También podría gustarte
- Mecánica de la fractura y análisis de falla en metalesDe EverandMecánica de la fractura y análisis de falla en metalesCalificación: 4.5 de 5 estrellas4.5/5 (3)
- Historia clínico psico-nutricionalDocumento15 páginasHistoria clínico psico-nutricionalMiti è Tabù MinimalismeAún no hay calificaciones
- Procesos de TroqueladoDocumento24 páginasProcesos de TroqueladoEmilio GarcíaAún no hay calificaciones
- Estampado de Chapa en FríoDocumento22 páginasEstampado de Chapa en Fríolucas100% (2)
- Ejercicios sobre elasticidad y resistencia de materialesDe EverandEjercicios sobre elasticidad y resistencia de materialesAún no hay calificaciones
- Problemas de Extrusión y Trefilado FinalDocumento14 páginasProblemas de Extrusión y Trefilado FinalGRACIELA QUISPE HUAMAN100% (1)
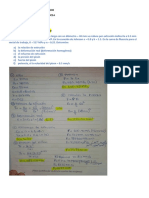
- como se solicitó. Resume el tema principal del documento, que trata sobre diferentes problemas relacionados con el cálculo del calado máximo en operaciones de laminado, forjado y extrusiónDocumento16 páginascomo se solicitó. Resume el tema principal del documento, que trata sobre diferentes problemas relacionados con el cálculo del calado máximo en operaciones de laminado, forjado y extrusiónfranck50% (10)
- Clase Practica #4Documento4 páginasClase Practica #4Hugo Romero0% (1)
- Samclcsdchcons-410 Procedimiento Uso y Manejo de Herramientas Manuales y Portatiles Rev Oo Metso OutotecDocumento27 páginasSamclcsdchcons-410 Procedimiento Uso y Manejo de Herramientas Manuales y Portatiles Rev Oo Metso OutotecCesar QuintanaAún no hay calificaciones
- Proceso Administrativo PDFDocumento76 páginasProceso Administrativo PDFCristian Camilo Londoño AcostaAún no hay calificaciones
- Conexiones Con PernosDocumento18 páginasConexiones Con PernosVanesaRuizAún no hay calificaciones
- Resistencia de materiales 1 - problemas de torsión y fuerza axialDocumento19 páginasResistencia de materiales 1 - problemas de torsión y fuerza axialCristianMochcco100% (1)
- 05 DH Diseño de TroquelesDocumento38 páginas05 DH Diseño de Troquelesdiegograff18Aún no hay calificaciones
- ProblemasDocumento14 páginasProblemasPedroFarfanMartel67% (3)
- Iwori PDFDocumento18 páginasIwori PDFLibny JH100% (1)
- Mod 01 Operacion Cpluma SeguridadDocumento21 páginasMod 01 Operacion Cpluma SeguridadCesar QuintanaAún no hay calificaciones
- Ejercicio Biela Procesos 1Documento19 páginasEjercicio Biela Procesos 1Elver Rivera100% (1)
- Proyecto TrefDocumento11 páginasProyecto TrefFernando HaroAún no hay calificaciones
- 2da Dirigida Deformacion Plastica 20201Documento2 páginas2da Dirigida Deformacion Plastica 20201Diego Cesar Florez PeraltillaAún no hay calificaciones
- Uniones Atornilladas Tornillos Pretensados 13Documento13 páginasUniones Atornilladas Tornillos Pretensados 13ivantrax116Aún no hay calificaciones
- Guiadeproblemas PDFDocumento5 páginasGuiadeproblemas PDFJaime OrmeñoAún no hay calificaciones
- Falla por fatiga en eje de salida de caja reductoraDocumento6 páginasFalla por fatiga en eje de salida de caja reductoraalexissalazarAún no hay calificaciones
- Guia Corte y DobladoDocumento9 páginasGuia Corte y Dobladoeder rojasAún no hay calificaciones
