También podría gustarte
- Amfe MatrizDocumento7 páginasAmfe MatrizFlavio Cesar contreras chuquitarqui100% (3)
- 5°? MateDestrezas Heri ? - RemovedDocumento102 páginas5°? MateDestrezas Heri ? - Removedcarlos reyes100% (4)
- Segundo Examen de Manufactura YesDocumento2 páginasSegundo Examen de Manufactura YesFlavio Cesar contreras chuquitarquiAún no hay calificaciones
- 06, 07 Sesión, Herramientas de Calidad Total 01Documento37 páginas06, 07 Sesión, Herramientas de Calidad Total 01Flavio Cesar contreras chuquitarquiAún no hay calificaciones
- Termas SAN ROMANDocumento41 páginasTermas SAN ROMANFlavio Cesar contreras chuquitarquiAún no hay calificaciones
- Glosario Nelson PilcoDocumento3 páginasGlosario Nelson PilcoFlavio Cesar contreras chuquitarquiAún no hay calificaciones
- Examen Final Del Curso de Maquinas e Instrumentos - Semestre Viii - 2021-1Documento2 páginasExamen Final Del Curso de Maquinas e Instrumentos - Semestre Viii - 2021-1Flavio Cesar contreras chuquitarquiAún no hay calificaciones
- Interes CompuestoDocumento5 páginasInteres CompuestoFlavio Cesar contreras chuquitarquiAún no hay calificaciones
- Ejercicios Resolver RuthDocumento1 páginaEjercicios Resolver RuthFlavio Cesar contreras chuquitarquiAún no hay calificaciones
- Interes CompuestoDocumento5 páginasInteres CompuestoFlavio Cesar contreras chuquitarquiAún no hay calificaciones
- Anualidades Capitalizacion y AmortizacionDocumento7 páginasAnualidades Capitalizacion y AmortizacionFlavio Cesar contreras chuquitarquiAún no hay calificaciones
- SISTEMA DE GESTION DE LA CALIDAD ISO 9001 - PrimeroDocumento89 páginasSISTEMA DE GESTION DE LA CALIDAD ISO 9001 - PrimeroFlavio Cesar contreras chuquitarquiAún no hay calificaciones
- Glosario Nelson PilcoDocumento3 páginasGlosario Nelson PilcoFlavio Cesar contreras chuquitarquiAún no hay calificaciones
- Glosario Nelson PilcoDocumento3 páginasGlosario Nelson PilcoFlavio Cesar contreras chuquitarquiAún no hay calificaciones
- 03 SESIÓN Gestion de ProcesosDocumento50 páginas03 SESIÓN Gestion de ProcesosFlavio Cesar contreras chuquitarquiAún no hay calificaciones
- Control Estadistico de Procesos 1205368495313762 4Documento49 páginasControl Estadistico de Procesos 1205368495313762 4Yomi DiazAún no hay calificaciones
- 01 SESIÓN Concepto de CalidadDocumento40 páginas01 SESIÓN Concepto de CalidadFlavio Cesar contreras chuquitarquiAún no hay calificaciones
- Balance Score CardDocumento1 páginaBalance Score CardFlavio Cesar contreras chuquitarquiAún no hay calificaciones
- Monografia de Investigacion 2020 IiDocumento2 páginasMonografia de Investigacion 2020 IiFlavio Cesar contreras chuquitarquiAún no hay calificaciones
- 02 SESIÓN Historia de La CalidadDocumento55 páginas02 SESIÓN Historia de La CalidadFlavio Cesar contreras chuquitarquiAún no hay calificaciones
- Mapa Estratégico: Perspectiva FinancieraDocumento1 páginaMapa Estratégico: Perspectiva FinancieraFlavio Cesar contreras chuquitarquiAún no hay calificaciones
- Balance Score CardDocumento1 páginaBalance Score CardFlavio Cesar contreras chuquitarquiAún no hay calificaciones
- Mapa Estratégico: Perspectiva FinancieraDocumento1 páginaMapa Estratégico: Perspectiva FinancieraFlavio Cesar contreras chuquitarquiAún no hay calificaciones
- Articulo San RomanDocumento18 páginasArticulo San RomanCesar ContrerasAún no hay calificaciones
- Ratios Financieros-2020 IiDocumento21 páginasRatios Financieros-2020 IiFlavio Cesar contreras chuquitarquiAún no hay calificaciones
- Balance Score CardDocumento1 páginaBalance Score CardFlavio Cesar contreras chuquitarquiAún no hay calificaciones
- 6.marketing Mix-PrecioDocumento11 páginas6.marketing Mix-PrecioFlavio Cesar contreras chuquitarquiAún no hay calificaciones
- Introduccion GADocumento41 páginasIntroduccion GAFlavio Cesar contreras chuquitarquiAún no hay calificaciones
- Expo San RomanDocumento15 páginasExpo San RomanFlavio Cesar contreras chuquitarquiAún no hay calificaciones
