También podría gustarte
- Mezcladoras de ConcretoDocumento26 páginasMezcladoras de ConcretogabrielaAún no hay calificaciones
- Unidad2 Agitadores y MezcladoresDocumento18 páginasUnidad2 Agitadores y MezcladoresKarime Vieyra86% (7)
- Tipos de Soldadura 1Documento49 páginasTipos de Soldadura 1IvanOvich Vladislav KievAún no hay calificaciones
- Motores ElectricosDocumento52 páginasMotores ElectricosMsis YeuxAún no hay calificaciones
- Diseño GoussetDocumento24 páginasDiseño GoussetFrancisco GarridoAún no hay calificaciones
- Inventarios - 1ra edición: Manejo y controlDe EverandInventarios - 1ra edición: Manejo y controlAún no hay calificaciones
- Agitación y MezcladoDocumento79 páginasAgitación y MezcladoOsmar Solis100% (2)
- OPERACIÓN UNITARIA MezcladoDocumento17 páginasOPERACIÓN UNITARIA Mezcladoyurleidi50% (2)
- Mezclador Estatico PDFDocumento120 páginasMezclador Estatico PDFmauriciomcm100% (1)
- BIORREACTORESDocumento72 páginasBIORREACTORESDanitza Pozzi BardalezAún no hay calificaciones
- T8 Válvulas de Procesamiento y Control de VelocidadDocumento3 páginasT8 Válvulas de Procesamiento y Control de VelocidadAmin Abi-rached100% (1)
- Agitación y mezclado: procesos claveDocumento43 páginasAgitación y mezclado: procesos claveSergioOmarMendozaZuart0% (1)
- Informe de Agitacion y MezclaDocumento23 páginasInforme de Agitacion y MezclaRichard Rodriguez100% (1)
- Ensayo de Agitadores y MezcladoresDocumento11 páginasEnsayo de Agitadores y MezcladoresMiriamJimenezLopez100% (1)
- D10T TransmicionbDocumento25 páginasD10T TransmicionbJuan Galleguillos VilchesAún no hay calificaciones
- Mezclado de SolidosDocumento16 páginasMezclado de SolidosManuel Alexander Albujar ZeladaAún no hay calificaciones
- En Qué Se Diferencian Los Tipos de AgitadoresDocumento13 páginasEn Qué Se Diferencian Los Tipos de AgitadoresVicky JancoAún no hay calificaciones
- AGITADORES Y MEZCLADORES: TIPOS Y OBJETIVOSDocumento19 páginasAGITADORES Y MEZCLADORES: TIPOS Y OBJETIVOSSelene GalindoAún no hay calificaciones
- Fs Sssssssssgitadores de turbina La mayor parte de ellos se asemejan a agitadores de múltiples y cortas paletas, que giran con velocidades elevadas sobre un eje que va montado centralmente dentro del tanque. Las paletas pueden ser rectas o curvas, inclinadas o verticales. El rodete puede ser abierto, semicerrado o cerrado. Los agitadores de turbina son eficaces para un amplio intervalo de viscosidades; en líquidos poco viscosos, producen corrientes intensas, que se extienden por todo el tanque y destruyen las masas de líquido estancado. El agitador de turbina semiabierto, conocido como agitador de disco con aletas, se emplea para dispersar o disolver un gas en un líquido. El gas entra por la parte inferior del eje del rodete; las aletas lanzan las burbujas grandes y las rompen en muchas pequeñas, con lo cual se aumenta grandemente el área interfacial entre el gas y el líquido. Para procesos microbiológicos sólo se pueden utilizar tipos específicos de agitadores desarrollados para la tDocumento15 páginasFs Sssssssssgitadores de turbina La mayor parte de ellos se asemejan a agitadores de múltiples y cortas paletas, que giran con velocidades elevadas sobre un eje que va montado centralmente dentro del tanque. Las paletas pueden ser rectas o curvas, inclinadas o verticales. El rodete puede ser abierto, semicerrado o cerrado. Los agitadores de turbina son