- Falla de Vastago Por Compresion CiclicaDocumento6 páginasFalla de Vastago Por Compresion Ciclicawrsb0303Aún no hay calificaciones
- Cuaderno de Ejercicios N 8 TorsionDocumento7 páginasCuaderno de Ejercicios N 8 TorsionNelsy VisaAún no hay calificaciones
- 1ra Dirigida de Deformacion Volumetrica 20212Documento2 páginas1ra Dirigida de Deformacion Volumetrica 20212Luz Maritriny MERA AVELLANEDAAún no hay calificaciones
- Problema 2Documento13 páginasProblema 2yampierAún no hay calificaciones
- 1.PC2 - BalotarioDocumento5 páginas1.PC2 - BalotarioMiguelAún no hay calificaciones
- PC N°3 exámenesDocumento5 páginasPC N°3 exámenesJoseph EspinozaAún no hay calificaciones
- Duracion Herramientas de CorteDocumento5 páginasDuracion Herramientas de CorteAlejandroConstenllaAún no hay calificaciones
- Ejercicios y Preguntas - Torsión - CompresiónDocumento5 páginasEjercicios y Preguntas - Torsión - CompresiónAngel RojasAún no hay calificaciones
- Anexo 4 Conexiones de plancha simpleDocumento8 páginasAnexo 4 Conexiones de plancha simpleCarlos ZapataAún no hay calificaciones
- XDDocumento7 páginasXDJherson Denys Contreras RamosAún no hay calificaciones
- Problemas de materiales y ciencia de la ingenieríaDocumento2 páginasProblemas de materiales y ciencia de la ingenieríajochemaAún no hay calificaciones
- Par Torsor, Esfuerzo Cortante y Deformaciones en FlechasDocumento5 páginasPar Torsor, Esfuerzo Cortante y Deformaciones en FlechasDANIELA SOFIA SIERRA NAVARROAún no hay calificaciones
- Clase 4 LasruniDocumento32 páginasClase 4 LasruniquequediospeAún no hay calificaciones
- Fabricación de engranes mediante polvos metálicos y cálculo de fuerzas de prensadoDocumento3 páginasFabricación de engranes mediante polvos metálicos y cálculo de fuerzas de prensadosantiago147852Aún no hay calificaciones
- Conexiones MetálicasDocumento33 páginasConexiones MetálicasERNESTOAún no hay calificaciones
- Calculo Holgura Centro Presion DoblezDocumento35 páginasCalculo Holgura Centro Presion DoblezLuisR.MontesinosRamosAún no hay calificaciones
- Diseño de Conexiones Remachadas y AtornilladasDocumento17 páginasDiseño de Conexiones Remachadas y Atornilladassergio tolozaAún no hay calificaciones
- Problemas Propuestos de Troquelado de La Chapa-Semestre A-2016 PDFDocumento10 páginasProblemas Propuestos de Troquelado de La Chapa-Semestre A-2016 PDF1rubena1Aún no hay calificaciones
- Sebas M - Segujndo Trabajo Practico Ci-2021Documento9 páginasSebas M - Segujndo Trabajo Practico Ci-2021Sebas MAún no hay calificaciones
- Problemas de resistencia al impacto y tenacidad de materialesDocumento13 páginasProblemas de resistencia al impacto y tenacidad de materialesBetzabeth RinconAún no hay calificaciones
- 4 B1 ECd 01Documento18 páginas4 B1 ECd 01Miguel ValleAún no hay calificaciones
- Taller Extrusión y EstiradoDocumento3 páginasTaller Extrusión y EstiradoJohana RamirezAún no hay calificaciones
- Seccion EmpernadaDocumento14 páginasSeccion EmpernadaManuel Eduardo Huaco ZanabriaAún no hay calificaciones
- Diseño de conexiones soldadas y empernadas para un pórtico de aceroDocumento85 páginasDiseño de conexiones soldadas y empernadas para un pórtico de acerojuan bazalarAún no hay calificaciones
