También podría gustarte
- F-Cálculo de Tornillo Sin Fin y Su RuedaDocumento13 páginasF-Cálculo de Tornillo Sin Fin y Su Ruedajose chaconAún no hay calificaciones
- Seguridad en Soldadura Electrica - InduraDocumento46 páginasSeguridad en Soldadura Electrica - InduraAlbert Anticona0% (1)
- Duplicado de ModelosDocumento26 páginasDuplicado de ModelosOrlando Rodríguez67% (12)
- Copia de Copia de Precalificados de AWS 796Pre-FILLET-TPOSDocumento2 páginasCopia de Copia de Precalificados de AWS 796Pre-FILLET-TPOSsergio henriquezAún no hay calificaciones
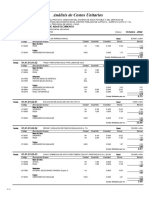
- 04.01 Analisis de Costos Unitarios Sistema de AbastecimientoDocumento3 páginas04.01 Analisis de Costos Unitarios Sistema de AbastecimientoMario Yupanqui100% (1)
- Labo 5 Medidas ElectricasDocumento19 páginasLabo 5 Medidas Electricasprince zamudioAún no hay calificaciones
- Proyecto 2017Documento5 páginasProyecto 2017Jorge Anderson Torres FerrelAún no hay calificaciones
- Tesis Fajas MarconaDocumento151 páginasTesis Fajas MarconaAntonio GuzmanAún no hay calificaciones
- Ejercicios Manu IIDocumento8 páginasEjercicios Manu IIGonzalo Arce100% (1)
- Sellos CortafuegosDocumento3 páginasSellos CortafuegosrubenlinaresbAún no hay calificaciones
- 2.1 MRC CeimaDocumento67 páginas2.1 MRC CeimaJessica Noemi SolanaAún no hay calificaciones
- Costos Unitarios Mercado LlamaDocumento38 páginasCostos Unitarios Mercado LlamaSaul Romero YupanquiAún no hay calificaciones
- Cap 10. SpanishDocumento21 páginasCap 10. SpanishJhonatan Arley Leon FuentesAún no hay calificaciones
- PRESUESTODocumento6 páginasPRESUESTOMarlon SilvaAún no hay calificaciones
- Hoja de Cálculo Diseño de Viga de ConexiónDocumento4 páginasHoja de Cálculo Diseño de Viga de ConexiónJOSE MARCIAL GARCIA VILLEGASAún no hay calificaciones
- Informe de Soldadura 1Documento17 páginasInforme de Soldadura 1Celestino CochachiAún no hay calificaciones
- Produccion de Hierro DuctilDocumento1 páginaProduccion de Hierro DuctilAlfredo Soriano CabreraAún no hay calificaciones
- Conclusiones sobre la fatiga de metalesDocumento13 páginasConclusiones sobre la fatiga de metaleshugo garciaAún no hay calificaciones
- Estado Del ArteDocumento4 páginasEstado Del ArteSebastian VallejoAún no hay calificaciones
- Soldadura resistencia puntosDocumento4 páginasSoldadura resistencia puntosDavid Alessandro EspinosaAún no hay calificaciones
- Informe n.1 Corrosion GalvanicaDocumento16 páginasInforme n.1 Corrosion GalvanicaMarco Tulio Malagon SalcedoAún no hay calificaciones
- PC 4 Secciones A y B Secc ADocumento8 páginasPC 4 Secciones A y B Secc Asamuel tovar mendezAún no hay calificaciones
- Informe N 02 SoldaduraDocumento6 páginasInforme N 02 SoldaduraRichard SanchezAún no hay calificaciones
- Flujo Interno Laboratorio de Ingenieria Mecanica Ii PDFDocumento43 páginasFlujo Interno Laboratorio de Ingenieria Mecanica Ii PDFEd SilveraAún no hay calificaciones
- Graficos de CDocumento225 páginasGraficos de CJesus GarciaAún no hay calificaciones
- Ramos SiDocumento84 páginasRamos SiAlejandro Pedro Mundaca MalcaAún no hay calificaciones
