También podría gustarte
- Matriz Aspectos AmbientalesDocumento23 páginasMatriz Aspectos AmbientalesJulio CameloAún no hay calificaciones
- Tarea 3 - 212029 - 5Documento15 páginasTarea 3 - 212029 - 5kmiAún no hay calificaciones
- Post - Tarea3 - 212029 - 5Documento22 páginasPost - Tarea3 - 212029 - 5kmi0% (1)
- T2. Taller Laboratorio Modelos de Asignacion 2Documento7 páginasT2. Taller Laboratorio Modelos de Asignacion 2kmiAún no hay calificaciones
- Ejercicio 1 Fadia CarolinaDocumento8 páginasEjercicio 1 Fadia CarolinakmiAún no hay calificaciones
- Marketing Interno 1Documento12 páginasMarketing Interno 1kmiAún no hay calificaciones
- Huertas UrbanasDocumento2 páginasHuertas UrbanaskmiAún no hay calificaciones
- Paso 4 Evaluación Financiera Grupo 117.Documento45 páginasPaso 4 Evaluación Financiera Grupo 117.TATIANA LUQUEZAún no hay calificaciones
- Huertas UrbanasDocumento2 páginasHuertas UrbanaskmiAún no hay calificaciones
- Fase 4 - Jose Del RioDocumento14 páginasFase 4 - Jose Del RiokmiAún no hay calificaciones
- Protocolo de Prácticas Del Laboratorio de Biología UnadDocumento28 páginasProtocolo de Prácticas Del Laboratorio de Biología UnadAndres EscobarAún no hay calificaciones
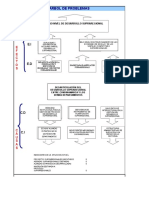
- Problemas del desarrollo suprarregionalDocumento2 páginasProblemas del desarrollo suprarregionalLaura GalloAún no hay calificaciones
- Guía para El Desarrollo Del Componente Práctico VirtualDocumento4 páginasGuía para El Desarrollo Del Componente Práctico VirtualAndres EscobarAún no hay calificaciones
- Prácticas Biología - Diana CorzoDocumento10 páginasPrácticas Biología - Diana CorzokmiAún no hay calificaciones
- Protocolo Bioseguridad PIDocumento9 páginasProtocolo Bioseguridad PIkmiAún no hay calificaciones
- Logistica y Cadena de SuministroDocumento7 páginasLogistica y Cadena de SuministrokmiAún no hay calificaciones
- Tarea 2 Fabio HuesoDocumento3 páginasTarea 2 Fabio HuesokmiAún no hay calificaciones
- 6th Central Pay Commission Salary CalculatorDocumento15 páginas6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Ejercicio 2 - EOQ - Fadia Carolina ArosDocumento7 páginasEjercicio 2 - EOQ - Fadia Carolina AroskmiAún no hay calificaciones
- Ejercicio 2 - EOQ - Fadia Carolina ArosDocumento7 páginasEjercicio 2 - EOQ - Fadia Carolina AroskmiAún no hay calificaciones
- Estrategia Mixta - Diana CorzoDocumento10 páginasEstrategia Mixta - Diana CorzokmiAún no hay calificaciones
- Ejercicio 2 - EOQ - Fadia Carolina ArosDocumento7 páginasEjercicio 2 - EOQ - Fadia Carolina AroskmiAún no hay calificaciones
- Fase 4 - Individual - Estatica y Resistencia de MaterialesDocumento32 páginasFase 4 - Individual - Estatica y Resistencia de MaterialeskmiAún no hay calificaciones
- Pretarea - DIANA CORZO - Grupo - 47Documento11 páginasPretarea - DIANA CORZO - Grupo - 47kmiAún no hay calificaciones
- Post-Tarea DianacorzoDocumento34 páginasPost-Tarea DianacorzokmiAún no hay calificaciones
- Análisis de La problemática-DianaCorzoDocumento4 páginasAnálisis de La problemática-DianaCorzokmiAún no hay calificaciones
- Formato Entrega POA FinalDocumento5 páginasFormato Entrega POA FinalkmiAún no hay calificaciones
- Actividad 2Documento15 páginasActividad 2kmiAún no hay calificaciones
- Ejercicio Colaborativo - Grupo 212019 - 10 - Avance 1Documento3 páginasEjercicio Colaborativo - Grupo 212019 - 10 - Avance 1kmiAún no hay calificaciones
- Abordaje Psicoanalítico Grupal de Niños PDFDocumento18 páginasAbordaje Psicoanalítico Grupal de Niños PDFmyfreudAún no hay calificaciones
- Lab 9 F - 2 Flujo Magnetico.Documento7 páginasLab 9 F - 2 Flujo Magnetico.MELANIE ALLISON SERPA CCAHUANAAún no hay calificaciones
- Ordenanza Calidad Termica Edificaciones Municipio Maracaibo #030Documento24 páginasOrdenanza Calidad Termica Edificaciones Municipio Maracaibo #030Anonymous 0HozZSvVAún no hay calificaciones
- Informe I1 Física - IIDocumento9 páginasInforme I1 Física - IIJaiir TrujilloAún no hay calificaciones
- Categoría C y EDocumento8 páginasCategoría C y EBraian CopacavaAún no hay calificaciones
