También podría gustarte
- A Guide to Ship Repair Estimates in Man-hoursDe EverandA Guide to Ship Repair Estimates in Man-hoursCalificación: 4.5 de 5 estrellas4.5/5 (5)
- 16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsDe Everand16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsCalificación: 4 de 5 estrellas4/5 (1)
- Rotational Lining SystemDocumento11 páginasRotational Lining SystemMubeenAún no hay calificaciones
- Doc: CED 50 (12111) January 2020: For BIS Use OnlyDocumento59 páginasDoc: CED 50 (12111) January 2020: For BIS Use Onlypravesh sharmaAún no hay calificaciones
- MSS SP-45Documento12 páginasMSS SP-45Daniel Joyce100% (5)
- Large Pipe Sizes: 2004 AnnalsDocumento9 páginasLarge Pipe Sizes: 2004 AnnalsyasamanAún no hay calificaciones
- Advanced 100% Solids Rigid Polyurethane Coatings Technology For Pipeline Field Joints and RehabilitationDocumento14 páginasAdvanced 100% Solids Rigid Polyurethane Coatings Technology For Pipeline Field Joints and RehabilitationLava SatAún no hay calificaciones
- RioPipeline2017 2515 Rio Pipeline 2017 United MininDocumento9 páginasRioPipeline2017 2515 Rio Pipeline 2017 United MininJose Anisio SilvaAún no hay calificaciones
- Vasitars PVT Limited - Pipeline RepairsDocumento12 páginasVasitars PVT Limited - Pipeline RepairsPavan_yoyo100% (1)
- Composite Structures: N.R.F. Rohem, L.J. Pacheco, S. Budhe, M.D. Banea, E.M. Sampaio, S. de BarrosDocumento9 páginasComposite Structures: N.R.F. Rohem, L.J. Pacheco, S. Budhe, M.D. Banea, E.M. Sampaio, S. de BarrosCaio MunizAún no hay calificaciones
- RioPipeline2017 2363 Final Paper Ibp2363 17Documento10 páginasRioPipeline2017 2363 Final Paper Ibp2363 17Jose Anisio SilvaAún no hay calificaciones
- JPCL Transpipe EbookDocumento82 páginasJPCL Transpipe Ebookvincent.w.stone6724Aún no hay calificaciones
- The Corrosion ProtectionDocumento28 páginasThe Corrosion Protectionjewettwater100% (1)
- Ipc2022-87282 Use of Carbon Composite Repair Technologies To Reinforce Crack-LikeDocumento7 páginasIpc2022-87282 Use of Carbon Composite Repair Technologies To Reinforce Crack-LikeOswaldo MontenegroAún no hay calificaciones
- RioPipeline2017 2513 Ibp2513 17 Rev02Documento11 páginasRioPipeline2017 2513 Ibp2513 17 Rev02Jose Anisio SilvaAún no hay calificaciones
- 2011 Oct - Alexander, C., Et Al - IOPF2011-7002-HoustonDocumento18 páginas2011 Oct - Alexander, C., Et Al - IOPF2011-7002-HoustonIman SatriaAún no hay calificaciones
- GRP Repair InstallationDocumento35 páginasGRP Repair InstallationSaleh EttehadiAún no hay calificaciones
- Guidance Note High Performance Paint Coatings No. 8.05: ScopeDocumento3 páginasGuidance Note High Performance Paint Coatings No. 8.05: ScopeAlexis Guzmán MéndezAún no hay calificaciones
- Composites For Chemical Resistance and InfrastructDocumento10 páginasComposites For Chemical Resistance and InfrastructsandeshAún no hay calificaciones
- Liquid Coatings For Girthwelds and Joints Proven Corrosion Protection Protection For PipelinesDocumento15 páginasLiquid Coatings For Girthwelds and Joints Proven Corrosion Protection Protection For PipelinesAbie RexoMenAún no hay calificaciones
- Repair Guidelines - Short VersionDocumento13 páginasRepair Guidelines - Short Versionfrost27Aún no hay calificaciones
- Materials and Design: H.S. Da Costa-Mattos, J.M.L. Reis, R.F. Sampaio, V.A. PerrutDocumento11 páginasMaterials and Design: H.S. Da Costa-Mattos, J.M.L. Reis, R.F. Sampaio, V.A. PerrutMarco Aurelio AraujoAún no hay calificaciones
- Acoustic Emission TestsDocumento8 páginasAcoustic Emission TestsDBasak_1974Aún no hay calificaciones
- Non-Metallic Applications in Oil - Gas IndustryDocumento6 páginasNon-Metallic Applications in Oil - Gas IndustryzaheerAún no hay calificaciones
