También podría gustarte
- Prontuario de metales: Tablas para la industria metalúrgicaDe EverandProntuario de metales: Tablas para la industria metalúrgicaCalificación: 1 de 5 estrellas1/5 (1)
- Procedimiento de Inspeccion VisualDocumento6 páginasProcedimiento de Inspeccion VisualJonathan Espinoza MejiaAún no hay calificaciones
- Aceros para fabricación de componentes de maquinariaDocumento47 páginasAceros para fabricación de componentes de maquinariaRonny De La CruzAún no hay calificaciones
- Oficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoDe EverandOficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoCalificación: 5 de 5 estrellas5/5 (1)
- Caracteristicas Tecnicas de Aceros Según SaeDocumento28 páginasCaracteristicas Tecnicas de Aceros Según SaeR H P50% (2)
- MaterialesSinterizadosAhorroEnergíaDocumento14 páginasMaterialesSinterizadosAhorroEnergíaDaniela Huanco100% (2)
- AcerosDocumento1 páginaAcerosjasscons100% (1)
- Preguntas Parte B CWIDocumento5 páginasPreguntas Parte B CWIrodolfo100% (1)
- Disñeo TijeralDocumento8 páginasDisñeo TijeralBranjandy Sanchez BarretoAún no hay calificaciones
- Joyas Por Mayor - 123410Documento334 páginasJoyas Por Mayor - 123410Dyd TrujilloAún no hay calificaciones
- Herramientas de CorteDocumento15 páginasHerramientas de Cortejaviercastrillon91% (11)
- Tabla de Los MetalesDocumento2 páginasTabla de Los MetalesCesar EscobarAún no hay calificaciones
- Buriles para TornoDocumento15 páginasBuriles para Tornodquintero58Aún no hay calificaciones
- Teoría General de Las Herramientas de Corte - 00Documento24 páginasTeoría General de Las Herramientas de Corte - 00MarcoRubianoReyAún no hay calificaciones
- Parametris Insertos Por EtDocumento13 páginasParametris Insertos Por EtJesus D. Gutierrez G.Aún no hay calificaciones
- Angulos de La CuchillaDocumento29 páginasAngulos de La CuchillaMiller MenaAún no hay calificaciones
- Tarea 2 Análisis de Herramientas de CorteDocumento18 páginasTarea 2 Análisis de Herramientas de CorteJuan Pablo Garcia LanderoAún no hay calificaciones
- Herramientas de Corte (Útil de Corte) - MonografiasDocumento6 páginasHerramientas de Corte (Útil de Corte) - Monografiasparrilla506Aún no hay calificaciones
- Tipos de aceros rápidos, inoxidables y para trabajos en calienteDocumento17 páginasTipos de aceros rápidos, inoxidables y para trabajos en calientehufuentsAún no hay calificaciones
- Tablas Fresadora OkDocumento12 páginasTablas Fresadora OkCristian CardenasAún no hay calificaciones
- Norma de AceroDocumento5 páginasNorma de AceroChristian Pavel Raico ChoqueAún no hay calificaciones
- Herramientas de acero para soldadura en calienteDocumento1 páginaHerramientas de acero para soldadura en calienteAbdon Mendoza RangelAún no hay calificaciones
- Proyecto Final Alexis GallegosDocumento10 páginasProyecto Final Alexis GallegosTammy IvonneAún no hay calificaciones
- Herramientas AlesadoraDocumento41 páginasHerramientas AlesadoraJesus D. Gutierrez G.Aún no hay calificaciones
- TP 1. Teorico y Adicionales 2021Documento22 páginasTP 1. Teorico y Adicionales 2021Elias Jose Fontalvo CervantesAún no hay calificaciones
