También podría gustarte
- TesisjacquardDocumento88 páginasTesisjacquardKevin RojasAún no hay calificaciones
- Diseño Patronaje y Sala de Corte TextilDocumento3 páginasDiseño Patronaje y Sala de Corte TextilAugusto Arriaza100% (1)
- Uniformidad de Los HilosDocumento9 páginasUniformidad de Los HilosJose Luis Tapia BedregalAún no hay calificaciones
- 1523470048ebook Esp Dificultades Encontradas Calculo Orden de Corte PDFDocumento10 páginas1523470048ebook Esp Dificultades Encontradas Calculo Orden de Corte PDFDallexaorozco0% (1)
- Procesos de EnsambleDocumento21 páginasProcesos de Ensamblemalosenta6690Aún no hay calificaciones
- Cambio Dimensional y RevirajeDocumento13 páginasCambio Dimensional y RevirajeRoxana ArismendiAún no hay calificaciones
- TelaresDocumento144 páginasTelaresRaul ToctaquizaAún no hay calificaciones
- Prehormadora de Calcetines y BodysDocumento7 páginasPrehormadora de Calcetines y BodysOscar Gerardo ArguelloAún no hay calificaciones
- Control de Calidad Materia PrimaDocumento15 páginasControl de Calidad Materia PrimaJoel GRAún no hay calificaciones
- Tipos de CierresDocumento18 páginasTipos de CierresYenny Peña QuintanaAún no hay calificaciones
- Historia y Técnicas Básicas de la SerigrafíaDocumento17 páginasHistoria y Técnicas Básicas de la SerigrafíaAdolfo Mamani HuancaAún no hay calificaciones
- Pruebas de calidad en la elaboración de cajas de cartón corrugadoDocumento18 páginasPruebas de calidad en la elaboración de cajas de cartón corrugadoCristobal Asencios LAún no hay calificaciones
- PresilladoraDocumento110 páginasPresilladorajeison atehortuaAún no hay calificaciones
- Spsu 862 Ejercicio U015Documento7 páginasSpsu 862 Ejercicio U015Dan GarciaAún no hay calificaciones
- Los Hilos de CoserDocumento13 páginasLos Hilos de CoserDavid FelipeAún no hay calificaciones
- 02 Sistemas Form Adores de Tejdios PlanosDocumento10 páginas02 Sistemas Form Adores de Tejdios Planosemmyelita100% (1)
- Flujograma Lana ArtificialDocumento10 páginasFlujograma Lana ArtificialChriz GalaAún no hay calificaciones
- Tejido Textil y ConservaciónDocumento25 páginasTejido Textil y ConservaciónmilitzamtzaAún no hay calificaciones
- Tipos de TejidosDocumento9 páginasTipos de TejidosMilu SalazarAún no hay calificaciones
- Tipos y clasificación de hilos textilesDocumento9 páginasTipos y clasificación de hilos textilesJMAún no hay calificaciones
- Diseño prenda técnica colecciónDocumento1 páginaDiseño prenda técnica colecciónSara RiosAún no hay calificaciones
- Módulo 6 - Q HiladosDocumento30 páginasMódulo 6 - Q Hiladossofi_kabala100% (1)
- Tabla de Medidas EstandarDocumento2 páginasTabla de Medidas Estandarandrea leonAún no hay calificaciones
- Proceso de hilado en continua de anillosDocumento21 páginasProceso de hilado en continua de anillosJonathan JCAún no hay calificaciones
- SenatiDocumento9 páginasSenatijimena100% (1)
- 3 Puntada, Como Evitar Los Defectos de CosturaDocumento25 páginas3 Puntada, Como Evitar Los Defectos de Costurasacha linaresAún no hay calificaciones
- PROCESO DE CORTE MANUAL O CONVENCIONAL - Docx1111Documento3 páginasPROCESO DE CORTE MANUAL O CONVENCIONAL - Docx1111Yennys Trinidad Rodriguez CarreraAún no hay calificaciones
- Tipos de hilos y sus usosDocumento22 páginasTipos de hilos y sus usosAlexander ValenciaAún no hay calificaciones
- PROG. DPTO - TEXTIL Corte PDFDocumento11 páginasPROG. DPTO - TEXTIL Corte PDFMª Jesus B RAún no hay calificaciones
- Marinas LuisDocumento13 páginasMarinas LuisECTecnicoPCCallisayaAún no hay calificaciones
- Q60 G65 TDocumento144 páginasQ60 G65 TDianeth Buleje CamposAún no hay calificaciones