- Instrumento de EvaluaciónDocumento9 páginasInstrumento de EvaluaciónKenny MolinaAún no hay calificaciones
- Informe Julio Quinto CDocumento8 páginasInforme Julio Quinto CIzan Bl100% (1)
- Quinta Practica CAÍDA LIBREDocumento7 páginasQuinta Practica CAÍDA LIBREMANUEL EDSON MENESES CATACORAAún no hay calificaciones
- Entrevista Con Emilia FerreiroDocumento2 páginasEntrevista Con Emilia FerreiroMaría Susana PouméAún no hay calificaciones
- La Bandera Del PeruDocumento3 páginasLa Bandera Del PeruLuisAún no hay calificaciones
- Teoria ElasticidadDocumento9 páginasTeoria ElasticidadPepe VMAún no hay calificaciones
- Guía Sistema Cardiovascular Primer Examen Departamental FesiDocumento5 páginasGuía Sistema Cardiovascular Primer Examen Departamental FesiCésar Roque100% (4)
- 1.2 Y 1.3 Proceso de Construcción de La CienciaDocumento3 páginas1.2 Y 1.3 Proceso de Construcción de La CienciaElizabeth Jimenez0% (1)
- Adolfo López MateosDocumento1 páginaAdolfo López MateosAsimisirath OrtizAún no hay calificaciones
- La Idea Que Da VueltasDocumento3 páginasLa Idea Que Da VueltasMarlen CrespoAún no hay calificaciones
- Los Espejos y las Lentes: Clasificación e Imágenes ÓpticasDocumento13 páginasLos Espejos y las Lentes: Clasificación e Imágenes ÓpticasHUGO BENAVIDESAún no hay calificaciones
- MONT CELESTE - 80pax (Bodas2022)Documento2 páginasMONT CELESTE - 80pax (Bodas2022)Juan Sebastian Fernandez RamirezAún no hay calificaciones
- Bases de La Revision y Actualizacion CurrricularDocumento30 páginasBases de La Revision y Actualizacion CurrricularMercedes luisa gerrero de los santosAún no hay calificaciones
- Queen HistoriaDocumento12 páginasQueen HistoriaEberEscobarAún no hay calificaciones
- 2º Mat.Documento19 páginas2º Mat.Francisca VelasquezAún no hay calificaciones
- Costo Total - GG - GSDocumento5 páginasCosto Total - GG - GSemjackAún no hay calificaciones
- Referencias BibliográficasDocumento16 páginasReferencias BibliográficasMiriam HernandezAún no hay calificaciones
- Informe Técnico DS10 Varios MAVE 17.07.2020 Los CantarosDocumento4 páginasInforme Técnico DS10 Varios MAVE 17.07.2020 Los CantarosdanipcfAún no hay calificaciones
- Tabla de Diferencias de Visual BasicDocumento1 páginaTabla de Diferencias de Visual Basiclesther velasquezAún no hay calificaciones
- CACHICHEDocumento7 páginasCACHICHEMaría Flor Isabel Quispe CuliAún no hay calificaciones
- ZODIDocumento6 páginasZODIbrayant100% (3)
- Guía Docente: Módulo: Formación Física Y Orden Cerrado IDocumento22 páginasGuía Docente: Módulo: Formación Física Y Orden Cerrado IMario alberto ReynosaAún no hay calificaciones
- Novena de Navidad PDFDocumento11 páginasNovena de Navidad PDFAna Laura Lopez Zamora100% (1)
- Memoria de CalendariosDocumento6 páginasMemoria de Calendariosluz crisostomo paredesAún no hay calificaciones
- Frustración ConflictoDocumento12 páginasFrustración ConflictoMary MayorgaAún no hay calificaciones
- Manual Técnico del Automóvil - Diccionario Ilustrado de las Nuevas TecnologíasDe EverandManual Técnico del Automóvil - Diccionario Ilustrado de las Nuevas TecnologíasCalificación: 4.5 de 5 estrellas4.5/5 (14)
- Influencia. La psicología de la persuasiónDe EverandInfluencia. La psicología de la persuasiónCalificación: 4.5 de 5 estrellas4.5/5 (14)
- Excel para principiantes: Aprenda a utilizar Excel 2016, incluyendo una introducción a fórmulas, funciones, gráficos, cuadros, macros, modelado, informes, estadísticas, Excel Power Query y másDe EverandExcel para principiantes: Aprenda a utilizar Excel 2016, incluyendo una introducción a fórmulas, funciones, gráficos, cuadros, macros, modelado, informes, estadísticas, Excel Power Query y másCalificación: 2.5 de 5 estrellas2.5/5 (3)
- Cómo Seducir Mujeres con tu Celular: Envía poderosos mensajes de texto que cautivarán a las mujeres que siempre has deseado tener en tu vidaDe EverandCómo Seducir Mujeres con tu Celular: Envía poderosos mensajes de texto que cautivarán a las mujeres que siempre has deseado tener en tu vidaCalificación: 4 de 5 estrellas4/5 (9)