- Procesos de fabricación 1: Problemas de deformación plástica y fluenciaDocumento5 páginasProcesos de fabricación 1: Problemas de deformación plástica y fluenciaFrancisco Loyola CarrascoAún no hay calificaciones
- Resistencia a la fractura en uniones soldadas de tuberías X80Documento15 páginasResistencia a la fractura en uniones soldadas de tuberías X80JOSE RODRIGUEZAún no hay calificaciones
- Clasesacerogelacio 130626125502 Phpapp02 - Parte5Documento3 páginasClasesacerogelacio 130626125502 Phpapp02 - Parte5Andres MoralesAún no hay calificaciones
- Tarea #1-2Documento3 páginasTarea #1-2Nelson OrellanaAún no hay calificaciones
- Probs Trefilado Embutido SolucDocumento8 páginasProbs Trefilado Embutido SolucAlfredo FloresAún no hay calificaciones
- Conexiones Simples.Documento23 páginasConexiones Simples.ISABEL CAROLINA LOPEZ MUTUMBAJOYAún no hay calificaciones
- Conexiones Soldadura y Pernos Ula Prof - America B.torijaDocumento60 páginasConexiones Soldadura y Pernos Ula Prof - America B.torijaJose HidalgoAún no hay calificaciones
- Corte CdelADocumento6 páginasCorte CdelAIsaac ZTAún no hay calificaciones
- Preguntas tipo test sobre soldadura (50% nota 1a parteDocumento10 páginasPreguntas tipo test sobre soldadura (50% nota 1a parteRAMIRO GARCIA CANCELAAún no hay calificaciones
- Act 4 Ing de MaterialesDocumento20 páginasAct 4 Ing de MaterialesRonald Ibañez RodriguezAún no hay calificaciones
- Problemas Propuestos Nro. 2 - R.materiales I - CIV5-4, 5Documento2 páginasProblemas Propuestos Nro. 2 - R.materiales I - CIV5-4, 5AlejandroAún no hay calificaciones
- Compilado de EX2Documento11 páginasCompilado de EX2Claudia GianelaAún no hay calificaciones
- Poblemas 21 - 22 - ENUNCIADOSDocumento18 páginasPoblemas 21 - 22 - ENUNCIADOSLuciano Sánchez AramburuAún no hay calificaciones
- Problemas Propuestos de Troquelado de La Chapa-Semestre B-2011Documento12 páginasProblemas Propuestos de Troquelado de La Chapa-Semestre B-2011Ruben Añez50% (2)
- 2da Dirigida de Deformacion Volumetrica 20222Documento2 páginas2da Dirigida de Deformacion Volumetrica 20222Alex FvAún no hay calificaciones
- OPERACIONES DE EXTRUSIÓN y TREFILADODocumento2 páginasOPERACIONES DE EXTRUSIÓN y TREFILADOGuzman Chllp VanssthAún no hay calificaciones
- Serie de ejercicios_TorsiónDocumento2 páginasSerie de ejercicios_TorsiónJudith PérezAún no hay calificaciones
- Simbolos HidraulicosDocumento26 páginasSimbolos Hidraulicosmeganemesis100% (1)
- Samclcsdchcons-413 Procedimiento Mantenimiento de Molino de Bolas A0 y RepasoDocumento22 páginasSamclcsdchcons-413 Procedimiento Mantenimiento de Molino de Bolas A0 y RepasoCesar QuintanaAún no hay calificaciones
- Samclcsdchcons-412 Procedimiento Alineación Laser de Ejes Con Equipo SKFDocumento37 páginasSamclcsdchcons-412 Procedimiento Alineación Laser de Ejes Con Equipo SKFCesar QuintanaAún no hay calificaciones
- Ejem 5 FreettingDocumento2 páginasEjem 5 FreettingCesar QuintanaAún no hay calificaciones
- Samclcsdchcons-401 Procedimiento Bloqueo de EquiposDocumento24 páginasSamclcsdchcons-401 Procedimiento Bloqueo de EquiposCesar QuintanaAún no hay calificaciones
- Samclcsdchcons-406 Procedimiento de Armado y Desarme de AndamiosDocumento33 páginasSamclcsdchcons-406 Procedimiento de Armado y Desarme de AndamiosCesar QuintanaAún no hay calificaciones
