También podría gustarte
- Orden de Trabajo BayronDocumento4 páginasOrden de Trabajo BayronyessAún no hay calificaciones
- Helice de Paso Controlable STDocumento5 páginasHelice de Paso Controlable STyessAún no hay calificaciones
- COLPENDocumento3 páginasCOLPENyessAún no hay calificaciones
- JMG FiaDocumento6 páginasJMG FiayessAún no hay calificaciones
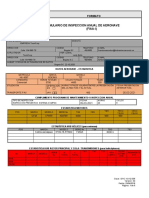
- Formulario de Inspeccion Anual de Aeronave (FIAA-I) : FormatoDocumento6 páginasFormulario de Inspeccion Anual de Aeronave (FIAA-I) : FormatoyessAún no hay calificaciones
- ORJUELADocumento5 páginasORJUELAyessAún no hay calificaciones
- 24 SEL Ejercicio 6H1 Ondas RadDocumento13 páginas24 SEL Ejercicio 6H1 Ondas RadyessAún no hay calificaciones
- Se EscobarDocumento16 páginasSe EscobaryessAún no hay calificaciones
- Practica Helice Hartzewl de Paso ControlableDocumento3 páginasPractica Helice Hartzewl de Paso Controlableapi-520948779Aún no hay calificaciones
- Brake Inspection and ServiceDocumento11 páginasBrake Inspection and ServiceyessAún no hay calificaciones
- Sam HeliceDocumento5 páginasSam HeliceyessAún no hay calificaciones
- FER Hoja de VidaDocumento2 páginasFER Hoja de VidayessAún no hay calificaciones
- Informe de HelicesDocumento3 páginasInforme de HelicesyessAún no hay calificaciones
- Caza Fallas de La BateriaDocumento2 páginasCaza Fallas de La BateriayessAún no hay calificaciones
- Francisco Escobar - SiglasDocumento25 páginasFrancisco Escobar - SiglasyessAún no hay calificaciones
- Parcial IstemasDocumento6 páginasParcial IstemasyessAún no hay calificaciones
- Formulario de Afiliación Al Sistema General de PensionesDocumento3 páginasFormulario de Afiliación Al Sistema General de PensionesyessAún no hay calificaciones
- Figura de MotoresDocumento3 páginasFigura de MotoresyessAún no hay calificaciones
- Anti-Skid - ExpoDocumento28 páginasAnti-Skid - ExpoyessAún no hay calificaciones
- Sistema Electrico CessnaDocumento3 páginasSistema Electrico CessnayessAún no hay calificaciones
- HidraulicaDocumento5 páginasHidraulicayessAún no hay calificaciones
- Ordenes de Trabajo Semana 14.04.2021al21.04.2021Documento3 páginasOrdenes de Trabajo Semana 14.04.2021al21.04.2021yessAún no hay calificaciones
- Formulario Unico de AfiliacionDocumento22 páginasFormulario Unico de AfiliacionyessAún no hay calificaciones
- Presentación 1Documento10 páginasPresentación 1yessAún no hay calificaciones
- Anti Skid and Auto Brake SystemDocumento21 páginasAnti Skid and Auto Brake Systemyess100% (2)
- Adf 11Documento18 páginasAdf 11yessAún no hay calificaciones
- A. Desmontaje de Las Piezas de Cambio de Paso de La HéliceDocumento46 páginasA. Desmontaje de Las Piezas de Cambio de Paso de La HéliceyessAún no hay calificaciones
- JMG FiaDocumento6 páginasJMG FiayessAún no hay calificaciones
- EstructurasDocumento4 páginasEstructurasyessAún no hay calificaciones
- Toyota RAV-4 - Picnic 1994-00Documento3 páginasToyota RAV-4 - Picnic 1994-00OscarAún no hay calificaciones
- Manual UniGear ZS1 montaje mantenimientoDocumento92 páginasManual UniGear ZS1 montaje mantenimientoMauricio FalconiAún no hay calificaciones
- AgroTec 1600Documento1 páginaAgroTec 1600dbotteroAún no hay calificaciones
- Hilok Sahfr-0011-EsDocumento18 páginasHilok Sahfr-0011-EsnicolasgonzAún no hay calificaciones