- ChatGPT Ganar Dinero Desde Casa Nunca fue tan Fácil Las 7 mejores fuentes de ingresos pasivos con Inteligencia Artificial (IA): libros, redes sociales, marketing digital, programación...De EverandChatGPT Ganar Dinero Desde Casa Nunca fue tan Fácil Las 7 mejores fuentes de ingresos pasivos con Inteligencia Artificial (IA): libros, redes sociales, marketing digital, programación...Calificación: 5 de 5 estrellas5/5 (4)
- Clics contra la humanidad: Libertad y resistencia en la era de la distracción tecnológicaDe EverandClics contra la humanidad: Libertad y resistencia en la era de la distracción tecnológicaCalificación: 4.5 de 5 estrellas4.5/5 (116)
- Estructuras de Datos Básicas: Programación orientada a objetos con JavaDe EverandEstructuras de Datos Básicas: Programación orientada a objetos con JavaCalificación: 5 de 5 estrellas5/5 (1)
- Inteligencia artificial: Lo que usted necesita saber sobre el aprendizaje automático, robótica, aprendizaje profundo, Internet de las cosas, redes neuronales, y nuestro futuroDe EverandInteligencia artificial: Lo que usted necesita saber sobre el aprendizaje automático, robótica, aprendizaje profundo, Internet de las cosas, redes neuronales, y nuestro futuroCalificación: 4 de 5 estrellas4/5 (1)
- Auditoría de seguridad informática: Curso prácticoDe EverandAuditoría de seguridad informática: Curso prácticoCalificación: 5 de 5 estrellas5/5 (1)
- Aprender Illustrator 2020 con 100 ejercicios prácticosDe EverandAprender Illustrator 2020 con 100 ejercicios prácticosAún no hay calificaciones
- 7 tendencias digitales que cambiarán el mundoDe Everand7 tendencias digitales que cambiarán el mundoCalificación: 4.5 de 5 estrellas4.5/5 (86)
- Fundamentos de Redes InformáticasDe EverandFundamentos de Redes InformáticasCalificación: 4.5 de 5 estrellas4.5/5 (9)
- Lean: La Guía Fundamental para Lean Startup, Lean Six Sigma, Lean Analytics, Lean Enterprise, Lean Manufacturing, Scrum, Gestión Agile de Proyectos y KanbanDe EverandLean: La Guía Fundamental para Lean Startup, Lean Six Sigma, Lean Analytics, Lean Enterprise, Lean Manufacturing, Scrum, Gestión Agile de Proyectos y KanbanCalificación: 5 de 5 estrellas5/5 (1)
- Cómo hacer aviones de papel y otros objetos voladoresDe EverandCómo hacer aviones de papel y otros objetos voladoresAún no hay calificaciones
- La biblia del e-commerce: Los secretos de la venta online. Más de mil ideas para vender por internetDe EverandLa biblia del e-commerce: Los secretos de la venta online. Más de mil ideas para vender por internetCalificación: 5 de 5 estrellas5/5 (7)
- Reparar (casi) cualquier cosa: Cómo ajustar los objetos de uso cotidiano con la electrónica y la impresora 3DDe EverandReparar (casi) cualquier cosa: Cómo ajustar los objetos de uso cotidiano con la electrónica y la impresora 3DCalificación: 5 de 5 estrellas5/5 (6)
- Lean Seis Sigma: La guía definitiva sobre Lean Seis Sigma, Lean Enterprise y Lean Manufacturing, con herramientas para incrementar la eficiencia y la satisfacción del clienteDe EverandLean Seis Sigma: La guía definitiva sobre Lean Seis Sigma, Lean Enterprise y Lean Manufacturing, con herramientas para incrementar la eficiencia y la satisfacción del clienteCalificación: 4.5 de 5 estrellas4.5/5 (5)
- EL PLAN DE MARKETING EN 4 PASOS. Estrategias y pasos clave para redactar un plan de marketing eficaz.De EverandEL PLAN DE MARKETING EN 4 PASOS. Estrategias y pasos clave para redactar un plan de marketing eficaz.Calificación: 4 de 5 estrellas4/5 (51)
- El trading online de una forma sencilla: Cómo convertirse en un inversionista online y descubrir las bases para lograr un trading de éxitoDe EverandEl trading online de una forma sencilla: Cómo convertirse en un inversionista online y descubrir las bases para lograr un trading de éxitoCalificación: 4 de 5 estrellas4/5 (30)
- AngularJS: Conviértete en el profesional que las compañías de software necesitan.De EverandAngularJS: Conviértete en el profesional que las compañías de software necesitan.Calificación: 3.5 de 5 estrellas3.5/5 (3)
- Guía de HTML5, CSS3 y Javascript. La Web 2.0De EverandGuía de HTML5, CSS3 y Javascript. La Web 2.0Calificación: 3.5 de 5 estrellas3.5/5 (2)