También podría gustarte
- Reingenieria y LogisticaDocumento4 páginasReingenieria y LogisticaDennis Ayosha Garcia0% (1)
- Procesos de manufactura y medición de precisiónDocumento6 páginasProcesos de manufactura y medición de precisiónBonnelly Peralta AlmanzarAún no hay calificaciones
- APLICACIÓN DE LA TÉCNICA SMED PARA MEJORAR LA PRODUCTIVIDAD - CorecciónDocumento209 páginasAPLICACIÓN DE LA TÉCNICA SMED PARA MEJORAR LA PRODUCTIVIDAD - CorecciónJuan SelecciónAún no hay calificaciones
- NTP 231.400 - 2Documento4 páginasNTP 231.400 - 2LuciferAún no hay calificaciones
- Sistema Logístico de Empresa TextilDocumento15 páginasSistema Logístico de Empresa TextilIkari ShinjiAún no hay calificaciones
- Trabajo Final Diseño de Plantas IndustrialesDocumento18 páginasTrabajo Final Diseño de Plantas IndustrialesJeremias Medina TelloAún no hay calificaciones
- Caso Práctico. Revision2Documento12 páginasCaso Práctico. Revision2karinaaguilar1987Aún no hay calificaciones
- Ejemplo de Aportaciones Del Doctor DemingDocumento6 páginasEjemplo de Aportaciones Del Doctor DemingArletty CruzAún no hay calificaciones
- Aris Industrial WDocumento21 páginasAris Industrial WLuis Choque ZamoraAún no hay calificaciones
- Informe Smed FinalDocumento22 páginasInforme Smed FinalSergio PeñaAún no hay calificaciones
- Entrada y Salida ZulmaDocumento21 páginasEntrada y Salida ZulmaJohn CoronadoAún no hay calificaciones
- Mantenimiento Calzado SAcDocumento8 páginasMantenimiento Calzado SAcHar VasKzAún no hay calificaciones
- Guia de Ejercicios N°1Documento27 páginasGuia de Ejercicios N°1Renan Tamayo RiosAún no hay calificaciones
- Actividad - 1 Distribucion y LogisticaDocumento5 páginasActividad - 1 Distribucion y Logisticaabrahan9kahenAún no hay calificaciones
- 3raPC - Gerencia Inventarios - EOQ - UNIDocumento1 página3raPC - Gerencia Inventarios - EOQ - UNIThalia Nahilia Figueroa Rodríguez100% (1)
- Caso Real de La Localizacion de Una PlantaDocumento71 páginasCaso Real de La Localizacion de Una PlantaLuis Abanto CayraAún no hay calificaciones
- Preguntas Cap 09 GAITHERDocumento8 páginasPreguntas Cap 09 GAITHERJavier Turcios100% (1)
- Compresores neumáticos guía completaDocumento15 páginasCompresores neumáticos guía completaMargarita BedoyaAún no hay calificaciones
- Cross DockingDocumento20 páginasCross DockingJuCaRoVeAún no hay calificaciones
- Ventajas de Los Sistemas de Preparación de Pedidos "Producto A Hombre"Documento2 páginasVentajas de Los Sistemas de Preparación de Pedidos "Producto A Hombre"Juli SurberAún no hay calificaciones
- Celdas de ManufacturaDocumento25 páginasCeldas de ManufacturaJesus BartoloAún no hay calificaciones
- MSA CuestionarioDocumento1 páginaMSA CuestionarioUrielAún no hay calificaciones
- Obtención de vinagre a partir de uva IsabellaDocumento106 páginasObtención de vinagre a partir de uva IsabellaFelipe Correa MahechaAún no hay calificaciones
- Analisis P-Q Diagrama de Recorrido PDFDocumento21 páginasAnalisis P-Q Diagrama de Recorrido PDFMANCO RAMOS LUIS RENATOAún no hay calificaciones