- Nicolás Merlano S. Coordinación de Campañas de Servicio - Ford ColombiaDocumento12 páginasNicolás Merlano S. Coordinación de Campañas de Servicio - Ford ColombiaJhon Alexis Cardona HerreraAún no hay calificaciones
- Loctite 542Documento3 páginasLoctite 542Juan Denis Note ImportaAún no hay calificaciones
- Bott Dot HersanDocumento2 páginasBott Dot HersanOmar GalvanAún no hay calificaciones
- Avdel Tuercas Remachables ESDocumento52 páginasAvdel Tuercas Remachables ESAlan EduardoAún no hay calificaciones
- Valvula para Inodoros Foll.368Documento2 páginasValvula para Inodoros Foll.368omardalinger9285Aún no hay calificaciones
- Discos de EmbragueDocumento6 páginasDiscos de Embraguesergio Augusto Calle TancaraAún no hay calificaciones
- 15 MiniaturasDocumento49 páginas15 MiniaturasvidomarinozzAún no hay calificaciones
- FMP-Formato Mantenimiento Elevadora Personal PDFDocumento1 páginaFMP-Formato Mantenimiento Elevadora Personal PDFJuancho PanAún no hay calificaciones
- Catalogo Crosby - Ganchos y Grilletes para EslingaDocumento15 páginasCatalogo Crosby - Ganchos y Grilletes para EslingaJuanAún no hay calificaciones
- ECA Scania P, G, RDocumento15 páginasECA Scania P, G, RLucas Laporte100% (7)
- Pdffile 54459 121115031 000005SM.003 PDFDocumento79 páginasPdffile 54459 121115031 000005SM.003 PDFJulito Castellanos100% (5)
- Elementos en Tensión FinalDocumento37 páginasElementos en Tensión FinalPRO-Ingeniería Civil50% (4)
- Válvulas Rotatorias ALDocumento47 páginasVálvulas Rotatorias ALJuan LlaguelAún no hay calificaciones
- Decrip Cargo y Perfil OPERARIO MAQUINASxxDocumento2 páginasDecrip Cargo y Perfil OPERARIO MAQUINASxxManuel Mendez Gomez83% (48)
- Taller Electromecanico Medidas Con Vernier e Identificacion de Tornillos.Documento29 páginasTaller Electromecanico Medidas Con Vernier e Identificacion de Tornillos.AngelAún no hay calificaciones
- Banda Transportdora de Suelo MovilDocumento32 páginasBanda Transportdora de Suelo MovilEduardo TorresAún no hay calificaciones
- Tuberías y accesorios para agua calienteDocumento2 páginasTuberías y accesorios para agua calienteeliana-ml1221Aún no hay calificaciones
- Máquina de Wimshurst para enseñanza de electrostáticaDocumento4 páginasMáquina de Wimshurst para enseñanza de electrostáticallangkillerrAún no hay calificaciones
- Conexiones RemachadasDocumento9 páginasConexiones RemachadasRamiro Humberto Calleja Gtz100% (1)
- Manual HEQ5 SkyWatcher PDFDocumento25 páginasManual HEQ5 SkyWatcher PDFAlfredo FonzarAún no hay calificaciones
- Eco-Drain 32 S-Unit Manual Es 01-2081 v01 PDFDocumento16 páginasEco-Drain 32 S-Unit Manual Es 01-2081 v01 PDFHenry A. HoyosAún no hay calificaciones
- GuiaUNID 2 CONTENIDO 2.1 CortesDocumento11 páginasGuiaUNID 2 CONTENIDO 2.1 Cortesbponte598278100% (6)
- Manual de operación Extrusora V2.1Documento56 páginasManual de operación Extrusora V2.1IsaiasSanchezRodriguezAún no hay calificaciones
- Cobras Por Lo Que Sabes o Por Lo Que HacesDocumento2 páginasCobras Por Lo Que Sabes o Por Lo Que HacesDayan RousseAún no hay calificaciones
- Catalogo TinsaDocumento28 páginasCatalogo Tinsadonaji123Aún no hay calificaciones
- Montaje y Mecanizado de Cuadros EléctricosDocumento55 páginasMontaje y Mecanizado de Cuadros Eléctricosangelmejias67% (3)