eficaces para un amplio intervalo de viscosidades; en líquidos poco viscosos, producen corrientes intensas, que se extienden por todo el tanque y destruyen las masas de líquido estancado. El agitador de turbina semiabierto, conocido como agitador de disco con aletas, se emplea para dispersar o disolver un gas en un líquido. El gas entra por la parte inferior del eje del rodete; las aletas lanzan las burbujas grandes y las rompen en muchas pequeñas, con lo cual se aumenta grandemente el área interfacial entre el gas y el líquido. Para procesos microbiológicos sólo se pueden utilizar tipos específicos de agitadores desarrollados para la tAlbertoAún no hay calificaciones
- Diseño y fabricación de una mezcladora de arena BTCDocumento28 páginasDiseño y fabricación de una mezcladora de arena BTCMilagrosRuizAún no hay calificaciones
- Investigación Unidad 2Documento6 páginasInvestigación Unidad 2Itzel López EugenioAún no hay calificaciones
- MezcladoresDocumento4 páginasMezcladoresHeriberto IsidroAún no hay calificaciones
- Grupo 2Documento2 páginasGrupo 2Andres ECAún no hay calificaciones
- Trabajo 1. Diseño de Agitador Dennis Castelo (20151434)Documento15 páginasTrabajo 1. Diseño de Agitador Dennis Castelo (20151434)Dennis Castelo HuarancaAún no hay calificaciones
- Mezcladores: tipos y clases para una mezcla homogéneaDocumento4 páginasMezcladores: tipos y clases para una mezcla homogéneaJosué G BarjaAún no hay calificaciones
- Agitadores de fluidos: tipos y aplicacionesDocumento6 páginasAgitadores de fluidos: tipos y aplicacionesJean Pierre Cirilo SosaAún no hay calificaciones
- Agitacion y MescladoDocumento11 páginasAgitacion y MescladoAthalia EscobarAún no hay calificaciones
- Agitacion y MezcladoDocumento9 páginasAgitacion y MezcladoMaxin Hernandez MoralesAún no hay calificaciones
- Mezcladora de PolvosDocumento23 páginasMezcladora de Polvosjose100% (1)
- Trabajo de Investigación U2Documento10 páginasTrabajo de Investigación U2santidiarte27Aún no hay calificaciones
- Operaciones Farmacéuticas TeóricaDocumento3 páginasOperaciones Farmacéuticas Teóricacasafamily873Aún no hay calificaciones
- Motores de AgitacionDocumento11 páginasMotores de AgitacionCochilo KochonAún no hay calificaciones
- Cuestionario Mezcla de Pastas y Solidos SecosDocumento5 páginasCuestionario Mezcla de Pastas y Solidos Secosveronima100% (1)
- MezcladoDocumento5 páginasMezcladokeniaAún no hay calificaciones
- Jmi Ibq 18350043 6a-U5-MezcladoDocumento27 páginasJmi Ibq 18350043 6a-U5-MezcladoIsai MontielAún no hay calificaciones
- Agitacion y Mezclado Emulsiones 1 CorregidoDocumento25 páginasAgitacion y Mezclado Emulsiones 1 CorregidoHenry Ccasa Alca100% (1)
- Taller de BiorreactoresDocumento9 páginasTaller de BiorreactoresKaritto EspitiaAún no hay calificaciones
- Cuestionario de Conceptos Sobre Operaciones Unitarias.Documento10 páginasCuestionario de Conceptos Sobre Operaciones Unitarias.Manuel Arellano100% (2)
- Los Tipos de MezcladoresDocumento3 páginasLos Tipos de MezcladoresBricio SantanaAún no hay calificaciones
- Mezclado de Polvos en la Industria FarmacéuticaDocumento8 páginasMezclado de Polvos en la Industria FarmacéuticaYEIFRI RODRIGUEZ BTCAún no hay calificaciones
- R 36687Documento6 páginasR 36687Felix Almeida DiazAún no hay calificaciones
- Catalogo BombasDocumento22 páginasCatalogo BombasMiguel GlzAún no hay calificaciones