- Maquinas CorregidosDocumento20 páginasMaquinas CorregidosJean C. LaymeAún no hay calificaciones
- Cuestionario 1Documento29 páginasCuestionario 1Anonymous bOJLx8jOZnAún no hay calificaciones
- Factores Que Afectan La Distribución de PlantaDocumento100 páginasFactores Que Afectan La Distribución de PlantaGABY67% (3)
- Tiempo Por CronometrajeDocumento51 páginasTiempo Por CronometrajeCristhian Aroni ZavaletaAún no hay calificaciones
- 3tema4 Ejemplos de BalancesDocumento13 páginas3tema4 Ejemplos de BalancesSamuel LariosAún no hay calificaciones
- Taller Fifo Lifo Fefo System CenterDocumento7 páginasTaller Fifo Lifo Fefo System CenterArizaH SBAún no hay calificaciones
- Metodo ActualDocumento4 páginasMetodo ActualRubenTorresAún no hay calificaciones
- Modelo RS de inventarios para logística de reversaDocumento11 páginasModelo RS de inventarios para logística de reversaJHOSMAR_22Aún no hay calificaciones
- Sistema de Almacenamiento CompactoDocumento10 páginasSistema de Almacenamiento CompactoEinstein Cordova CarrascoAún no hay calificaciones
- Etapas de La Industria ManufactureraDocumento6 páginasEtapas de La Industria ManufactureraStefanii Zamora67% (3)
- Guía Metodología de Diseño Del LAYOUTDocumento27 páginasGuía Metodología de Diseño Del LAYOUTLuiggi JordánAún no hay calificaciones
- Factores Que Afectan La Distribución en Planta Factor MaquinariaDocumento12 páginasFactores Que Afectan La Distribución en Planta Factor MaquinariaJuan Camilo Rios LozanoAún no hay calificaciones
- Sistema de Programación Job ShopDocumento10 páginasSistema de Programación Job ShopAileen KarinaAún no hay calificaciones
- Distribucion de Planta UPIICSADocumento10 páginasDistribucion de Planta UPIICSAAlejandro Fonseca MillanAún no hay calificaciones
- Logistica Inversa (Carton)Documento48 páginasLogistica Inversa (Carton)Pepe AbdonAún no hay calificaciones
- Sistemas de gestión de la calidad con enfoque al clienteDocumento116 páginasSistemas de gestión de la calidad con enfoque al clienteVictoria HidalgoAún no hay calificaciones
- TF AtlánticaDocumento28 páginasTF AtlánticaHermis aaron alcantara rojasAún no hay calificaciones
- MADE Inventarios y Almacenes TeoriaDocumento28 páginasMADE Inventarios y Almacenes TeoriaAdelayda Rocio HMAún no hay calificaciones
- Cup CakesDocumento12 páginasCup CakesAracelyHuizarValdezAún no hay calificaciones
- Practica Teoria y Ejercicios 2Documento2 páginasPractica Teoria y Ejercicios 2Hernán Santa CruzAún no hay calificaciones
- GUÍA 8 KanBanDocumento4 páginasGUÍA 8 KanBanluisAún no hay calificaciones
- Tema 05 Estructura y Capacidad de AlmacenajeDocumento21 páginasTema 05 Estructura y Capacidad de AlmacenajeWilly CalsinaAún no hay calificaciones
- 16) LC-13 U.6 Hernández (S. F.)Documento27 páginas16) LC-13 U.6 Hernández (S. F.)Educem MaviAún no hay calificaciones
- Taller IDocumento5 páginasTaller Idaisy_jalsAún no hay calificaciones
- Mantenimiento IngenieriaDocumento3 páginasMantenimiento IngenieriaYona HigurashiAún no hay calificaciones