- Conceptos y Definiciones 2Documento4 páginasConceptos y Definiciones 2Cesar ContrerasAún no hay calificaciones
- DISEÑO DE CAMARA DE REJAS Coorgido OkDocumento4 páginasDISEÑO DE CAMARA DE REJAS Coorgido OkNancy Chavez MarcosAún no hay calificaciones
- Asignacion 2 - Densidad Del Agua Con SalDocumento3 páginasAsignacion 2 - Densidad Del Agua Con SalDagny MagallonAún no hay calificaciones
- Medición de energía eléctrica activaDocumento28 páginasMedición de energía eléctrica activaerik gomezAún no hay calificaciones
- Unidades Del Sistema UniversalDocumento2 páginasUnidades Del Sistema Universalabigail Alejandro castellanosAún no hay calificaciones
- UNIDAD I-Introduccion FluidosDocumento29 páginasUNIDAD I-Introduccion Fluidosmariale sibrianAún no hay calificaciones
- Incertidumbre TKH-503Documento40 páginasIncertidumbre TKH-503David AzaAún no hay calificaciones
- Generador trifásico: funcionamiento y tipos de rotoresDocumento7 páginasGenerador trifásico: funcionamiento y tipos de rotoresGonzalo SoriaAún no hay calificaciones
- Practica No. 2 de FisicaDocumento27 páginasPractica No. 2 de Fisicadaniel maguiñaAún no hay calificaciones
- Lectura Densidad Masa-Volumen AA1U4Documento8 páginasLectura Densidad Masa-Volumen AA1U4frankAún no hay calificaciones
- Power Supplies For Industrial Use - Rail Mounting - ABL8RPS24100Documento9 páginasPower Supplies For Industrial Use - Rail Mounting - ABL8RPS24100Emmanuel MonroyAún no hay calificaciones
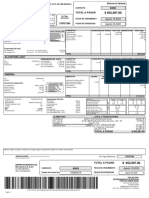
- Duplicado FacturaDocumento1 páginaDuplicado FacturaJulieth OrdóñezAún no hay calificaciones
- Practica Distribucion de PresionDocumento9 páginasPractica Distribucion de PresionMarian RodriguezAún no hay calificaciones
- Leyes de Newton: Inercia, Dinámica y Acción-ReacciónDocumento2 páginasLeyes de Newton: Inercia, Dinámica y Acción-ReacciónAndres PimentelAún no hay calificaciones
- GP000GC 001 R6 Guía Elaboración y Aprobación de Proyectos Eléctricos ParticularesDocumento58 páginasGP000GC 001 R6 Guía Elaboración y Aprobación de Proyectos Eléctricos Particularescortezyasmany8Aún no hay calificaciones
- Formulario Mallas 1-2019Documento4 páginasFormulario Mallas 1-2019Christián BarrazaAún no hay calificaciones
- ELECTROQUÍMICADocumento18 páginasELECTROQUÍMICAMartin De La Torrents RayasAún no hay calificaciones
- Variacion de Resistencia Electrica de La TemperaturaDocumento6 páginasVariacion de Resistencia Electrica de La TemperaturaSARAH HUAIHUARA TORRICOAún no hay calificaciones
- Trabajo Encargado HidrodinamicaDocumento10 páginasTrabajo Encargado HidrodinamicaMiguel PortilloAún no hay calificaciones
- Trabajo Fundamentos de ElectrotecniaDocumento12 páginasTrabajo Fundamentos de Electrotecniacamila gonzalezAún no hay calificaciones
- PEC1 2023 SolucionesDocumento3 páginasPEC1 2023 SolucionesJuan Diego Aznar FernándezAún no hay calificaciones
- Cuestionario Alfa y BetaDocumento2 páginasCuestionario Alfa y BetaJhoselin R. Santos VillcaAún no hay calificaciones
- Circuitos eléctricos básicos: carga, corriente y tensiónDocumento6 páginasCircuitos eléctricos básicos: carga, corriente y tensiónAdriel JarrinAún no hay calificaciones
- SM Inf Top Og 001Documento165 páginasSM Inf Top Og 001Martin DuranAún no hay calificaciones
- EJERCICIOS FLUIDOSDocumento2 páginasEJERCICIOS FLUIDOSFrancisco Padron100% (1)
- Metodo de Calculo IECDocumento1 páginaMetodo de Calculo IECestevan gutierrezAún no hay calificaciones
- Análisis circuitos CADocumento19 páginasAnálisis circuitos CARodrigo reto quilicheAún no hay calificaciones
- Vector Densidad de CorrienteDocumento5 páginasVector Densidad de CorrienteYulzel 10Aún no hay calificaciones
- Tarea #1 de MetrologíaDocumento11 páginasTarea #1 de MetrologíaJosé Luis BotacioAún no hay calificaciones
- DIA Los Proceres TorataDocumento22 páginasDIA Los Proceres TorataMarko Orihuela LazoAún no hay calificaciones