- Informe Molienda y TamizadoDocumento10 páginasInforme Molienda y TamizadoEvelynMartinez100% (2)
- Marco TeóricoDocumento15 páginasMarco TeóricoAldo Celaya TonchezAún no hay calificaciones
- Tanque AgitadorDocumento16 páginasTanque AgitadorAlejandra SantosAún no hay calificaciones
- Agitadores TurbinasDocumento7 páginasAgitadores TurbinasMarcos DavidAún no hay calificaciones
- Mezcladoras para Pastas Muy Viscosas y Solidos Plasticos en LineaDocumento16 páginasMezcladoras para Pastas Muy Viscosas y Solidos Plasticos en LineaMARIANGEL CROÑALES WILCHESAún no hay calificaciones
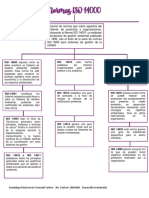
- Normas Iso DiapositivasDocumento36 páginasNormas Iso DiapositivasJuan Sebastian VilleroAún no hay calificaciones
- Agitadores y MezcladoresDocumento12 páginasAgitadores y Mezcladoresobd50% (2)
- Fase 4 Paula Andrea 1Documento21 páginasFase 4 Paula Andrea 1Esteban IsazaAún no hay calificaciones
- Mezclado ResDocumento11 páginasMezclado ResJehanettMendezAún no hay calificaciones
- Agitadores y mezcladores industrialesDocumento18 páginasAgitadores y mezcladores industrialesAlondra LGAún no hay calificaciones
- AgitacionDocumento18 páginasAgitacionAlin GarciaAún no hay calificaciones
- Heuristica de Operaciones Con Solidos 1er Avance 2023Documento21 páginasHeuristica de Operaciones Con Solidos 1er Avance 2023MARIA PAULINA MARTINEZ ARROYAVEAún no hay calificaciones
- W Final - Flujo de Fluidos - IQI - 1Documento23 páginasW Final - Flujo de Fluidos - IQI - 1Edú DíazAún no hay calificaciones
- Definición, tipos y usos de los mezcladoresDocumento19 páginasDefinición, tipos y usos de los mezcladoresMariana LopezAún no hay calificaciones
- Proyecto Agitador VerticalDocumento16 páginasProyecto Agitador VerticalVictor GonzalezAún no hay calificaciones
- 15 Fase 4 Leidy BenitezDocumento11 páginas15 Fase 4 Leidy Benitezleidy BenitezAún no hay calificaciones
- Equipos de ContactoDocumento11 páginasEquipos de ContactoAyleen MayorgaAún no hay calificaciones
- Agitadores, clasificación y usos en procesos de mezcladoDocumento14 páginasAgitadores, clasificación y usos en procesos de mezcladoSilvanaEscobedoNoveloAún no hay calificaciones
- Mezclado Liquido y SolidoDocumento6 páginasMezclado Liquido y SolidoAnonymous z2PTQ0C1E1Aún no hay calificaciones
- Mezclado ResDocumento10 páginasMezclado ResAngelica JuarezAún no hay calificaciones
- Maquinaria alimentariaDocumento18 páginasMaquinaria alimentariaJean Carlos Arias Saldaña100% (1)
- Orellana e PDFDocumento120 páginasOrellana e PDFJose Eduardo Pailamilla RojasAún no hay calificaciones
- Preparar y acondicionar los equipos principales e instalaciones auxiliares de la planta química. QUIE0108De EverandPreparar y acondicionar los equipos principales e instalaciones auxiliares de la planta química. QUIE0108Calificación: 5 de 5 estrellas5/5 (1)
- Grupos Pro AmbienteDocumento2 páginasGrupos Pro AmbienteLupita CosolAún no hay calificaciones
- Estados de La República Que Utilizan Energía RenovableDocumento8 páginasEstados de La República Que Utilizan Energía RenovableLupita CosolAún no hay calificaciones
- Día de La TierraDocumento2 páginasDía de La TierraLupita CosolAún no hay calificaciones
- Constitución MexicanaDocumento2 páginasConstitución MexicanaLupita CosolAún no hay calificaciones
- ISO14000Documento1 páginaISO14000Lupita CosolAún no hay calificaciones
