También podría gustarte
- Envase de VidrioDocumento23 páginasEnvase de Vidrioingeniero.angelAún no hay calificaciones
- Plan de Trabajo 2024Documento3 páginasPlan de Trabajo 2024Departamento de Calidad Arepas de CasaAún no hay calificaciones
- Evaluación generación residuos proceso concha abanicoDocumento3 páginasEvaluación generación residuos proceso concha abanicoJorge Eduardo Cabrera AlvarezAún no hay calificaciones
- Identificacion de Procesos PeligrososDocumento10 páginasIdentificacion de Procesos PeligrososjoseAún no hay calificaciones
- Matriz de RiesgosDocumento6 páginasMatriz de RiesgosLuis Arturo Lemus Leon100% (1)
- 4.taller Redaccion de Hallazgos OkDocumento5 páginas4.taller Redaccion de Hallazgos OkBoris Trujillo E.100% (2)
- Proceso de producción y distribución de jabónDocumento1 páginaProceso de producción y distribución de jabónGiovanny Jaime Castillo ZevallosAún no hay calificaciones
- Caso Practico Unidad 2.....Documento7 páginasCaso Practico Unidad 2.....Galeano RendonAún no hay calificaciones
- Cortes de caja y depósitosDocumento19 páginasCortes de caja y depósitosRaúl PeraltaAún no hay calificaciones
- Taller 3 ADMINISTRACION 2021 (Entrega)Documento12 páginasTaller 3 ADMINISTRACION 2021 (Entrega)Kryshna VasquezAún no hay calificaciones
- Std-027 - v.2 Envasado LiohDocumento7 páginasStd-027 - v.2 Envasado LiohJhair CristobalAún no hay calificaciones
- Im-Inst-Con-7259-00 Limpieza Chute FijoDocumento12 páginasIm-Inst-Con-7259-00 Limpieza Chute FijoYan RiveraAún no hay calificaciones
- Metodologías para Administrar Operaciones Industriales, Jun 2021Documento163 páginasMetodologías para Administrar Operaciones Industriales, Jun 2021Emily E. MartínezAún no hay calificaciones
- Unidad 2 Fase 3 Grupo 212033 62 ConsolidacionDocumento47 páginasUnidad 2 Fase 3 Grupo 212033 62 ConsolidacionJOHN EDWARD BENJUMEA BENJUMEAAún no hay calificaciones
- Consultoria MermeladaDocumento11 páginasConsultoria MermeladaPaco MartinezAún no hay calificaciones
- Trabajo de Problemas Prof CamilaDocumento4 páginasTrabajo de Problemas Prof CamilaJohana Yole Bonilla SantanderAún no hay calificaciones
- Exp GlutekaDocumento3 páginasExp GlutekaErik Walter Tello TorresAún no hay calificaciones
- Op005 Procedimiento de Rearmado y ZunchadoDocumento1 páginaOp005 Procedimiento de Rearmado y ZunchadokimberlyAún no hay calificaciones
- Ejemplo de Matriz de RiesgosDocumento11 páginasEjemplo de Matriz de RiesgosSEGURIDAD Y SALUD EN EL TRABAJOAún no hay calificaciones
- Formato Caracterizacion de Procesos-OkisDocumento4 páginasFormato Caracterizacion de Procesos-OkisRaily Ramos FrancoAún no hay calificaciones
- Formato de Acta de Supervison A Iiee 2022Documento4 páginasFormato de Acta de Supervison A Iiee 2022Luis Alberto Reyna CulquiAún no hay calificaciones
- Mario Uribe Tarea Semana 2 Auditoria Interna de CalidadDocumento9 páginasMario Uribe Tarea Semana 2 Auditoria Interna de CalidadKarina SanchezAún no hay calificaciones
- Procedimiento de maquilaDocumento4 páginasProcedimiento de maquilaRichard HernandezAún no hay calificaciones
- KardexDocumento13 páginasKardexYoldin GallardoAún no hay calificaciones
- Procedimiento de maquila terminadoDocumento5 páginasProcedimiento de maquila terminadoRichard HernandezAún no hay calificaciones