- Maquinas IndustrialesDocumento20 páginasMaquinas IndustrialesLuxia OrtizAún no hay calificaciones
- Historia de La Máquina de CoserDocumento7 páginasHistoria de La Máquina de CoserpaulaAún no hay calificaciones
- Ficha Tecnica v2Documento1 páginaFicha Tecnica v2MarioCazaAún no hay calificaciones
- Cortador IndustrialDocumento16 páginasCortador Industrialmaribel jara fernandez100% (1)
- ResumenDocumento11 páginasResumenJhosue HuallaAún no hay calificaciones
- Guía de productos y servicios para decoraciónDocumento21 páginasGuía de productos y servicios para decoraciónBeykers SalvatierraAún no hay calificaciones
- Identificación de Fibras Textiles Por CombustiónDocumento11 páginasIdentificación de Fibras Textiles Por CombustiónMiltonDavidJiménezSalas0% (1)
- 1-Estructura Operativa de La Industria ConfeccionistaDocumento23 páginas1-Estructura Operativa de La Industria ConfeccionistaCaritoIndumentariaAún no hay calificaciones
- Monografia - Curasi Pari PDFDocumento188 páginasMonografia - Curasi Pari PDFClaudia MercedesAún no hay calificaciones
- Catálogo 2021 AccuratexDocumento20 páginasCatálogo 2021 Accuratexivan lopez otazoAún no hay calificaciones
- 07 04 2020 Materia Prima ConfeccionDocumento32 páginas07 04 2020 Materia Prima ConfeccionLuna Sava amancay Espinoza CarrenoAún no hay calificaciones
- Introducción A Las Tallas y MedidasDocumento4 páginasIntroducción A Las Tallas y MedidasroxanaAún no hay calificaciones
- T8 Omc VCTD S2Documento30 páginasT8 Omc VCTD S2JeltsinMAún no hay calificaciones
- Articulo de MantenimientoDocumento8 páginasArticulo de MantenimientoIvanAún no hay calificaciones
- Introduccion Alt CorrectoDocumento10 páginasIntroduccion Alt CorrectoCamila Ac100% (1)
- 03 Elementos Del Diseño TExtil (Muy Importante)Documento24 páginas03 Elementos Del Diseño TExtil (Muy Importante)CHRISTIAN JESUS MERINO NAVARROAún no hay calificaciones
- Bases TextilesDocumento8 páginasBases TextilesDanne RacedoAún no hay calificaciones
- Monografía - Olivares Ortiz Gladys Elena - FatecDocumento102 páginasMonografía - Olivares Ortiz Gladys Elena - FatecPaul MolinaAún no hay calificaciones
- Apropiacion Del ConocimientoDocumento24 páginasApropiacion Del ConocimientoMELISSA CABRALES BARRIOSAún no hay calificaciones
- Control de Calidad TextilDocumento22 páginasControl de Calidad TextilFernandoAún no hay calificaciones
- Arreglos y Adaptaciones de Prendas en Textil y PielDocumento13 páginasArreglos y Adaptaciones de Prendas en Textil y PielClaudia demetrioAún no hay calificaciones
- Materiales Utilizados para Realizar Un TrajeDocumento14 páginasMateriales Utilizados para Realizar Un TrajeNoche Rosa ConfeccionesAún no hay calificaciones
- Foro (Digital)Documento1 páginaForo (Digital)Washington Rivera EspinozaAún no hay calificaciones
- Fichas Falda Recta 2012Documento4 páginasFichas Falda Recta 2012contrapeichAún no hay calificaciones
- APUNTE 1ER TRIMESTRE Confeccion Ind PDFDocumento68 páginasAPUNTE 1ER TRIMESTRE Confeccion Ind PDFOri PietrelliAún no hay calificaciones
- Secuencia de Operaciones-Ficha TecnicaDocumento4 páginasSecuencia de Operaciones-Ficha TecnicaRenzo AlexanderAún no hay calificaciones
- Chaleco Ficha TecnicaDocumento2 páginasChaleco Ficha TecnicakarinAún no hay calificaciones
- Bitacora Diseño de ModasDocumento30 páginasBitacora Diseño de ModasROSA ELVIRAAún no hay calificaciones
- Guía avanzada de sastrería masculina: Manual de patronaje para diferentes formas corporalesDe EverandGuía avanzada de sastrería masculina: Manual de patronaje para diferentes formas corporalesAún no hay calificaciones