- Cuadro de Maxima DemandaDocumento6 páginasCuadro de Maxima DemandaMarcos BuenoAún no hay calificaciones
- Tpn2 Stekler GustavoDocumento26 páginasTpn2 Stekler GustavoLUISSPERBERAún no hay calificaciones
- Costos Unitarios SanitariasDocumento36 páginasCostos Unitarios SanitariasMarco CBAún no hay calificaciones
- Informe Fundicion, Laminado y TrefiladoDocumento16 páginasInforme Fundicion, Laminado y TrefiladojuanktabordaAún no hay calificaciones
- Ing Mecánico Electricista JJohnJimmy Portugal exp 10+ añosDocumento7 páginasIng Mecánico Electricista JJohnJimmy Portugal exp 10+ añosTorikus DepredadorAún no hay calificaciones
- Analisis de Arena para FundicionDocumento13 páginasAnalisis de Arena para FundicionliflofyliAún no hay calificaciones
- TEXTO GUIA ELEMENTOS DE MAQUINAS I MEC 255 Final PDFDocumento83 páginasTEXTO GUIA ELEMENTOS DE MAQUINAS I MEC 255 Final PDFEsteban de las casas100% (1)
- Cuadro de Carga Tecno OkDocumento38 páginasCuadro de Carga Tecno OkAlbert YacAún no hay calificaciones
- Solicito Información para Fabricación de Tijerales de Varillas de Fierro CorrugadoDocumento4 páginasSolicito Información para Fabricación de Tijerales de Varillas de Fierro CorrugadokbyozAún no hay calificaciones
- Recocido Contra AcritudDocumento24 páginasRecocido Contra AcritudJosue Huaroto VillavicencioAún no hay calificaciones
- PulvimetalurgiaDocumento13 páginasPulvimetalurgiaDiegoAlonsoGonzalesRomeroAún no hay calificaciones
- Proceso SmawDocumento5 páginasProceso SmawBreyner RodriguezAún no hay calificaciones
- Defectos fundición y tipos hornos fundiciónDocumento11 páginasDefectos fundición y tipos hornos fundiciónfernando gualdronAún no hay calificaciones
- Cables baja tensión industrialDocumento2 páginasCables baja tensión industrialLuisRosalesAún no hay calificaciones
- Laboratorio #4 2020 1Documento23 páginasLaboratorio #4 2020 1Bryan Ronald Beltran QuispeAún no hay calificaciones
- Informe EmbutidoDocumento5 páginasInforme EmbutidoMiguel Buendia QuilicheAún no hay calificaciones
- Exa. Parc. MC 115 - 2020-1Documento5 páginasExa. Parc. MC 115 - 2020-1jorgeAún no hay calificaciones
- UNI-INGMEC-EnsayosArenaFundicionDocumento16 páginasUNI-INGMEC-EnsayosArenaFundicionRoberto Carlos Quispe MontalvoAún no hay calificaciones
- Rejilla en Cuneta TransversalDocumento2 páginasRejilla en Cuneta Transversalschwualb andresAún no hay calificaciones
- Práctica 1 - Viga Simplemente ApoyadaDocumento10 páginasPráctica 1 - Viga Simplemente ApoyadaSaurumBlackAún no hay calificaciones
- Métodos para Determinar Los Costos de SoldaduraDocumento19 páginasMétodos para Determinar Los Costos de SoldaduraTavo Sanchez CruzAún no hay calificaciones
- Sistema de AlimentacionDocumento46 páginasSistema de AlimentacionvidalcrisostomoAún no hay calificaciones
- Ciclovía Anexo Cinco Esquinas - Carretera Puerto FielDocumento6 páginasCiclovía Anexo Cinco Esquinas - Carretera Puerto FielMARTINAún no hay calificaciones
- Costos Unitarios Arquitectura R Ica 16 DicDocumento107 páginasCostos Unitarios Arquitectura R Ica 16 DicEMILY ESTEFANI SANCHEZ VIDALAún no hay calificaciones
- Capeco BT0419.01Documento90 páginasCapeco BT0419.01william pardo vicente100% (1)