- Aprendizaje Incidentes Ocurridos Durante Última Semana (10 Al 16 de Enero, 2024)Documento7 páginasAprendizaje Incidentes Ocurridos Durante Última Semana (10 Al 16 de Enero, 2024)francisco esquivel montenegroAún no hay calificaciones
- Estudio de Caso-PoesDocumento4 páginasEstudio de Caso-PoesLEIDY SORANY PUERTA GUTIERREZAún no hay calificaciones
- SGC-IOP-030 Control de Defecto Critico.V1Documento2 páginasSGC-IOP-030 Control de Defecto Critico.V1rodrigo abarcaAún no hay calificaciones
- Infome2 Corte Ii ProcesosDocumento17 páginasInfome2 Corte Ii ProcesosKathe SanchezAún no hay calificaciones
- Cadena de suministro RamoDocumento5 páginasCadena de suministro RamoNELSON LINARESAún no hay calificaciones
- Matriz de Peligros ModeloDocumento20 páginasMatriz de Peligros Modelomaria bermudezAún no hay calificaciones
- 8d EjemploDocumento4 páginas8d EjemploWilliam Richard QBAún no hay calificaciones
- Acciones correctivas para sellado de bolsas de alimento de 5kgDocumento4 páginasAcciones correctivas para sellado de bolsas de alimento de 5kgWilliam Richard QBAún no hay calificaciones
- 8D EjemploDocumento4 páginas8D EjemploANGIE BRIGGITE GARCIA TIPEAún no hay calificaciones
- Taller Identificación de Riesgos BASCDocumento2 páginasTaller Identificación de Riesgos BASCMaria PedrazaAún no hay calificaciones
- Mejora Continua de La CalidadDocumento8 páginasMejora Continua de La CalidadangelicaAún no hay calificaciones
- Plan de auditoría para certificación ISO 9001Documento5 páginasPlan de auditoría para certificación ISO 9001cristian ferney ramirezAún no hay calificaciones
- Auxiliar Operaciones CEDIDocumento8 páginasAuxiliar Operaciones CEDIJOSE ALEJANDRO LEON ERASOAún no hay calificaciones
- Producto 5Documento8 páginasProducto 5Nubia García CarrilloAún no hay calificaciones
- Proceso de producción y riesgos ergonómicosDocumento54 páginasProceso de producción y riesgos ergonómicosKatherine TafurAún no hay calificaciones
- Informe de Actividades de Febrero de 2022Documento22 páginasInforme de Actividades de Febrero de 2022YileFernandezFrancoAún no hay calificaciones
- JotaDocumento3 páginasJotaLaWebaalCuboAún no hay calificaciones
- ATS-DYG-WO-004 Mezcla de QuímicosDocumento3 páginasATS-DYG-WO-004 Mezcla de QuímicosRIO ORIENTAún no hay calificaciones
- GPR - Material Clase - Especial 1 - Diagramas de Flujo y Diagramas de ProcesoDocumento9 páginasGPR - Material Clase - Especial 1 - Diagramas de Flujo y Diagramas de ProcesoSandraMilenaOrozcoVianaAún no hay calificaciones
- Engorda y cosecha peces controladasDocumento5 páginasEngorda y cosecha peces controladasosalceveAún no hay calificaciones
- 8D EjemploDocumento4 páginas8D EjemploANGIE BRIGGITE GARCIA TIPEAún no hay calificaciones
- No Conformidad-ActualDocumento53 páginasNo Conformidad-ActualwilliamsAún no hay calificaciones
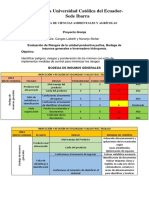
- Proyecto Granja 4Documento8 páginasProyecto Granja 4ALEXANDRA LIZBETH CANGAS ROSEROAún no hay calificaciones
- Formación pesqueraDocumento9 páginasFormación pesqueraYENIFFER NICOLH MONCADA CALDERONAún no hay calificaciones
- Matriz para Identificación de PeligrosDocumento10 páginasMatriz para Identificación de PeligrosPaola PachonAún no hay calificaciones
- Grupo 5Documento20 páginasGrupo 5MiJael CuevaAún no hay calificaciones
- Logística en Almacenes y Centros de DistribucíónDocumento21 páginasLogística en Almacenes y Centros de DistribucíónClaudia maceaAún no hay calificaciones