- Informe N1Documento7 páginasInforme N1Mishu MalesAún no hay calificaciones
- Tarea 2 Análisis de Herramientas de CorteDocumento19 páginasTarea 2 Análisis de Herramientas de CorteJuan Pablo Garcia Landero100% (1)
- Maquinado Ti y Ni - 7244Documento4 páginasMaquinado Ti y Ni - 7244Miguel Angel MtzAún no hay calificaciones
- Herramientas FADAL 4020Documento34 páginasHerramientas FADAL 4020Jesus D. Gutierrez G.Aún no hay calificaciones
- Aceros Trabajo en Frio PDFDocumento1 páginaAceros Trabajo en Frio PDFAbdon Mendoza RangelAún no hay calificaciones
- Sierras Islas Hernández BrayamDocumento10 páginasSierras Islas Hernández BrayamBryan IslasAún no hay calificaciones
- Rectificado sin centros mejora precisión vs cilíndrico exterioresDocumento8 páginasRectificado sin centros mejora precisión vs cilíndrico exterioresJulio Bravo OscoAún no hay calificaciones
- SAE 1045 acero herramientas maquinariaDocumento5 páginasSAE 1045 acero herramientas maquinariaErik RodriguezAún no hay calificaciones
- Aceros Al CarbonoDocumento2 páginasAceros Al CarbonoPedro AngelAún no hay calificaciones
- Tarea #2 Lluvia NavarroDocumento6 páginasTarea #2 Lluvia NavarroLluvia Yasmin NavarroAún no hay calificaciones
- Manufactura AvanzadaDocumento31 páginasManufactura AvanzadaIngrid PaniaguaAún no hay calificaciones
- Aisi 12L14Documento1 páginaAisi 12L14Erich ThomasAún no hay calificaciones
- Herramientas de CorteDocumento12 páginasHerramientas de CortetizonorlandoAún no hay calificaciones
- Sistema de Transmisión de Cadena Perfil MEJORADODocumento6 páginasSistema de Transmisión de Cadena Perfil MEJORADORodriGuzmánAriasAún no hay calificaciones
- T5 FresadoraDocumento8 páginasT5 FresadoraYahaira BenaventeAún no hay calificaciones
- RUKO Brocas Huecas 2016 2017 EsDocumento24 páginasRUKO Brocas Huecas 2016 2017 EsEZAún no hay calificaciones
- Investigación Unidad IIDocumento10 páginasInvestigación Unidad IIalfredo manuel castorena martinezAún no hay calificaciones
- Catálogo Carborundum 2019-VzlaDocumento17 páginasCatálogo Carborundum 2019-VzlaBladimirJGTAún no hay calificaciones
- Acero para La Fabricación de HerramientasDocumento9 páginasAcero para La Fabricación de HerramientasLeon Vara brianAún no hay calificaciones
- Alicates para Bicicletas: Núm. de Artículo EAN 4003773-Descripción MMDocumento1 páginaAlicates para Bicicletas: Núm. de Artículo EAN 4003773-Descripción MMPaola LeguizamonAún no hay calificaciones
- Acero SISA MET T15 de Metalurgia en Polvo PMDocumento2 páginasAcero SISA MET T15 de Metalurgia en Polvo PMIvann SanMenAún no hay calificaciones
- Herramientas de CorteDocumento8 páginasHerramientas de CorteArasthoruAún no hay calificaciones
- Investigación (Máquinas de Control Numérico)Documento7 páginasInvestigación (Máquinas de Control Numérico)OSVALDO CORDOVA MENDEZAún no hay calificaciones
- Metalwork & Stamping S.A. de C.V.Documento17 páginasMetalwork & Stamping S.A. de C.V.Jason Nava RodAún no hay calificaciones