- El servicio logístico y su enfoque en el clienteDocumento25 páginasEl servicio logístico y su enfoque en el clienteCristhian Alonso TorresAún no hay calificaciones
- Importancia de BPM y Requerimientos Edilicios.Documento2 páginasImportancia de BPM y Requerimientos Edilicios.FedericaAún no hay calificaciones
- Oee SGCDocumento8 páginasOee SGCPatas DeBurroAún no hay calificaciones
- oeeDocumento8 páginasoeeerik valerioAún no hay calificaciones
- Informeanteproyecto 140806140218 Phpapp02Documento20 páginasInformeanteproyecto 140806140218 Phpapp02karlos alvaradoAún no hay calificaciones
- Cacidad Instalada, Conceptos y Calculo de La Estación de TrabajoDocumento6 páginasCacidad Instalada, Conceptos y Calculo de La Estación de TrabajoValeriaAún no hay calificaciones
- Trabajo OEEDocumento5 páginasTrabajo OEEjose diaz100% (1)
- Eficiencia Global de Los EquiposDocumento6 páginasEficiencia Global de Los Equiposdielu14100% (1)
- Eficiencia Global Del Equipo (OEE)Documento13 páginasEficiencia Global Del Equipo (OEE)ArturoEnriquezAún no hay calificaciones
- Tercera Entrega Procesos IndustrialesDocumento5 páginasTercera Entrega Procesos Industrialescarlos ojedaAún no hay calificaciones
- Mogrovejo Karla P9Documento30 páginasMogrovejo Karla P9Karla Mogrovejo CalachauinAún no hay calificaciones
- Grupo 3 Industria 4.0 (Big Data)Documento18 páginasGrupo 3 Industria 4.0 (Big Data)Enzo ReyesAún no hay calificaciones
- MATERIA No. 1, LEGISLACION EMPRESARIAL, PRIMER PARCIA, PERIODO III - 2021, SEPTIEMBRE - OCTUBREDocumento20 páginasMATERIA No. 1, LEGISLACION EMPRESARIAL, PRIMER PARCIA, PERIODO III - 2021, SEPTIEMBRE - OCTUBREEnzo ReyesAún no hay calificaciones
- E. Economico 1Documento33 páginasE. Economico 1Enzo ReyesAún no hay calificaciones
- Tarea Pastoral de Legislacion.Documento3 páginasTarea Pastoral de Legislacion.Enzo ReyesAún no hay calificaciones
- Programacion No. 1, de La Clase de Legislacion Empresarial Primer Parcial, Periodo III - 2021 - SeptiembreDocumento2 páginasProgramacion No. 1, de La Clase de Legislacion Empresarial Primer Parcial, Periodo III - 2021 - SeptiembreEnzo ReyesAún no hay calificaciones
- Descripción de Puesto y Perfil para Una EnfermeraDocumento2 páginasDescripción de Puesto y Perfil para Una EnfermeraEnzo Reyes100% (1)
- Examen III Parcial Grupo 3 - NoDocumento6 páginasExamen III Parcial Grupo 3 - NoEnzo ReyesAún no hay calificaciones
- Caso 2 Grupo 3Documento10 páginasCaso 2 Grupo 3Enzo ReyesAún no hay calificaciones
- Proyecto de Mejora Caso 1, Equipo 3Documento23 páginasProyecto de Mejora Caso 1, Equipo 3Enzo ReyesAún no hay calificaciones
- Descripción de Puesto y Perfil para Contratacion de Meddico GeneralDocumento2 páginasDescripción de Puesto y Perfil para Contratacion de Meddico GeneralEnzo ReyesAún no hay calificaciones
- Proyecto de Produccion Grupo #5, Clinica MedicaDocumento20 páginasProyecto de Produccion Grupo #5, Clinica MedicaEnzo ReyesAún no hay calificaciones
