También podría gustarte
- Poe 005-Trabajos Con AceroDocumento11 páginasPoe 005-Trabajos Con AceroRichi Rold WagnerAún no hay calificaciones
- Poe 005-Trabajos Con AceroDocumento11 páginasPoe 005-Trabajos Con AceroRichi Rold WagnerAún no hay calificaciones
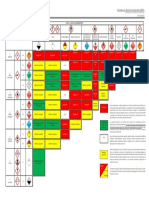
- SGIst0022 - Anexo 2 - Compatibilidad GHSDocumento1 páginaSGIst0022 - Anexo 2 - Compatibilidad GHSRichi Rold WagnerAún no hay calificaciones
- Poe 002-Habilitacion de Campamento y FacilidadesDocumento12 páginasPoe 002-Habilitacion de Campamento y FacilidadesRichi Rold WagnerAún no hay calificaciones
- Cel Cap21017 2101063 PR 003Documento32 páginasCel Cap21017 2101063 PR 003Richi Rold WagnerAún no hay calificaciones
- Clorox Tradicional CloroxDocumento7 páginasClorox Tradicional CloroxRichi Rold WagnerAún no hay calificaciones
- Document 2Documento4 páginasDocument 2juliohanccozAún no hay calificaciones
- Poe 006-Instalacion Agua, Desague e Inst. ElectricaDocumento9 páginasPoe 006-Instalacion Agua, Desague e Inst. ElectricaRichi Rold WagnerAún no hay calificaciones
- Gestión seguridad salud ocupacional contratistasDocumento3 páginasGestión seguridad salud ocupacional contratistasRichi Rold WagnerAún no hay calificaciones
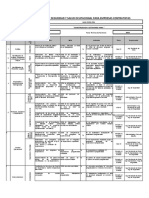
- Matriz de Gestión de Riesgos de Seguridad para Construcción de Vestuarios de MinaDocumento3 páginasMatriz de Gestión de Riesgos de Seguridad para Construcción de Vestuarios de MinaRichi Rold WagnerAún no hay calificaciones
- Sub - 0050 - Actualizacion de Procedimiento - Relleno y CompactacionDocumento2 páginasSub - 0050 - Actualizacion de Procedimiento - Relleno y CompactacionRichi Rold WagnerAún no hay calificaciones
- Plan de izaje para operación segura de menos deDocumento1 páginaPlan de izaje para operación segura de menos deRenato Salas ValenciaAún no hay calificaciones
- 11 Pintura en Spray Colores PDFDocumento6 páginas11 Pintura en Spray Colores PDFChristian Vega RojasAún no hay calificaciones
- AcreditacionDocumento1 páginaAcreditacionRichi Rold WagnerAún no hay calificaciones
- Cemento Conductivo Thor CemDocumento4 páginasCemento Conductivo Thor CemRichi Rold WagnerAún no hay calificaciones
- Resolución Jefatural N°067-2021-SUNARP-Z.R.N°XII (R) (R) (R) (R) (R) (R) (R) (R) (R) (R) (R) (R) (R) (R) (R) (R) (R) (R) (R) (R) (R)Documento5 páginasResolución Jefatural N°067-2021-SUNARP-Z.R.N°XII (R) (R) (R) (R) (R) (R) (R) (R) (R) (R) (R) (R) (R) (R) (R) (R) (R) (R) (R) (R) (R)Richi Rold WagnerAún no hay calificaciones
- Registro de Auditoría de Controles Críticos: Sociedad Minera Cerro VerdeDocumento2 páginasRegistro de Auditoría de Controles Críticos: Sociedad Minera Cerro VerdeRichi Rold WagnerAún no hay calificaciones
- Cibano 500 Brochure EspDocumento24 páginasCibano 500 Brochure EspLaura AgudeloAún no hay calificaciones
- Galvanizado en Frio HDS PDFDocumento12 páginasGalvanizado en Frio HDS PDFMaureen Arancibia Eyzaguirre50% (2)
- Uso de La Ficha de Datos de SeguridadDocumento1 páginaUso de La Ficha de Datos de SeguridadRichi Rold WagnerAún no hay calificaciones
- LOTO prueba inicio seguridad energíaDocumento2 páginasLOTO prueba inicio seguridad energíaRichi Rold WagnerAún no hay calificaciones
- 2021 - Charla Semanal N°32 Manejo de Productos Químicos - Parte IDocumento1 página2021 - Charla Semanal N°32 Manejo de Productos Químicos - Parte IRichi Rold WagnerAún no hay calificaciones
- Prueba Final de LototoDocumento2 páginasPrueba Final de LototoRichi Rold Wagner100% (1)
- Prueba Final de LototoDocumento2 páginasPrueba Final de LototoRichi Rold WagnerAún no hay calificaciones
- Icmt Cap180791150000 1803126 PR 004Documento18 páginasIcmt Cap180791150000 1803126 PR 004Richi Rold WagnerAún no hay calificaciones
- Icmt Cap180791150000 1803126 PR 007Documento5 páginasIcmt Cap180791150000 1803126 PR 007Richi Rold WagnerAún no hay calificaciones