- Samclcsdchcons-408 Procedimiento Operación de Camión PlumaDocumento21 páginasSamclcsdchcons-408 Procedimiento Operación de Camión PlumaCesar QuintanaAún no hay calificaciones
- Samclcsdchcons-407 Procedimiento de Operación Grúa HorquillaDocumento21 páginasSamclcsdchcons-407 Procedimiento de Operación Grúa HorquillaCesar QuintanaAún no hay calificaciones
- Mod 03 Tec Maniob CplumaDocumento21 páginasMod 03 Tec Maniob CplumaCesar QuintanaAún no hay calificaciones
- Samclcsdchcons-403 Procedimiento Trabajo en CalienteDocumento32 páginasSamclcsdchcons-403 Procedimiento Trabajo en CalienteCesar QuintanaAún no hay calificaciones
- FM04 02 05 11Documento12 páginasFM04 02 05 11eel_tofiiAún no hay calificaciones
- Samclcsdchcons-404 Procedimiento Trabajo en Altura FísicaDocumento30 páginasSamclcsdchcons-404 Procedimiento Trabajo en Altura FísicaCesar QuintanaAún no hay calificaciones
- Samclcsdchcons-402 Procedimiento de Trabajo de IzajeDocumento35 páginasSamclcsdchcons-402 Procedimiento de Trabajo de IzajeCesar QuintanaAún no hay calificaciones
- Mod 02 Operacion CplumaDocumento17 páginasMod 02 Operacion CplumaCesar QuintanaAún no hay calificaciones
- Ejem 4 Tipos de GrafitoDocumento4 páginasEjem 4 Tipos de GrafitoCesar QuintanaAún no hay calificaciones
- Certificado de Alumno: Código de Verificación 509D8CFCD06BCCFCDocumento1 páginaCertificado de Alumno: Código de Verificación 509D8CFCD06BCCFCCesar QuintanaAún no hay calificaciones
- WR450FDocumento1 páginaWR450FCesar QuintanaAún no hay calificaciones
- YZ450FXDocumento1 páginaYZ450FXCesar QuintanaAún no hay calificaciones
- Valerdi Tesis. El Tiempo Libre en Condiciones de Flexibildad Del Trabajo. 2005 PDFDocumento286 páginasValerdi Tesis. El Tiempo Libre en Condiciones de Flexibildad Del Trabajo. 2005 PDFCesar QuintanaAún no hay calificaciones
- SalidaDocumento1 páginaSalidaCarlos Sagas SamaniegoAún no hay calificaciones
- Uber Portier B.V. - Contrato de Servicios Tecnologicos Oct 1, 2018Documento20 páginasUber Portier B.V. - Contrato de Servicios Tecnologicos Oct 1, 2018Fran Danie SantibañezAún no hay calificaciones
- Ficha Tecnica Accent 21.5x28 Cm.Documento2 páginasFicha Tecnica Accent 21.5x28 Cm.Cesar QuintanaAún no hay calificaciones
- Trabajo Administracion Del MantenimientoDocumento3 páginasTrabajo Administracion Del MantenimientoCesar QuintanaAún no hay calificaciones
- MAC (Mapeo de Actores ClaveDocumento18 páginasMAC (Mapeo de Actores ClavePiti Spencer100% (1)
- Respuesta de Montes y CastilloDocumento1 páginaRespuesta de Montes y CastilloCesar QuintanaAún no hay calificaciones
- Basay XXXX (2637)Documento8 páginasBasay XXXX (2637)Cesar QuintanaAún no hay calificaciones
- Avance 11.45 AmDocumento12 páginasAvance 11.45 AmCesar QuintanaAún no hay calificaciones
- Taller Gestión de Residuos AdidasDocumento3 páginasTaller Gestión de Residuos AdidasDanna MartínezAún no hay calificaciones
- Los Diez Beneficios de La PiñaDocumento3 páginasLos Diez Beneficios de La PiñaJohn KarlosAún no hay calificaciones
- TESIS Jaén RevisadaDocumento63 páginasTESIS Jaén Revisadacecilia diaz tantaricoAún no hay calificaciones