- Casos 4. Costos de Procesos de Soldadurav2Documento14 páginasCasos 4. Costos de Procesos de Soldadurav2KENDRICK PALMA SOLORZANOAún no hay calificaciones
- Lab Maquinas Elect Rotativas ML 253 Marcelo 2014 IIDocumento23 páginasLab Maquinas Elect Rotativas ML 253 Marcelo 2014 IIOwin Paredes TelloAún no hay calificaciones
- Ensayo tracción probeta acero 1020Documento7 páginasEnsayo tracción probeta acero 1020cajalehemoAún no hay calificaciones
- Especificaciones Tecnicas PortezueloDocumento8 páginasEspecificaciones Tecnicas PortezueloJorgeBravoG.Aún no hay calificaciones
- Informe 3 Envejecimiento 2.001Documento8 páginasInforme 3 Envejecimiento 2.001david carranzaAún no hay calificaciones
- Cálculo de brida acople rígido para tubería de 60 mmDocumento5 páginasCálculo de brida acople rígido para tubería de 60 mmluis960110100% (1)
- Resolución de Ejercicio Resistencia de Materiales en MatlabDocumento3 páginasResolución de Ejercicio Resistencia de Materiales en MatlabHelvert Yonathan Cayllahua NoaAún no hay calificaciones
- Canaleta ElectricaDocumento3 páginasCanaleta ElectricaRonniieSanchezAún no hay calificaciones
- 11cap 10 - Presupuesto de Reparacion Por ReforzamientosDocumento10 páginas11cap 10 - Presupuesto de Reparacion Por Reforzamientosmelissa ureyAún no hay calificaciones
- Aplicaciones en Traccion PDFDocumento20 páginasAplicaciones en Traccion PDFRenato Farje ParrillaAún no hay calificaciones
- Clase 10 - Procesos de Unión y Ensamble-FibrasDocumento75 páginasClase 10 - Procesos de Unión y Ensamble-Fibrasprince zamudioAún no hay calificaciones
- SoldaduraDocumento8 páginasSoldaduraJorje LalanguiAún no hay calificaciones
- Soldadura Por Resistencia 2Documento18 páginasSoldadura Por Resistencia 2Ortiz DanielaAún no hay calificaciones
- Soldering) y La Soldadura Fuerte (En Inglés Brazing), Que Implican El Derretimiento de Un MaterialDocumento18 páginasSoldering) y La Soldadura Fuerte (En Inglés Brazing), Que Implican El Derretimiento de Un MaterialMar Guadalupe NamzugAún no hay calificaciones
- Resonancia en circuitos eléctricosDocumento26 páginasResonancia en circuitos eléctricosprince zamudioAún no hay calificaciones
- Informe 6 Labo de Circuitos 2Documento25 páginasInforme 6 Labo de Circuitos 2prince zamudioAún no hay calificaciones
- Redes de 2 Puertos FDocumento13 páginasRedes de 2 Puertos Fprince zamudioAún no hay calificaciones
- Entregable 2Documento9 páginasEntregable 2prince zamudioAún no hay calificaciones
- MONOGRAFIADocumento12 páginasMONOGRAFIAprince zamudioAún no hay calificaciones
- Nanfuñay Chancafe Jorge GiancarloDocumento5 páginasNanfuñay Chancafe Jorge Giancarloprince zamudioAún no hay calificaciones
- 1re Laboratorio de Electronica de Potencia Fim Uni - CompressDocumento19 páginas1re Laboratorio de Electronica de Potencia Fim Uni - Compressprince zamudioAún no hay calificaciones
- Análisis de flujo en ductosDocumento13 páginasAnálisis de flujo en ductosprince zamudioAún no hay calificaciones
- Practica Dirigida Sanabria Ecua Sec BDocumento5 páginasPractica Dirigida Sanabria Ecua Sec Bprince zamudioAún no hay calificaciones