- Actividad de Aprendizaje 4 Proceso de TrazabilidadDocumento2 páginasActividad de Aprendizaje 4 Proceso de TrazabilidadPaola Garcia100% (6)
- Primera Clase Gestión de Almacen I.período II-2021Documento9 páginasPrimera Clase Gestión de Almacen I.período II-2021Proyectos DeliaAún no hay calificaciones
- Anexo 6 Ficha Acompañamiento Presencial SCD MC MG Rev 22-12-2021Documento3 páginasAnexo 6 Ficha Acompañamiento Presencial SCD MC MG Rev 22-12-2021Alexander FernándezAún no hay calificaciones
- Sistemas de Gestion Integrados, Sote Nivel 0 y Nivel 1Documento8 páginasSistemas de Gestion Integrados, Sote Nivel 0 y Nivel 1Familia FamiliaAún no hay calificaciones
- Actividad Academica No. 8 - 45001Documento4 páginasActividad Academica No. 8 - 45001miguel359Aún no hay calificaciones
- Trabajo de Auditoria GubernamentalDocumento4 páginasTrabajo de Auditoria GubernamentalGerardo ChoqueAún no hay calificaciones
- Terminación y expedición de tapones de corcho. MAMA0109De EverandTerminación y expedición de tapones de corcho. MAMA0109Calificación: 5 de 5 estrellas5/5 (1)
- Lavado y colmatado de tapones de corcho. MAMA0109De EverandLavado y colmatado de tapones de corcho. MAMA0109Aún no hay calificaciones
- 1P ListaDocumento1 página1P ListaAngela RosaAún no hay calificaciones
- FI34 18 5 20 RVDocumento2 páginasFI34 18 5 20 RVAngela RosaAún no hay calificaciones
- FI - 36 1 6 VFDocumento2 páginasFI - 36 1 6 VFAngela RosaAún no hay calificaciones
- Perú en crisis y mercados a la expectativaDocumento4 páginasPerú en crisis y mercados a la expectativaAngela RosaAún no hay calificaciones
- Mc-Buenas-Prácticas-En-La-Prevención-De-Accidentes-De ManosDocumento40 páginasMc-Buenas-Prácticas-En-La-Prevención-De-Accidentes-De ManosJohn Javier Pajaro LastraAún no hay calificaciones
- Fi48 Tech StocksDocumento4 páginasFi48 Tech StocksAngela RosaAún no hay calificaciones
- Fi59 Impacto ElectoralDocumento4 páginasFi59 Impacto ElectoralAngela RosaAún no hay calificaciones
- Fi62 Activos SegurosDocumento4 páginasFi62 Activos SegurosAngela RosaAún no hay calificaciones
- Rotura de vidrio en proceso de fabricación de conservasDocumento4 páginasRotura de vidrio en proceso de fabricación de conservasAngela RosaAún no hay calificaciones
- Rotura de vidrio en proceso de fabricación de conservasDocumento4 páginasRotura de vidrio en proceso de fabricación de conservasAngela RosaAún no hay calificaciones
- REPORTE FILAB FI33 11 5 20 RVDocumento2 páginasREPORTE FILAB FI33 11 5 20 RVAngela RosaAún no hay calificaciones
- Aislantes Electricos para Postes de Alta TenciónDocumento67 páginasAislantes Electricos para Postes de Alta TenciónAngela Rosa100% (1)
- Rotura de vidrio en proceso de fabricación de conservasDocumento4 páginasRotura de vidrio en proceso de fabricación de conservasAngela RosaAún no hay calificaciones
- INFORME #033-2023-LA-TDSA-CAL.: Tulpia Dorada SaDocumento8 páginasINFORME #033-2023-LA-TDSA-CAL.: Tulpia Dorada SaOrlando Barboza VasquezAún no hay calificaciones
- LEY 52 de Herencias VacantesDocumento12 páginasLEY 52 de Herencias VacantesJocce RamiroAún no hay calificaciones
- Unidad 1. Actividades de AprendizajeDocumento5 páginasUnidad 1. Actividades de AprendizajejesusAún no hay calificaciones
- Niveles de cortocircuito en barras del SNIDocumento17 páginasNiveles de cortocircuito en barras del SNIJohn PalacioAún no hay calificaciones