- Jornalizacion de Legislacion Empresarial, Periodo III - 2021, Septiembre 13, 2021 VirtualDocumento6 páginasJornalizacion de Legislacion Empresarial, Periodo III - 2021, Septiembre 13, 2021 VirtualEnzo ReyesAún no hay calificaciones
- Tarea Pastoral Enzo ReyesDocumento5 páginasTarea Pastoral Enzo ReyesEnzo ReyesAún no hay calificaciones
- Industria 4.0Documento6 páginasIndustria 4.0Enzo ReyesAún no hay calificaciones
- Regente laboratorio análisis clínicosDocumento2 páginasRegente laboratorio análisis clínicosEnzo ReyesAún no hay calificaciones
- Diseño de Herramientas Y Distribución de PlantaDocumento23 páginasDiseño de Herramientas Y Distribución de PlantaEnzo ReyesAún no hay calificaciones
- SGC Iip AlumnosDocumento137 páginasSGC Iip AlumnosEnzo ReyesAún no hay calificaciones
- 04 Gurús de La CalidadDocumento31 páginas04 Gurús de La CalidadEnzo ReyesAún no hay calificaciones
- 01 FlotabilidadDocumento27 páginas01 Flotabilidadharold1aguirre-1Aún no hay calificaciones
- SGC Alumnos IPDocumento88 páginasSGC Alumnos IPEnzo ReyesAún no hay calificaciones
- 01 Principio de SimulacionDocumento42 páginas01 Principio de SimulacionEnzo ReyesAún no hay calificaciones
- 01 Principio de SimulacionDocumento42 páginas01 Principio de SimulacionEnzo ReyesAún no hay calificaciones
- Modelo de CalidadDocumento104 páginasModelo de CalidadEnzo ReyesAún no hay calificaciones
- Metodos de SeccionesDocumento5 páginasMetodos de SeccionesEnzo ReyesAún no hay calificaciones
- Introduccion VectoresDocumento10 páginasIntroduccion VectoresEnzo ReyesAún no hay calificaciones
- Ejemplos EstaticaDocumento13 páginasEjemplos EstaticaEnzo ReyesAún no hay calificaciones
- Valores Aleatorios en CDocumento2 páginasValores Aleatorios en CEnzo ReyesAún no hay calificaciones
- TAREA DOS EN EQUIPO Capitulo 2 Encíclica Fratelli Tutti.Documento30 páginasTAREA DOS EN EQUIPO Capitulo 2 Encíclica Fratelli Tutti.Enzo ReyesAún no hay calificaciones
- Diagramas de Flujo de Proceso Del Azucar y Aceite de Palma.Documento16 páginasDiagramas de Flujo de Proceso Del Azucar y Aceite de Palma.Enzo ReyesAún no hay calificaciones
- Disposicion de Planta-1Documento39 páginasDisposicion de Planta-1Andrea Perez PeraltaAún no hay calificaciones
- NCh3191 1-2009Documento19 páginasNCh3191 1-2009Rosario Labra Oliva67% (3)
- Casos Exitosos y No Exitosos en La Agroindustria ColombianaDocumento4 páginasCasos Exitosos y No Exitosos en La Agroindustria ColombianaAndrésObregónCorredorAún no hay calificaciones
- Guia Neoclasicismo PDFDocumento3 páginasGuia Neoclasicismo PDFangiiieAún no hay calificaciones
- 1 INTRO Materiales Que Se Usan en Las Instalaciones SanitariasDocumento43 páginas1 INTRO Materiales Que Se Usan en Las Instalaciones SanitariasJosue Armando Velasco71% (17)
- Mecanización AgricolaDocumento22 páginasMecanización AgricolaRodrigo VelásquezAún no hay calificaciones
- Contabilizar Los Elementos Del CostoDocumento126 páginasContabilizar Los Elementos Del CostoLuis Gustavo Gutierrez ZamoraAún no hay calificaciones