- Textos Nicolás de CondorcetDocumento6 páginasTextos Nicolás de CondorcetEzequiel Gonzalez100% (1)
- Capítulo 11Documento8 páginasCapítulo 11noel pocoacaAún no hay calificaciones
- Linear Traits Spanish PDFDocumento4 páginasLinear Traits Spanish PDFRoxana CllAún no hay calificaciones
- Código CIIU Año 2007Documento506 páginasCódigo CIIU Año 2007Brenda MafaldaAún no hay calificaciones
- Guía para Estudio Idependiente 1 - QGDocumento5 páginasGuía para Estudio Idependiente 1 - QGMaría CoronadoAún no hay calificaciones
- Sueldo de Gerentes y IessDocumento3 páginasSueldo de Gerentes y IessPaul CarrilloAún no hay calificaciones
- Cartilla - PracticoNumero7 - Masas de Agua2021Documento9 páginasCartilla - PracticoNumero7 - Masas de Agua2021Guadalupe CascallaresAún no hay calificaciones
- 1000-Problemas-Resueltos-De-Razonmaiento LogicoDocumento388 páginas1000-Problemas-Resueltos-De-Razonmaiento LogicoJorge ContrerasAún no hay calificaciones
- Tartamudez - Mirada PsicodinámicaDocumento9 páginasTartamudez - Mirada PsicodinámicaGuadii GonzalezAún no hay calificaciones
- Memoria Descriptiva - AucayacuDocumento56 páginasMemoria Descriptiva - AucayacuTony Quevedo GuimareyAún no hay calificaciones
- Cronograma de Riesgo LocativoDocumento6 páginasCronograma de Riesgo LocativoAna TapiasAún no hay calificaciones
- 01 - Sindrome PFAPA DX y TtoDocumento8 páginas01 - Sindrome PFAPA DX y TtoMario RomoAún no hay calificaciones
- Valoracion MuscularDocumento3 páginasValoracion MuscularAngel Guerra GuzmanAún no hay calificaciones
- Mitos y Realidades de La Violencia FamiliarDocumento17 páginasMitos y Realidades de La Violencia FamiliarSandra Bender100% (1)
- Vivero Jaibana La Virginia 1233Documento13 páginasVivero Jaibana La Virginia 1233tillo1995Aún no hay calificaciones
- Maria FerDocumento10 páginasMaria FerMauricio Ordoñez AriasAún no hay calificaciones
- Aislante TermicoDocumento5 páginasAislante TermicoErnesto Alberto Carro LópezAún no hay calificaciones
- Artritis Reumatoide: Morfología y Fases de la InflamaciónDocumento2 páginasArtritis Reumatoide: Morfología y Fases de la InflamaciónLiz Espinoza Zambrano0% (1)
- V-Gowin-Practica 2-Desintegracion RadiactivaDocumento2 páginasV-Gowin-Practica 2-Desintegracion RadiactivaJerónimo García ZapataAún no hay calificaciones
- Obtencion Acido Borico InformacionDocumento6 páginasObtencion Acido Borico InformacionRolandoAún no hay calificaciones
- Historia Clinica: Datos Generales Del PacienteDocumento4 páginasHistoria Clinica: Datos Generales Del PacienteLuz EscorciaAún no hay calificaciones
- Nomenclatura Quimica de Los Compuestos Inorganicos 2022Documento7 páginasNomenclatura Quimica de Los Compuestos Inorganicos 2022Daniela Suarez SuarezAún no hay calificaciones
- Tipos de Laboratorios de Criminalistica en MexicoDocumento2 páginasTipos de Laboratorios de Criminalistica en MexicoRoberth MendezAún no hay calificaciones
- Inapa-Ccc-Cp-2019-0087 Especificaciones Tecnicas Tanque Vitrificado 1Documento16 páginasInapa-Ccc-Cp-2019-0087 Especificaciones Tecnicas Tanque Vitrificado 1Wilson Torres TorresAún no hay calificaciones
- Buffer Solución AmortiguadoraDocumento1 páginaBuffer Solución AmortiguadoraJoselin HernandezAún no hay calificaciones