- Cuestionario Auditoria AdministrativaDocumento3 páginasCuestionario Auditoria AdministrativaAlejandro Palacios VargasAún no hay calificaciones
- Finiquito UpdsDocumento4 páginasFiniquito UpdsJose carlos GarciaAún no hay calificaciones
- Hoja de Información Nº10Documento8 páginasHoja de Información Nº10Moisés Sosa MasgoAún no hay calificaciones
- Razones y proporciones: Conceptos claveDocumento21 páginasRazones y proporciones: Conceptos claveAnahí RojasAún no hay calificaciones
- Tarea 8 PDFDocumento39 páginasTarea 8 PDFLenguaje De MarcasAún no hay calificaciones
- La Historia de NescafeDocumento3 páginasLa Historia de NescafeJoel Calero Flores100% (1)
- SOLUCION DE PROBLEMAS Semana 6 Anaisis OrganizacionalDocumento3 páginasSOLUCION DE PROBLEMAS Semana 6 Anaisis OrganizacionalJairo RiveraAún no hay calificaciones
- Lectura 2 - Estadística Aplicada A La Calidad y Aceptación de ProductosDocumento11 páginasLectura 2 - Estadística Aplicada A La Calidad y Aceptación de ProductosjazminromeroAún no hay calificaciones
- Ejercicios escalas temperaturaDocumento6 páginasEjercicios escalas temperaturawillygansAún no hay calificaciones
- Comparación Del Transporte en Colombia Del Siglo Xix Al XxiDocumento3 páginasComparación Del Transporte en Colombia Del Siglo Xix Al XxiCarlos Ospina JimenezAún no hay calificaciones
- Manual Transferencia de Tecnologia SostenibleDocumento61 páginasManual Transferencia de Tecnologia Sosteniblecova5609100% (3)
- Check List Data CenterDocumento18 páginasCheck List Data CenterManuel MiñanoAún no hay calificaciones
- Gestión turística y satisfacción del turista en Janac ChuquibambaDocumento137 páginasGestión turística y satisfacción del turista en Janac Chuquibambarichar mamani huaman100% (2)
- Subsanacion SOFIA VIJAEDocumento4 páginasSubsanacion SOFIA VIJAEmarisol mendoza toledo100% (1)
- Silvi CulturaDocumento19 páginasSilvi CulturaMarvin Josué MontejoAún no hay calificaciones
- Modelo Contrato SoftwareDocumento7 páginasModelo Contrato Softwareincolab ticAún no hay calificaciones
- Obligación de DarDocumento32 páginasObligación de DarJimmy Joel Guevara CoralAún no hay calificaciones
- GSC-56-2020 Reemplazo Abrazadera Manguera Calefacción Lado Motor. 2.0Documento6 páginasGSC-56-2020 Reemplazo Abrazadera Manguera Calefacción Lado Motor. 2.0roxtarAún no hay calificaciones
- Venta de ropa y accesorios AzumiDocumento32 páginasVenta de ropa y accesorios AzumiOscar Tipismana Pachas100% (1)
- Acta de Calificacion PenarretaDocumento5 páginasActa de Calificacion PenarretaALTEMAR ALEGRIAAún no hay calificaciones
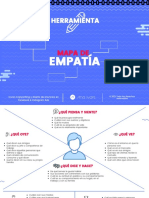
- Cuaderno Mapa de EmpatíaDocumento5 páginasCuaderno Mapa de EmpatíaVictor FernandezAún no hay calificaciones
- Presentación Hospital Italiano Buenos Aires - JCI - 2017Documento50 páginasPresentación Hospital Italiano Buenos Aires - JCI - 2017jorgebiolattoAún no hay calificaciones
- Trabajo Final Adm. Terminado PDFDocumento9 páginasTrabajo Final Adm. Terminado PDFFanny de los SantosAún no hay calificaciones
- Falcon Gosch Planeamiento Cacao PDFDocumento208 páginasFalcon Gosch Planeamiento Cacao PDFAngel Salas TapullimaAún no hay calificaciones
- Puma AbarroteriaDocumento116 páginasPuma Abarroteriakeila mejiaAún no hay calificaciones
- Ver Venom 2 - Habrá Matanza Online HD Gratis Pelicula COMPLETA en Español 2021 LatinoDocumento7 páginasVer Venom 2 - Habrá Matanza Online HD Gratis Pelicula COMPLETA en Español 2021 LatinoEli Esther0% (1)