- 05 - Materiales para Herramientas de Corte Power Point)Documento23 páginas05 - Materiales para Herramientas de Corte Power Point)gatovaAún no hay calificaciones
- Sae 10452036946Documento5 páginasSae 10452036946MarceloCastilloCAún no hay calificaciones
- Ejercicios de Clase - CorteDocumento3 páginasEjercicios de Clase - CorteDennys GarcíaAún no hay calificaciones
- Unidad 1-Maquinas HerramientasDocumento85 páginasUnidad 1-Maquinas HerramientasÁlvarez Hernández AlanAún no hay calificaciones
- Catálogo Aceros para Herramientas 2018 - OUTOKUMPUDocumento11 páginasCatálogo Aceros para Herramientas 2018 - OUTOKUMPUEmiliano Gaspar FacioAún no hay calificaciones
- MaquinasDocumento32 páginasMaquinasDiego De La FuenteAún no hay calificaciones
- Arco de Sierra Forza 1Documento2 páginasArco de Sierra Forza 1BonicetAún no hay calificaciones
- Teoria de CorteDocumento7 páginasTeoria de Cortetupapiyt2004Aún no hay calificaciones
- WX 41Documento3 páginasWX 41Ernesto100% (1)
- Fresadora 1Documento2 páginasFresadora 1Deker QuispeAún no hay calificaciones
- Clase 7Documento25 páginasClase 7Nestor QuinterosAún no hay calificaciones
- Competencia 2 Resuelve Problemas RegularidadEquivalenCambio LISTODocumento8 páginasCompetencia 2 Resuelve Problemas RegularidadEquivalenCambio LISTOJesus D. Gutierrez G.Aún no hay calificaciones
- Ficha 617c6174e23da20211029Documento1 páginaFicha 617c6174e23da20211029Jesus D. Gutierrez G.Aún no hay calificaciones
- REALIZADA (4) Competencia 4 Resuelve Problemas GestiondedatoseIncertidumbreDocumento12 páginasREALIZADA (4) Competencia 4 Resuelve Problemas GestiondedatoseIncertidumbreJesus D. Gutierrez G.Aún no hay calificaciones
- Competencia 1 Resuelve Problemas de Cantidad LISTODocumento13 páginasCompetencia 1 Resuelve Problemas de Cantidad LISTOJesus D. Gutierrez G.Aún no hay calificaciones
- Brochure IndustrialDocumento13 páginasBrochure IndustrialJesus D. Gutierrez G.Aún no hay calificaciones
- Tornos CNC Romi CatalogoDocumento20 páginasTornos CNC Romi CatalogoNatalieBevenseeAún no hay calificaciones
- Competencia 3 Resuelve Problemas FormaMovimientoLocalizaciónDocumento14 páginasCompetencia 3 Resuelve Problemas FormaMovimientoLocalizaciónJesus D. Gutierrez G.Aún no hay calificaciones
- Competencia 2 Resuelve Problemas RegularidadEquivalenCambio LISTODocumento8 páginasCompetencia 2 Resuelve Problemas RegularidadEquivalenCambio LISTOJesus D. Gutierrez G.Aún no hay calificaciones
- Competencia 4 Resuelve Problemas GestiondedatoseIncertidumbreDocumento12 páginasCompetencia 4 Resuelve Problemas GestiondedatoseIncertidumbreJesus D. Gutierrez G.Aún no hay calificaciones
- Av. 21 Nro. 287 Dpto. 902 C.H. Los Girasoles Lima Lima ComasDocumento1 páginaAv. 21 Nro. 287 Dpto. 902 C.H. Los Girasoles Lima Lima ComasJesus D. Gutierrez G.Aún no hay calificaciones
- Competencia 3 Resuelve Problemas FormaMovimientoLocalizaciónDocumento14 páginasCompetencia 3 Resuelve Problemas FormaMovimientoLocalizaciónJesus D. Gutierrez G.Aún no hay calificaciones
- Uddeholm Mirrax ESR Catálogo TécnicoDocumento13 páginasUddeholm Mirrax ESR Catálogo TécnicoJesus D. Gutierrez G.Aún no hay calificaciones