- HILADO ArtesanalDocumento2 páginasHILADO ArtesanalAbigail FerAún no hay calificaciones
- Ministerio Del MaestroDocumento10 páginasMinisterio Del MaestroAbigail FerAún no hay calificaciones
- Vocal eDocumento2 páginasVocal eAbigail FerAún no hay calificaciones
- Hoja Párvulos 1Documento1 páginaHoja Párvulos 1Abigail FerAún no hay calificaciones
- Plan Anual Jedc Reg 2 2022Documento19 páginasPlan Anual Jedc Reg 2 2022Abigail FerAún no hay calificaciones
- Desayuno SaludableDocumento1 páginaDesayuno SaludableAbigail FerAún no hay calificaciones
- Curso de Consejera de SiervasDocumento2 páginasCurso de Consejera de SiervasAbigail Fer100% (1)
- Formato y Guia Proyectos 2021Documento9 páginasFormato y Guia Proyectos 2021Abigail FerAún no hay calificaciones
- Escuela BiblicaDocumento4 páginasEscuela BiblicaAbigail FerAún no hay calificaciones
- LAS VOCALES Y NÚMEROS LOTAS NiñasDocumento5 páginasLAS VOCALES Y NÚMEROS LOTAS NiñasAbigail Fer100% (1)
- Guía para El EmpastadoDocumento7 páginasGuía para El EmpastadoAbigail FerAún no hay calificaciones
- Reciclado PETDocumento125 páginasReciclado PETMary JiménezAún no hay calificaciones
- Formato PSPDocumento5 páginasFormato PSPAbigail FerAún no hay calificaciones
- Informe Anual EVA H. LEONDocumento2 páginasInforme Anual EVA H. LEONAbigail FerAún no hay calificaciones
- Plantilla Figuras GeométricasDocumento1 páginaPlantilla Figuras GeométricasAbigail FerAún no hay calificaciones
- iINFORME DE DISEÑO DE MODA GRUPO 1Documento19 páginasiINFORME DE DISEÑO DE MODA GRUPO 1Abigail FerAún no hay calificaciones
- EMPRESAS TextilesDocumento8 páginasEMPRESAS TextilesAbigail FerAún no hay calificaciones
- Manual de Eficiencia EnergeticaDocumento39 páginasManual de Eficiencia Energeticaedinm25100% (3)
- Control de Calidad de Telas, HilosDocumento8 páginasControl de Calidad de Telas, HilosAbigail FerAún no hay calificaciones
- Visita TDTDocumento1 páginaVisita TDTAbigail FerAún no hay calificaciones
- Visita TDTDocumento1 páginaVisita TDTAbigail FerAún no hay calificaciones
- Convocatoria Retiro Nacional 2021Documento5 páginasConvocatoria Retiro Nacional 2021Abigail Fer100% (1)
- TRABAJO CRIS FERNANDEZ - Equipos e Instrumentos de Laboratorio de Hilanderia para El Control de CalidadDocumento30 páginasTRABAJO CRIS FERNANDEZ - Equipos e Instrumentos de Laboratorio de Hilanderia para El Control de CalidadAbigail FerAún no hay calificaciones
- Control de Calidad en HilanderiaDocumento6 páginasControl de Calidad en HilanderiaAbigail FerAún no hay calificaciones
- Etiquetado de Prenda y FichaDocumento3 páginasEtiquetado de Prenda y FichaAbigail FerAún no hay calificaciones
- Fernández RuthDocumento135 páginasFernández RuthAbigail FerAún no hay calificaciones
- Contenido de HumedadDocumento9 páginasContenido de HumedadCat SamexAún no hay calificaciones
- Ganchillo Instruccion ESDocumento22 páginasGanchillo Instruccion ESlucas100% (2)
- CT Integradora 17Documento4 páginasCT Integradora 17Aline Peña100% (1)
- Materiales compuestos: definición, características y clasificaciónDocumento8 páginasMateriales compuestos: definición, características y clasificaciónPaul Wladimir AlejandroAún no hay calificaciones
- Motoniveladoras Con Traccion 6 Ruedas Series G Dkaggdr6laDocumento32 páginasMotoniveladoras Con Traccion 6 Ruedas Series G Dkaggdr6laWillian Aarón Herrera EguiluzAún no hay calificaciones
- PDF Trabajo de Termodinamica CompressDocumento39 páginasPDF Trabajo de Termodinamica CompressLuis Quispe SalazarAún no hay calificaciones
