También podría gustarte
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeCalificación: 4 de 5 estrellas4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe EverandThe Little Book of Hygge: Danish Secrets to Happy LivingCalificación: 3.5 de 5 estrellas3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryCalificación: 3.5 de 5 estrellas3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceCalificación: 4 de 5 estrellas4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)De EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Calificación: 4 de 5 estrellas4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeDe EverandShoe Dog: A Memoir by the Creator of NikeCalificación: 4.5 de 5 estrellas4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureCalificación: 4.5 de 5 estrellas4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe EverandNever Split the Difference: Negotiating As If Your Life Depended On ItCalificación: 4.5 de 5 estrellas4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDe EverandGrit: The Power of Passion and PerseveranceCalificación: 4 de 5 estrellas4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaCalificación: 4.5 de 5 estrellas4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerDe EverandThe Emperor of All Maladies: A Biography of CancerCalificación: 4.5 de 5 estrellas4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealDe EverandOn Fire: The (Burning) Case for a Green New DealCalificación: 4 de 5 estrellas4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersCalificación: 4.5 de 5 estrellas4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDe EverandTeam of Rivals: The Political Genius of Abraham LincolnCalificación: 4.5 de 5 estrellas4.5/5 (234)
- Rise of ISIS: A Threat We Can't IgnoreDe EverandRise of ISIS: A Threat We Can't IgnoreCalificación: 3.5 de 5 estrellas3.5/5 (137)
- The Unwinding: An Inner History of the New AmericaDe EverandThe Unwinding: An Inner History of the New AmericaCalificación: 4 de 5 estrellas4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyCalificación: 3.5 de 5 estrellas3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreCalificación: 4 de 5 estrellas4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Calificación: 4.5 de 5 estrellas4.5/5 (119)
- The Perks of Being a WallflowerDe EverandThe Perks of Being a WallflowerCalificación: 4.5 de 5 estrellas4.5/5 (2099)
- Her Body and Other Parties: StoriesDe EverandHer Body and Other Parties: StoriesCalificación: 4 de 5 estrellas4/5 (821)
- RPG-7 Rocket LauncherDocumento3 páginasRPG-7 Rocket Launchersaledin1100% (3)
- Stability Calculation of Embedded Bolts For Drop Arm Arrangement For ACC Location Inside TunnelDocumento7 páginasStability Calculation of Embedded Bolts For Drop Arm Arrangement For ACC Location Inside TunnelSamwailAún no hay calificaciones
- Troubleshooting Hydraulic Circuits: Fluid PowerDocumento32 páginasTroubleshooting Hydraulic Circuits: Fluid PowerMi LuanaAún no hay calificaciones
- Railway Airport Docks and HarbourDocumento21 páginasRailway Airport Docks and HarbourvalarmathibalanAún no hay calificaciones
- ML AiDocumento2 páginasML AiSUYASH SHARTHIAún no hay calificaciones
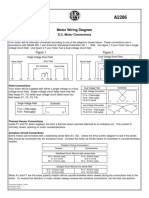
- Motor Wiring Diagram: D.C. Motor ConnectionsDocumento1 páginaMotor Wiring Diagram: D.C. Motor Connectionsczds6594Aún no hay calificaciones
- ProtectionDocumento160 páginasProtectionSuthep NgamlertleeAún no hay calificaciones
- Lesson Plan: Lesson: Projectiles Without Air ResistanceDocumento4 páginasLesson Plan: Lesson: Projectiles Without Air ResistanceeltytanAún no hay calificaciones
- Guidance Notes Blow Out PreventerDocumento6 páginasGuidance Notes Blow Out PreventerasadqhseAún no hay calificaciones
- Sattvik Brochure - Web VersionDocumento4 páginasSattvik Brochure - Web Versionudiptya_papai2007Aún no hay calificaciones
- Pitch Manual SpecializedDocumento20 páginasPitch Manual SpecializedRoberto Gomez100% (1)
- Monodisperse Droplet Generators As Potential Atomizers For Spray Drying Technology PDFDocumento11 páginasMonodisperse Droplet Generators As Potential Atomizers For Spray Drying Technology PDFfishvalAún no hay calificaciones
- Crew Served WeaponsDocumento11 páginasCrew Served WeaponsKyle Fagin100% (1)
- Monster of The Week Tome of Mysteries PlaybooksDocumento10 páginasMonster of The Week Tome of Mysteries PlaybooksHyperLanceite XAún no hay calificaciones
- KoyoDocumento4 páginasKoyovichitAún no hay calificaciones
- Organizing Small Items with Glass Bottle OrganizersDocumento70 páginasOrganizing Small Items with Glass Bottle OrganizersDy SaiAún no hay calificaciones
- Lightwave Maya 3D TutorialsDocumento8 páginasLightwave Maya 3D TutorialsrandfranAún no hay calificaciones
- Chain Surveying InstrumentsDocumento5 páginasChain Surveying InstrumentsSachin RanaAún no hay calificaciones
- Certificate Testing ResultsDocumento1 páginaCertificate Testing ResultsNisarg PandyaAún no hay calificaciones
- Lincoln Pulse On PulseDocumento4 páginasLincoln Pulse On PulseEdison MalacaraAún no hay calificaciones
- Home Brewing Log Sheet PDFDocumento2 páginasHome Brewing Log Sheet PDFStefanita0% (1)
- Plate-Load TestDocumento20 páginasPlate-Load TestSalman LakhoAún no hay calificaciones
- KAC-8102D/8152D KAC-9102D/9152D: Service ManualDocumento18 páginasKAC-8102D/8152D KAC-9102D/9152D: Service ManualGamerAnddsAún no hay calificaciones
- Reflective Essay 4Documento1 páginaReflective Essay 4Thirdy AngelesAún no hay calificaciones
- Awakening The MindDocumento21 páginasAwakening The MindhhhumAún no hay calificaciones
- WK 43 - Half-Past-TwoDocumento2 páginasWK 43 - Half-Past-TwoKulin RanaweeraAún no hay calificaciones
- The CongoDocumento3 páginasThe CongoJoseph SuperableAún no hay calificaciones
- 2018-04-12 List Mold TVSDocumento5 páginas2018-04-12 List Mold TVSFerlyn ValentineAún no hay calificaciones
- 1989 GMC Light Duty Truck Fuel and Emissions Including Driveability PDFDocumento274 páginas1989 GMC Light Duty Truck Fuel and Emissions Including Driveability PDFRobert Klitzing100% (1)
- Project On Stones & TilesDocumento41 páginasProject On Stones & TilesMegha GolaAún no hay calificaciones