- Corrosion Swimming)Documento6 páginasCorrosion Swimming)skenny1Aún no hay calificaciones
- Case Study On Corrosion Assessment of Infield Pipelines byDocumento10 páginasCase Study On Corrosion Assessment of Infield Pipelines byHazim NaharAún no hay calificaciones
- Kanatpaints PipelineDocumento16 páginasKanatpaints PipelineMekineAún no hay calificaciones
- Rotational Lining System and Use of High-Performance ThermoplasticsDocumento11 páginasRotational Lining System and Use of High-Performance ThermoplasticsMubeenAún no hay calificaciones
- Fiberglass Reinforced Thermoset PlasticDocumento4 páginasFiberglass Reinforced Thermoset PlasticMichael VillaluzAún no hay calificaciones
- Integrity of Pipeline SystemsDocumento2 páginasIntegrity of Pipeline Systemssl1828Aún no hay calificaciones
- Industry Need For Mobile Pipe Coating Technologies: CoatingsDocumento3 páginasIndustry Need For Mobile Pipe Coating Technologies: CoatingsBasil OgbunudeAún no hay calificaciones
- Composite Wrapping - A Challenging Solution For Deep-Water Repair ApplicationsDocumento9 páginasComposite Wrapping - A Challenging Solution For Deep-Water Repair ApplicationsMubeenAún no hay calificaciones
- Apuntes Sobre Recubrimientos para CursoDocumento8 páginasApuntes Sobre Recubrimientos para CursoJoseEZerpaAún no hay calificaciones
- Lloyds Gre PDFDocumento0 páginasLloyds Gre PDFLegend AnbuAún no hay calificaciones
- Repair and Rehabilitation of StructuresDocumento11 páginasRepair and Rehabilitation of StructuresSaravana Chandhran100% (1)
- Development of A Carbon-Fiber Composite Repair System For Offshore RisersDocumento17 páginasDevelopment of A Carbon-Fiber Composite Repair System For Offshore Risersusto2014Aún no hay calificaciones
- Use of Pre-Construction Primers in Marine Construction: J. Peter Ault, P.E. Elzly Technology CorporationDocumento6 páginasUse of Pre-Construction Primers in Marine Construction: J. Peter Ault, P.E. Elzly Technology CorporationhannaismcAún no hay calificaciones
- Nondestructive Evaluation (NDE) For Thermal-Spray CoatingsDocumento3 páginasNondestructive Evaluation (NDE) For Thermal-Spray CoatingsKhin Aung ShweAún no hay calificaciones
- Apie Plastikini Vamzdyna CPDModuleOct07entireDocumento3 páginasApie Plastikini Vamzdyna CPDModuleOct07entirestarykltAún no hay calificaciones
- Composite Material Offshore Corrosion SolutionsDocumento15 páginasComposite Material Offshore Corrosion SolutionsaruchellamAún no hay calificaciones
- Life-365 Service Life Prediction Model Version 2.0Documento2 páginasLife-365 Service Life Prediction Model Version 2.0Fernando RosalesAún no hay calificaciones
- Simon Frost 2011Documento23 páginasSimon Frost 2011bluemasAún no hay calificaciones
- RIOOG2018 Vallourec Technical PaperDocumento10 páginasRIOOG2018 Vallourec Technical PaperdfgAún no hay calificaciones
- GRE Lined Carbon SteelDocumento11 páginasGRE Lined Carbon SteelkalyanvarmanAún no hay calificaciones
- Field Applied Pipeline CoatingDocumento10 páginasField Applied Pipeline CoatingNono_geotecAún no hay calificaciones
- Ins and Outs of Pipeline Coatings Used To Protect Oil PipelinesDocumento7 páginasIns and Outs of Pipeline Coatings Used To Protect Oil PipelinesBigBaby JulianAún no hay calificaciones
- MSBTE Questions Bank With Answer: Maintenance and Repairs of Structures - 22602Documento13 páginasMSBTE Questions Bank With Answer: Maintenance and Repairs of Structures - 22602aniket100% (3)
- Revamping Corrosion Damaged Reinforced Concrete Balconies - Life Cycle Assessment and Life Cycle Cost of Life Extending Repair MethodsDocumento24 páginasRevamping Corrosion Damaged Reinforced Concrete Balconies - Life Cycle Assessment and Life Cycle Cost of Life Extending Repair MethodsSyed RafiuzzamanAún no hay calificaciones