- Acero Z9 - 2022Documento1 páginaAcero Z9 - 2022prince zamudioAún no hay calificaciones
- Guia de Laboratorio de Electronic de Pot. 2022-1Documento11 páginasGuia de Laboratorio de Electronic de Pot. 2022-1prince zamudioAún no hay calificaciones
- Informe1 ElectronicaDocumento25 páginasInforme1 Electronicaprince zamudioAún no hay calificaciones
- Examen Parcial EstadisticasDocumento4 páginasExamen Parcial Estadisticasprince zamudioAún no hay calificaciones
- Labo 4Documento7 páginasLabo 4Diego Contreras PerezAún no hay calificaciones
- PDF Laboratorio 07 Ing Mecanica - CompressDocumento20 páginasPDF Laboratorio 07 Ing Mecanica - Compressprince zamudioAún no hay calificaciones
- 6 Informe de CombustiblesDocumento11 páginas6 Informe de Combustiblesprince zamudioAún no hay calificaciones
- Clase - Semana 6 - Polvos y Piezas MetalúrgicasDocumento55 páginasClase - Semana 6 - Polvos y Piezas Metalúrgicasprince zamudioAún no hay calificaciones
- Segunda Práctica de Medidas EléctricasDocumento3 páginasSegunda Práctica de Medidas Eléctricasprince zamudioAún no hay calificaciones
- Metodologia ViscosidadDocumento3 páginasMetodologia Viscosidadprince zamudioAún no hay calificaciones
- MONO EjemploDocumento28 páginasMONO Ejemploprince zamudioAún no hay calificaciones
- Clase-Semana 9-Enssayo de MaterialesDocumento58 páginasClase-Semana 9-Enssayo de Materialesprince zamudioAún no hay calificaciones
- Clase 10 - Procesos de Unión y Ensamble-FibrasDocumento75 páginasClase 10 - Procesos de Unión y Ensamble-Fibrasprince zamudioAún no hay calificaciones
- Informe 3 - ML125 - A - Grupo 6 - 2021Documento22 páginasInforme 3 - ML125 - A - Grupo 6 - 2021prince zamudioAún no hay calificaciones
- Informe 2 Lab. Ing. Mec .1 Grupo 3Documento8 páginasInforme 2 Lab. Ing. Mec .1 Grupo 3prince zamudioAún no hay calificaciones
- Examen Parcial Electrónica IndustrialDocumento6 páginasExamen Parcial Electrónica Industrialprince zamudioAún no hay calificaciones
- Segunda Practica Guzman Secc ADocumento13 páginasSegunda Practica Guzman Secc Aprince zamudioAún no hay calificaciones
- Clase - Semana 4 - Materiales Compuestos - Conformado de LáminasDocumento66 páginasClase - Semana 4 - Materiales Compuestos - Conformado de Láminasprince zamudioAún no hay calificaciones
- Informe Bejarano Laminado Trefilado ForjaDocumento11 páginasInforme Bejarano Laminado Trefilado Forjaprince zamudioAún no hay calificaciones
- Circuitos Acoplados MagneticamenteDocumento38 páginasCircuitos Acoplados Magneticamenteandres pinillos alegreAún no hay calificaciones
- Examen IiiDocumento3 páginasExamen Iiivictor manuel cerdeña leonAún no hay calificaciones
- Determinación argentométrica de cloruros en suero fisiológicoDocumento28 páginasDeterminación argentométrica de cloruros en suero fisiológicoEnghel James Alvarado BravoAún no hay calificaciones
- Manual Lavadora Whirlpool 7EWTW1300YM 7EDocumento16 páginasManual Lavadora Whirlpool 7EWTW1300YM 7ELuis Javier CarrilloAún no hay calificaciones
- Taller 1. Materia Atomos Moleculas Unidades MedidaDocumento3 páginasTaller 1. Materia Atomos Moleculas Unidades MedidaMatias PerdomoAún no hay calificaciones