- Prueba de Inicio de LototoDocumento2 páginasPrueba de Inicio de LototoRichi Rold WagnerAún no hay calificaciones
- Icmt Cap180791150000 1803126 PR 005Documento9 páginasIcmt Cap180791150000 1803126 PR 005Richi Rold WagnerAún no hay calificaciones
- Icmt Cap180791150000 1803126 PCC 001Documento15 páginasIcmt Cap180791150000 1803126 PCC 001Richi Rold WagnerAún no hay calificaciones
- Informe 1Documento14 páginasInforme 1Luis AlianoAún no hay calificaciones
- Laboratorio Difusión de CarbonoDocumento28 páginasLaboratorio Difusión de CarbonoJuan AraujoAún no hay calificaciones
- TALLER 1 Mecanica de FluidosDocumento9 páginasTALLER 1 Mecanica de FluidosSebastian CifuentesAún no hay calificaciones
- Manual para Subsea IwcfDocumento227 páginasManual para Subsea Iwcfrimel warnesAún no hay calificaciones
- El TEG y La Gerencia de ProyectosDocumento12 páginasEl TEG y La Gerencia de Proyectosvinciordanes0% (1)
- Bomba de engranajes para transporte de melaza: cálculo de potencia requeridaDocumento7 páginasBomba de engranajes para transporte de melaza: cálculo de potencia requeridaRoberto Cruz100% (1)
- Contactoresrelevadores SDocumento69 páginasContactoresrelevadores Sangeljavier9100% (1)
- PTS 001 Instalacion de Faena Rev 0 OBSOLETODocumento37 páginasPTS 001 Instalacion de Faena Rev 0 OBSOLETOLuciano AranedaAún no hay calificaciones
- Libro VaporDocumento14 páginasLibro VaporNancy Noemi Lenz100% (3)
- Osmometro Tipo 6Documento16 páginasOsmometro Tipo 6Felix MontemayorAún no hay calificaciones
- NTC 3389 - Coordinación de AislamientoDocumento143 páginasNTC 3389 - Coordinación de AislamientoCristian Chg100% (1)
- Combustibles Sólidos. Capítulo 1. Características Del CoqueDocumento8 páginasCombustibles Sólidos. Capítulo 1. Características Del CoqueSiranaki100% (2)
- Informe Numero 3 - Electronica 1Documento6 páginasInforme Numero 3 - Electronica 1Erlyn J. MenjivarAún no hay calificaciones
- EntropiaDocumento17 páginasEntropiaMelissa GómezAún no hay calificaciones
- Dinamica Jean Carlos Miraba QuijijeDocumento16 páginasDinamica Jean Carlos Miraba QuijijeLizardo RodriguezAún no hay calificaciones
- Monitoreo hidráulicas prensas CelulosaDocumento230 páginasMonitoreo hidráulicas prensas CelulosaluisAún no hay calificaciones
- Final Expediente CusiniDocumento171 páginasFinal Expediente Cusinijhonny aarpi arpiAún no hay calificaciones
- Instalación de Equipos de GLDocumento11 páginasInstalación de Equipos de GLGONTONIAún no hay calificaciones
- Primeros Auxilios de La AgriculturaDocumento17 páginasPrimeros Auxilios de La AgriculturaIsmael Espinoza ReymundoAún no hay calificaciones
- Guia de Referencia Tecnica SpiraxSarco Distribucion de Vapor PDFDocumento64 páginasGuia de Referencia Tecnica SpiraxSarco Distribucion de Vapor PDFOscar MolinaAún no hay calificaciones
- Trabajo de Prueba de Pozo.Documento6 páginasTrabajo de Prueba de Pozo.Williams Josè Lucena MelendezAún no hay calificaciones
- Hidrologia en Relacion A La Ingenieria CivilDocumento5 páginasHidrologia en Relacion A La Ingenieria CivilRaulinho CalleAún no hay calificaciones
- PCM Lab 6 7Documento21 páginasPCM Lab 6 7Gian Carlos Dheyvi Quispe RiveraAún no hay calificaciones
- Amef de Luis FelipeDocumento45 páginasAmef de Luis FelipeStefanyRodriguezNobreda100% (1)
- Sunoptics 51037 PDFDocumento8 páginasSunoptics 51037 PDFKeidi UitzilAún no hay calificaciones
- Cap. 04 Htas y Eq. PisoDocumento28 páginasCap. 04 Htas y Eq. PisoMisael Lag100% (15)
- Electrobomba 2CPDocumento10 páginasElectrobomba 2CPMarlon MuniveAún no hay calificaciones
- Loteria Seres VivosDocumento3 páginasLoteria Seres VivosrbpztaAún no hay calificaciones
- Bio-Estimulador Muscular para El Tratamiento de La CelulitisDocumento2 páginasBio-Estimulador Muscular para El Tratamiento de La CelulitisRamiro MontañoAún no hay calificaciones
- Nte Inen 2266Documento97 páginasNte Inen 2266wilmersimbaAún no hay calificaciones