- Estados de La República Que Utilizan Energía RenovableDocumento8 páginasEstados de La República Que Utilizan Energía RenovableLupita CosolAún no hay calificaciones
- Inseguridad AlimentariaDocumento2 páginasInseguridad AlimentariaLupita CosolAún no hay calificaciones
- Día de La TierraDocumento2 páginasDía de La TierraLupita CosolAún no hay calificaciones
- Constitución MexicanaDocumento2 páginasConstitución MexicanaLupita CosolAún no hay calificaciones
- Viga Doblemente Reforzada Con EjemploDocumento14 páginasViga Doblemente Reforzada Con EjemploGian Luca Canales PonceAún no hay calificaciones
- Balances Masa CalorDocumento4 páginasBalances Masa CalorEdwin CuevasAún no hay calificaciones
- Unidad Iv Motor Turbo VentiladorDocumento30 páginasUnidad Iv Motor Turbo VentiladorMarcos Ortiz100% (1)
- Sistema de Patida Toyota Motor 2AZ-FSEDocumento1 páginaSistema de Patida Toyota Motor 2AZ-FSERicardo PinoAún no hay calificaciones
- Operaciones de maquinado y máquinas herramientaDocumento1 páginaOperaciones de maquinado y máquinas herramientadanielaAún no hay calificaciones
- Diagramas de BloqueDocumento3 páginasDiagramas de BloqueBrayan TorresAún no hay calificaciones
- Compuerta CilindricaDocumento10 páginasCompuerta CilindricaIvan Cruz GarciaAún no hay calificaciones
- Diagramas P-V y T-S de motor a gasolinaDocumento10 páginasDiagramas P-V y T-S de motor a gasolinaAndres CastilloAún no hay calificaciones
- Ejercicio IrisDocumento3 páginasEjercicio IrisMaryAngelCedeñoAún no hay calificaciones
- Informe de Mecanica de FluidosDocumento16 páginasInforme de Mecanica de FluidosjhonAún no hay calificaciones
- Movimiento vertical: caída libre y leyes de la gravedadDocumento24 páginasMovimiento vertical: caída libre y leyes de la gravedadMargori CamposAún no hay calificaciones
- Actividad Práctico Experimental Nº4. EquilibrioDocumento9 páginasActividad Práctico Experimental Nº4. EquilibrioAleks Dario DarioAún no hay calificaciones
- Catalogo Sistema RaubasicDocumento18 páginasCatalogo Sistema RaubasicPablo MerásAún no hay calificaciones
- Esfuerzos cortantes en maderaDocumento13 páginasEsfuerzos cortantes en maderapisquili50% (2)
- David - Medina Tarea Semana 6Documento9 páginasDavid - Medina Tarea Semana 6agustin medinaAún no hay calificaciones
- GARY INTURIAS Sincontrol (2023)Documento20 páginasGARY INTURIAS Sincontrol (2023)Gáry IbntrAún no hay calificaciones
- Calor y TemperaturaDocumento57 páginasCalor y TemperaturaFranklin Dran Coronado ChavezAún no hay calificaciones
- Informe Scania PDFDocumento16 páginasInforme Scania PDFelbandolero789Aún no hay calificaciones
- Fórmula flexión compuesta columnasDocumento27 páginasFórmula flexión compuesta columnasSebastian ArredondoAún no hay calificaciones
- Analisis de Falla de Una Chumacera RomeDocumento8 páginasAnalisis de Falla de Una Chumacera RomeRobinson GonzalezAún no hay calificaciones
- 60 - 90 - 01 Ejercicios de Automatismos PDFDocumento7 páginas60 - 90 - 01 Ejercicios de Automatismos PDFqcoyaAún no hay calificaciones
- ColumnaDocumento11 páginasColumnaharoldAún no hay calificaciones
- T1 Psicrometria ComplementosDocumento8 páginasT1 Psicrometria ComplementosLucasAún no hay calificaciones
- Tranferencia de CalorDocumento69 páginasTranferencia de CalorJuan Carpio SalazarAún no hay calificaciones
- Modelado de Sistemas FísicosDocumento8 páginasModelado de Sistemas FísicosJosé Carlos Gil PrietoAún no hay calificaciones