- Arcilla: propiedades, usos y tipos de esta roca sedimentariaDocumento2 páginasArcilla: propiedades, usos y tipos de esta roca sedimentariaJorge Luis Martinez MazaAún no hay calificaciones
- Informe Quimica Organica IIIDocumento4 páginasInforme Quimica Organica IIILaura rayoAún no hay calificaciones
- Las Propiedades Antioxidantes Del Aguaymanto en Una Dieta EquilibradaDocumento5 páginasLas Propiedades Antioxidantes Del Aguaymanto en Una Dieta EquilibradaAmbulantisAeternusYajoAún no hay calificaciones
- Tema 3 - 3 2020Documento33 páginasTema 3 - 3 2020Andrea Sañudo SanchezAún no hay calificaciones
- Informe #2; Determinación de pH, alcalinidad, acidez, metales y DQODocumento12 páginasInforme #2; Determinación de pH, alcalinidad, acidez, metales y DQOCamilo LeónAún no hay calificaciones
- Introducción balance materia reacciones químicasDocumento32 páginasIntroducción balance materia reacciones químicasJesusemiliozerpa50% (4)
- Los AlquenosDocumento23 páginasLos Alquenosyoaalewendafbet100% (2)
- Contaminación por monóxido de carbono de los vehículos: una simulación de prueba de toxicidadDocumento4 páginasContaminación por monóxido de carbono de los vehículos: una simulación de prueba de toxicidadMargot Mendoza SalasAún no hay calificaciones
- Proceso de Elaboracion de Detergente en PolvoDocumento2 páginasProceso de Elaboracion de Detergente en PolvoKey Yela ʚïɞAún no hay calificaciones
- BaritinaDocumento73 páginasBaritinaAdriana AmrAún no hay calificaciones
- Practicas 5Documento5 páginasPracticas 5JUNIOR CUMPA HERRERAAún no hay calificaciones
- Alambre GalvanizadoDocumento4 páginasAlambre GalvanizadostevepalafoxAún no hay calificaciones
- Ferroceno ListoDocumento13 páginasFerroceno ListoJonathan SuazoAún no hay calificaciones
- 2021.03.16 Primer Semestre 2021-E01-022826 - CargoDocumento232 páginas2021.03.16 Primer Semestre 2021-E01-022826 - Cargoaldair jimenez ojedaAún no hay calificaciones
- Membrana PlasmaticaDocumento27 páginasMembrana PlasmaticaYoanna Da SilvaAún no hay calificaciones
- El Yeso y La CalDocumento6 páginasEl Yeso y La CalLiseth NataliaAún no hay calificaciones
- Consumo de Azúcar en DeportistasDocumento44 páginasConsumo de Azúcar en DeportistasJOEL ROMAN ARO AROAún no hay calificaciones
- Informe final de monitoreo de afluentes líquidos para ampliación de sistema de agua y alcantarilladoDocumento9 páginasInforme final de monitoreo de afluentes líquidos para ampliación de sistema de agua y alcantarilladoCarlos Eduardo Bernedo FloresAún no hay calificaciones
- Ups CT006850Documento167 páginasUps CT006850LUCIA AMPARO CASTILLO ZAMBRANOAún no hay calificaciones
- Analisis Quimico CuantitativoDocumento7 páginasAnalisis Quimico CuantitativoBioximAún no hay calificaciones
- Bardahl Anticongelante Coolant FTDocumento1 páginaBardahl Anticongelante Coolant FTProcesos EMGAún no hay calificaciones
- Aguas residuales: definición, clasificación, contaminantes y tratamientoDocumento17 páginasAguas residuales: definición, clasificación, contaminantes y tratamientoBryan SaldañaAún no hay calificaciones