- Competencia 1 Resuelve Problemas de Cantidad LISTODocumento13 páginasCompetencia 1 Resuelve Problemas de Cantidad LISTOJesus D. Gutierrez G.Aún no hay calificaciones
- Brochure HPK INVERSIONES 2023Documento7 páginasBrochure HPK INVERSIONES 2023Jesus D. Gutierrez G.Aún no hay calificaciones
- Ficha de Datos de Seguridad: SECCIÓN 1. Identificación de La Sustancia o La Mezcla y de La Sociedad o La EmpresaDocumento19 páginasFicha de Datos de Seguridad: SECCIÓN 1. Identificación de La Sustancia o La Mezcla y de La Sociedad o La EmpresaJesus D. Gutierrez G.Aún no hay calificaciones
- Pel HP - Esp - BDDocumento2 páginasPel HP - Esp - BDJesus D. Gutierrez G.Aún no hay calificaciones
- Laina para Corte Laser Front CentralizerDocumento1 páginaLaina para Corte Laser Front CentralizerJesus D. Gutierrez G.Aún no hay calificaciones
- Fam Esp BDDocumento2 páginasFam Esp BDJesus D. Gutierrez G.Aún no hay calificaciones
- Overtel Catalogo MES - 2020Documento13 páginasOvertel Catalogo MES - 2020Jesus D. Gutierrez G.Aún no hay calificaciones
- Big Kaiser High Performance Tooling Solutions Volume 2 EspanolDocumento548 páginasBig Kaiser High Performance Tooling Solutions Volume 2 EspanolJesus D. Gutierrez G.Aún no hay calificaciones
- Pag 34 - Uddeholm Stavax ESRDocumento1 páginaPag 34 - Uddeholm Stavax ESRJesus D. Gutierrez G.Aún no hay calificaciones
- Tech Uddeholm Vanax ESDocumento8 páginasTech Uddeholm Vanax ESJesus D. Gutierrez G.Aún no hay calificaciones
- Etiquetas dirección ángulo piezasDocumento1 páginaEtiquetas dirección ángulo piezasJesus D. Gutierrez G.Aún no hay calificaciones
- Costeo Apu Pin 00783270Documento1 páginaCosteo Apu Pin 00783270Jesus D. Gutierrez G.Aún no hay calificaciones
- Costeo Apu Cover 00749640-30Documento1 páginaCosteo Apu Cover 00749640-30Jesus D. Gutierrez G.Aún no hay calificaciones
- Costeo Apu Pin 00783270Documento1 páginaCosteo Apu Pin 00783270Jesus D. Gutierrez G.Aún no hay calificaciones
- 09 MTU 16V4000 Ls (En 14) PDFDocumento2 páginas09 MTU 16V4000 Ls (En 14) PDFangel aguilarAún no hay calificaciones
- Camisas Manguitos Secos12Documento1 páginaCamisas Manguitos Secos12Jesus D. Gutierrez G.Aún no hay calificaciones
- BATERIA12Documento1 páginaBATERIA12Jesus D. Gutierrez G.Aún no hay calificaciones
- Ciclo 4 Tiempos12Documento1 páginaCiclo 4 Tiempos12Jesus D. Gutierrez G.Aún no hay calificaciones
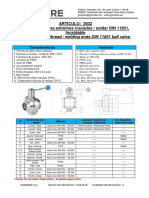
- ARTICULO: 2932 Válvula de Esfera Extremos Roscados / Soldar DIN 11851, InoxidableDocumento2 páginasARTICULO: 2932 Válvula de Esfera Extremos Roscados / Soldar DIN 11851, InoxidableCLAUDIA TAPIA SANCHEZAún no hay calificaciones
- Accesorios Eunoia 30-05 PDFDocumento76 páginasAccesorios Eunoia 30-05 PDFJulieth CeballosAún no hay calificaciones
- Tabla Pesos Secciones Metálicas-1-10Documento10 páginasTabla Pesos Secciones Metálicas-1-10joedryAún no hay calificaciones
- Equivalencia de Normas Internacionales Usadas para Identificar El Grado de Dureza de Los Pernos PDFDocumento7 páginasEquivalencia de Normas Internacionales Usadas para Identificar El Grado de Dureza de Los Pernos PDFJulio Vega AngelesAún no hay calificaciones
