocumento5 páginasMateriales PolimericosErika ApazaAún no hay calificaciones
- Laminado extrusión trefilado problemas prácticos deformaciónDocumento2 páginasLaminado extrusión trefilado problemas prácticos deformaciónErika ApazaAún no hay calificaciones
- Materiales PolimericosDocumento5 páginasMateriales PolimericosErika ApazaAún no hay calificaciones
- PORTLANDDocumento10 páginasPORTLANDErika ApazaAún no hay calificaciones
- 208 LATÍN II EBAU2019 Septiembre - WebDocumento3 páginas208 LATÍN II EBAU2019 Septiembre - WebDiógenes Robles SánchezAún no hay calificaciones
- Coeficiente Global de Transferencia de CalorDocumento17 páginasCoeficiente Global de Transferencia de CalorJuan Manuel Perez RodriguezAún no hay calificaciones
- Sesion Laboratorio y Sesion Taller UntDocumento6 páginasSesion Laboratorio y Sesion Taller UntNelson Diaz VargasAún no hay calificaciones
- Definicion de Los Nombres de La FilosofiaDocumento5 páginasDefinicion de Los Nombres de La FilosofiaEdgar CardenasAún no hay calificaciones
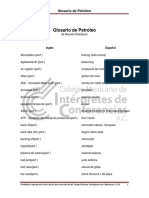
- 4 Glosario de Petrleo Marcela Rodrguez PDFDocumento73 páginas4 Glosario de Petrleo Marcela Rodrguez PDFKaro MárquezAún no hay calificaciones
- GUÍA #1 DE MATEMATICAS 2do PeriodoDocumento16 páginasGUÍA #1 DE MATEMATICAS 2do PeriodoRaúl edgardo Cardona lafaurieAún no hay calificaciones
- AREASDocumento5 páginasAREASlilisabepachecoAún no hay calificaciones
- Cap 4 Fluidos de PerforaciónDocumento38 páginasCap 4 Fluidos de PerforaciónXavoerAún no hay calificaciones
- Solucion 6-4Documento14 páginasSolucion 6-4viviana8constanza8viAún no hay calificaciones
- Clases de Mep Mezcla EstequiometricaDocumento17 páginasClases de Mep Mezcla EstequiometricaROGELIO LEONAún no hay calificaciones
- Guía SketchUpDocumento42 páginasGuía SketchUpEfraAún no hay calificaciones
- Entrenador Logica DigitalDocumento11 páginasEntrenador Logica DigitalAngel Felipe Rodriguez MartinezAún no hay calificaciones
- 7 - Guía MysqlDocumento56 páginas7 - Guía Mysqlalexis pieroAún no hay calificaciones
- SECADO DE SEMILLAS DE GIRASOL: EVALUACIÓN DE TEMPERATURA Y TIEMPODocumento12 páginasSECADO DE SEMILLAS DE GIRASOL: EVALUACIÓN DE TEMPERATURA Y TIEMPODAHANA CAROLINA VARGAS AGROTAAún no hay calificaciones
- RelacionesGravimétricasVolumétricasSuelosDocumento4 páginasRelacionesGravimétricasVolumétricasSuelosTania CruzAún no hay calificaciones
- Ensayo-De-Adherencia-Pull Out Chile PDFDocumento70 páginasEnsayo-De-Adherencia-Pull Out Chile PDFJhovana VenturaAún no hay calificaciones
- Diferencias entre arquitecturas Dataflow de búsqueda e interconexiónDocumento5 páginasDiferencias entre arquitecturas Dataflow de búsqueda e interconexiónAxel Ortiz RicaldeAún no hay calificaciones
- El Abrazo Ineludible de La MetafísicaDocumento9 páginasEl Abrazo Ineludible de La MetafísicaOriol Milà JansàAún no hay calificaciones
- Albañileria Armada 1Documento36 páginasAlbañileria Armada 1Ostin AyalaAún no hay calificaciones
- Guía completa sobre el coeficiente de variaciónDocumento5 páginasGuía completa sobre el coeficiente de variaciónNelson Enrique Javier AnguloAún no hay calificaciones
- Matematica Tema IIDocumento20 páginasMatematica Tema IIKeren corrales pargasAún no hay calificaciones
- Cinemática Directa de Un Robot Kuka Kr16 ExamenDocumento5 páginasCinemática Directa de Un Robot Kuka Kr16 ExamenGaston MartinezAún no hay calificaciones
- Apuntes Morfología Diseño IndustrialDocumento23 páginasApuntes Morfología Diseño Industrialcosmicgoo89% (57)
- Reparto óptimo de carga entre generadoresDocumento3 páginasReparto óptimo de carga entre generadoresedison sumbaAún no hay calificaciones
- Acumulativo - 10 - Periodo IDocumento2 páginasAcumulativo - 10 - Periodo ISANDRA MILENA RIOS MALDONADOAún no hay calificaciones
- C4 - Calibracion de Modelos Hidráulicos PDFDocumento11 páginasC4 - Calibracion de Modelos Hidráulicos PDFSteve BallmerAún no hay calificaciones
- Teoria Calor de DisolucionDocumento2 páginasTeoria Calor de DisolucionJHORDYN LUISAún no hay calificaciones
- Estimación estadística y tamaño de muestraDocumento4 páginasEstimación estadística y tamaño de muestraPaola KarinaAún no hay calificaciones
- Diametro EconomicoDocumento9 páginasDiametro EconomicoAlfredo0% (1)
- Métodos de Generación de Números PseudoaleatoriosDocumento5 páginasMétodos de Generación de Números PseudoaleatoriosCesar Ivan ZegarraAún no hay calificaciones