- Sustentacion Trabajo Colaborativo - Escenario 7 - SEGUNDO BLOQUE-CIENCIAS BASICAS - VIRTUAL - CÁLCULO 3 - (GRUPO B06)Documento3 páginasSustentacion Trabajo Colaborativo - Escenario 7 - SEGUNDO BLOQUE-CIENCIAS BASICAS - VIRTUAL - CÁLCULO 3 - (GRUPO B06)Leidy AyalaAún no hay calificaciones
- Clase 10. Pérdidas Por Fricción - Forma y ExpansiónDocumento23 páginasClase 10. Pérdidas Por Fricción - Forma y ExpansiónErick ContrerasAún no hay calificaciones
- Test de Habilidades Básicas MotorasDocumento10 páginasTest de Habilidades Básicas MotorasCamila FernandaAún no hay calificaciones
- 6755-MC 13 - Geometría VI WEB 2016 PDFDocumento16 páginas6755-MC 13 - Geometría VI WEB 2016 PDFEdwin Alonso Pamo CcamaAún no hay calificaciones
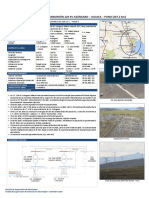
- Línea de Transmisión 220 KV Azángaro - Juliaca - Puno (107,3 KM)Documento1 páginaLínea de Transmisión 220 KV Azángaro - Juliaca - Puno (107,3 KM)AmadorAún no hay calificaciones
- Problemario QuimicaDocumento2 páginasProblemario QuimicaLuixtremo HernandezAún no hay calificaciones
- TAREA1 (1) VerdaderoDocumento4 páginasTAREA1 (1) VerdaderoEDWIN OCTAVIO PARILLO PARILLOAún no hay calificaciones
- Fuerza y Campo EléctricoDocumento2 páginasFuerza y Campo Eléctricolizeth calotoAún no hay calificaciones
- Guia 9Documento7 páginasGuia 9Christopher SalasAún no hay calificaciones
- Funciones Matematicas Ieee.Documento6 páginasFunciones Matematicas Ieee.Marilyn BarreraAún no hay calificaciones
- Momento de Un Par de FuerzasDocumento16 páginasMomento de Un Par de FuerzasJUAN JESUS GARCIA GUTIERREZAún no hay calificaciones
- Julieta Astesiano Santiago Duarte Francisca Goslino Práctico 5: Descarga Del CapacitorDocumento4 páginasJulieta Astesiano Santiago Duarte Francisca Goslino Práctico 5: Descarga Del CapacitorRichard MarreroAún no hay calificaciones
- MID 128 PID 102 Presión de CargaDocumento4 páginasMID 128 PID 102 Presión de CargaedwardAún no hay calificaciones
- Laboratorio de Crecimiento de LevaduraDocumento4 páginasLaboratorio de Crecimiento de LevaduraJeda Zabaleta MendozaAún no hay calificaciones
- 11.método de Nudos para Armaduras PlanasDocumento33 páginas11.método de Nudos para Armaduras PlanasStepAún no hay calificaciones
- Materiales de AviacionDocumento64 páginasMateriales de AviacionEdhison Ruano100% (1)
- Funciones Trigonométricas InversasDocumento7 páginasFunciones Trigonométricas InversasJorge Vásquez ZeladaAún no hay calificaciones
- Algebra Lineal Contenido PDFDocumento2 páginasAlgebra Lineal Contenido PDFJUAN CARLOS VILLEDA VILLATOROAún no hay calificaciones
- Product o 154Documento151 páginasProduct o 154juan paniagua cespedesAún no hay calificaciones
- Fuerza Gravitatoria Exposicion.Documento10 páginasFuerza Gravitatoria Exposicion.ERICA LUNA100% (2)
- VMI-12 Fig - Protocolo - VerticalDocumento7 páginasVMI-12 Fig - Protocolo - VerticalCristina Salazar MigoneAún no hay calificaciones
- TRABAJO DE CAMPO T1 - Comple. Mat. para IngDocumento8 páginasTRABAJO DE CAMPO T1 - Comple. Mat. para IngEdu Ccochachi NapaAún no hay calificaciones
- Análisis Cuantitativo de Tabletas de Aspirina Por Espectrometría UvDocumento5 páginasAnálisis Cuantitativo de Tabletas de Aspirina Por Espectrometría UvAndrew Serra100% (1)
- Antena HertzDocumento11 páginasAntena HertzJuan Carlos Rosario SalazarAún no hay calificaciones
- Propiedades Físicas Materiales UNAMDocumento4 páginasPropiedades Físicas Materiales UNAMdaniel ayalaAún no hay calificaciones
- 16-02-2023 G6 Trabajo1Documento20 páginas16-02-2023 G6 Trabajo1Andres EstupiñanAún no hay calificaciones