- PihasaDocumento30 páginasPihasaleonardofonAún no hay calificaciones
- Informe de Verdad Practica 2Documento8 páginasInforme de Verdad Practica 2Franklin GutiérrezAún no hay calificaciones
- Catalogo IntegrinoxDocumento8 páginasCatalogo IntegrinoxIdmer Rommel Flores PresteguíAún no hay calificaciones
- Precios AdicionalesDocumento6 páginasPrecios AdicionalesJOSE TOMAS LUMBRERAS CABRERAAún no hay calificaciones
- Aceros Inoxidables, Ángulos - ACERMET - Aceros y MetalesDocumento1 páginaAceros Inoxidables, Ángulos - ACERMET - Aceros y MetalesHeberth Peña MoralesAún no hay calificaciones
- SE-Licenciatura en Seguridad e Higiene-TRABAJO PRACTICO-UNIDAD No 2-ALEACIONESDocumento4 páginasSE-Licenciatura en Seguridad e Higiene-TRABAJO PRACTICO-UNIDAD No 2-ALEACIONESJose DipAún no hay calificaciones
- Ampacidad Conducto ArvidalDocumento2 páginasAmpacidad Conducto ArvidalRuben Marin100% (1)
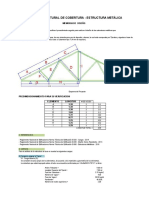
- E-02 Estructura de TechoDocumento1 páginaE-02 Estructura de TechoJosé EspinozaAún no hay calificaciones
- Páginas DesdeNorton - 2011 - Diseno de MáquinasDocumento1 páginaPáginas DesdeNorton - 2011 - Diseno de MáquinasFrank Luis Salinas MendozaAún no hay calificaciones
- Fierro Fundido Blanco PDFDocumento2 páginasFierro Fundido Blanco PDFLindsay100% (1)
- Ficha Técnica - Barra Tee A36Documento3 páginasFicha Técnica - Barra Tee A36gcdivadAún no hay calificaciones
- Cotizacion 39355 Listado Materiales INOX Clase 600 300 150Documento4 páginasCotizacion 39355 Listado Materiales INOX Clase 600 300 150Fernando de la CuadraAún no hay calificaciones
- Catalogo Vigaselectrosoldadas 2023Documento10 páginasCatalogo Vigaselectrosoldadas 2023Datos PaceagAún no hay calificaciones
- Novacero Varilla CatalogoDocumento10 páginasNovacero Varilla Catalogoeabo10Aún no hay calificaciones
- Planchas de AceroDocumento1 páginaPlanchas de AceroEduardo Flores ToscanoAún no hay calificaciones
- Tubo Cuadrado - Rectangular InoxDocumento1 páginaTubo Cuadrado - Rectangular InoxALEXISAún no hay calificaciones
- Diagrama de Fases Fe-CDocumento9 páginasDiagrama de Fases Fe-CJuan PabloAún no hay calificaciones
- ASTM E1025 - NTC-3778 - Indicadores de Calidad de Imagen Tipo Orificio Empleados para Radiografía IndustrialDocumento14 páginasASTM E1025 - NTC-3778 - Indicadores de Calidad de Imagen Tipo Orificio Empleados para Radiografía IndustrialDAVILADIAZAún no hay calificaciones
- EJERCICIOS Tema 01 - Fabricación y Denominación Del AceroDocumento5 páginasEJERCICIOS Tema 01 - Fabricación y Denominación Del AceroAnthony PozoAún no hay calificaciones
- Practica 1 - Laboratorio de Ciencias de Los Materiales IIDocumento15 páginasPractica 1 - Laboratorio de Ciencias de Los Materiales IIAngélica Valeska100% (1)
- Linea de Tiempo Soldadura Especial 1Documento6 páginasLinea de Tiempo Soldadura Especial 1Angel jhon Torres SarrinAún no hay calificaciones
- Fundiciones Blancas: Propiedades y UsosDocumento6 páginasFundiciones Blancas: Propiedades y UsosLuis Mario Pérez Conós 201801542Aún no hay calificaciones