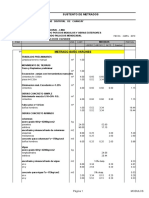
- Metrados Vestidores Con Sistema DrywallDocumento12 páginasMetrados Vestidores Con Sistema DrywallHector PerezAún no hay calificaciones
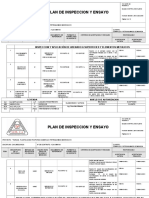
- Modelo Plan de Inspeccion y Ensayo (Pie) QA/QCDocumento13 páginasModelo Plan de Inspeccion y Ensayo (Pie) QA/QCgapc21100% (1)
- Gestion de La CalidadDocumento33 páginasGestion de La Calidadcarlos villosladaAún no hay calificaciones
- Caso Rohm&Haas PSDM ESIC Granada 17-07-2015Documento14 páginasCaso Rohm&Haas PSDM ESIC Granada 17-07-2015Anonymous h8Oy7t25Yj100% (1)
- Características TécnicasDocumento5 páginasCaracterísticas TécnicasDaniel Tamata SolorioAún no hay calificaciones
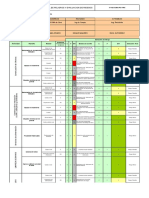
- IPERC CorregidoDocumento6 páginasIPERC Corregidoroberto_00643557Aún no hay calificaciones
- Robótica minera: aplicaciones, desafíos y centros de I+DDocumento4 páginasRobótica minera: aplicaciones, desafíos y centros de I+Dmaxs128Aún no hay calificaciones
- Glosario 4.2 Técnología de Los MaterialesDocumento5 páginasGlosario 4.2 Técnología de Los MaterialesPacoL100% (1)
- Extractor de Aceites Esenciales Por Arrastre de VaporDocumento7 páginasExtractor de Aceites Esenciales Por Arrastre de Vaporbilly jack altamirano alayoAún no hay calificaciones
- Informe No 3.1 - Syp. Cama para PerrosDocumento19 páginasInforme No 3.1 - Syp. Cama para PerrosISABEL CRISTINA GIRALDO VALENCIAAún no hay calificaciones
- Mantenimiento taladro SENATIDocumento8 páginasMantenimiento taladro SENATIRoel Berna CallataAún no hay calificaciones
- Informe Roduccion Del Hierro y AceroDocumento21 páginasInforme Roduccion Del Hierro y AcerojhosiasAún no hay calificaciones
- Guia # 7 de Geografia Grado 9Documento5 páginasGuia # 7 de Geografia Grado 9eliana palenciaAún no hay calificaciones
- Tercerizacion de Una Red de DistribucionDocumento10 páginasTercerizacion de Una Red de Distribucionkiko zotroAún no hay calificaciones
- Administrativo ContableDocumento37 páginasAdministrativo ContableAlban Lopez100% (1)
- Trabjo de CostosDocumento5 páginasTrabjo de CostosMarcos MedranoAún no hay calificaciones
- Listado Normas UNE Madera 2Documento2 páginasListado Normas UNE Madera 2bartolomeperezAún no hay calificaciones
- Introducción PDFDocumento2 páginasIntroducción PDFPaula FernandezAún no hay calificaciones
- Ruy Mauro Marini - El Reformismo y La Contrarrevolución - Dos Estrategias en El Proceso ChilenoDocumento21 páginasRuy Mauro Marini - El Reformismo y La Contrarrevolución - Dos Estrategias en El Proceso ChilenoAll K100% (1)
- Trabajo T3 - Gestion de CostosDocumento27 páginasTrabajo T3 - Gestion de CostosIngrid Janeth Rojas LizardoAún no hay calificaciones
- Caja de MoldeoDocumento12 páginasCaja de MoldeoWilton Efrain Teves Flores0% (1)
- PAPELCRETE Cultura AmbientalDocumento17 páginasPAPELCRETE Cultura AmbientalJesús CoronadoAún no hay calificaciones
- Gestión de La CalidadDocumento10 páginasGestión de La CalidadMarelyn ChAún no hay calificaciones