- TP Oct2003 PDFDocumento7 páginasTP Oct2003 PDFPraveen KumarAún no hay calificaciones
- 4 Conre RPRDocumento5 páginas4 Conre RPRBALRAJAún no hay calificaciones
- Hot TapDocumento11 páginasHot TapsumanAún no hay calificaciones
- Cold Bonding LNG TanksDocumento4 páginasCold Bonding LNG TankskaybeeAún no hay calificaciones
- PolykenDocumento8 páginasPolykenVictor Hugo Bustos BeltranAún no hay calificaciones
- Overview of Pipeline Coatings)Documento7 páginasOverview of Pipeline Coatings)kartalsamAún no hay calificaciones
- FRP Repair Reinforced Concrete ChimneyDocumento6 páginasFRP Repair Reinforced Concrete ChimneyTavio TavioTavio100% (1)
- RioPipeline2017 2543 Rosenrevisedpaperibp2543 17Documento9 páginasRioPipeline2017 2543 Rosenrevisedpaperibp2543 17Jose Anisio SilvaAún no hay calificaciones
- Riopipeline2019 1135 Riopipeline2019 t1135 JST Av1Documento8 páginasRiopipeline2019 1135 Riopipeline2019 t1135 JST Av1Marcelo Varejão CasarinAún no hay calificaciones
- Chapter I - Repair of ConcreteDocumento4 páginasChapter I - Repair of ConcreteSutopoAún no hay calificaciones
- Durability Design of Concrete Structures: Phenomena, Modeling, and PracticeDe EverandDurability Design of Concrete Structures: Phenomena, Modeling, and PracticeAún no hay calificaciones
- Concrete Structures: Repair, Rehabilitation and StrengtheningDe EverandConcrete Structures: Repair, Rehabilitation and StrengtheningAún no hay calificaciones
- Laser Cladding of Inconel 625 For Pipeline Protection - Exploratory ParametrizationDocumento7 páginasLaser Cladding of Inconel 625 For Pipeline Protection - Exploratory ParametrizationJose Anisio SilvaAún no hay calificaciones
- RioPipeline2017 2363 Final Paper Ibp2363 17Documento10 páginasRioPipeline2017 2363 Final Paper Ibp2363 17Jose Anisio SilvaAún no hay calificaciones
- Pipeline Rehabilitation Using Glass-Fiber Liner Paulo A. Martinez, Rodrigo Tomazi, Guilherme F. GóesDocumento9 páginasPipeline Rehabilitation Using Glass-Fiber Liner Paulo A. Martinez, Rodrigo Tomazi, Guilherme F. GóesJose Anisio SilvaAún no hay calificaciones
- RioPipeline2017 2087 Ibp Article Brazil Us BusinessDocumento9 páginasRioPipeline2017 2087 Ibp Article Brazil Us BusinessJose Anisio SilvaAún no hay calificaciones
- IBP2038 - 17 Hibernation of Slurry Pipelines: A Comparative Analysis Between Nitrogen and Treated WaterDocumento6 páginasIBP2038 - 17 Hibernation of Slurry Pipelines: A Comparative Analysis Between Nitrogen and Treated WaterJose Anisio SilvaAún no hay calificaciones
- Inspection of Composite Bell-And-Spigot Joints: Brazilian Petroleum, Gas and Biofuels InstituteDocumento10 páginasInspection of Composite Bell-And-Spigot Joints: Brazilian Petroleum, Gas and Biofuels InstituteJose Anisio SilvaAún no hay calificaciones
- RioPipeline2017 2513 Ibp2513 17 Rev02Documento11 páginasRioPipeline2017 2513 Ibp2513 17 Rev02Jose Anisio SilvaAún no hay calificaciones
- RioPipeline2017 2543 Rosenrevisedpaperibp2543 17Documento9 páginasRioPipeline2017 2543 Rosenrevisedpaperibp2543 17Jose Anisio SilvaAún no hay calificaciones
- RioPipeline2017 2396 Ibp 2396 17 JLR White Paper RiDocumento8 páginasRioPipeline2017 2396 Ibp 2396 17 JLR White Paper RiJose Anisio SilvaAún no hay calificaciones
- A1X3R1 - 2d - EPI-08-WP5-TW PDFDocumento10 páginasA1X3R1 - 2d - EPI-08-WP5-TW PDFJose Anisio SilvaAún no hay calificaciones
- A New Technology For Pig Inspections For Pipelines With Major LimitationsDocumento8 páginasA New Technology For Pig Inspections For Pipelines With Major LimitationsJose Anisio SilvaAún no hay calificaciones
- Quality Requirements For Line Pipe: JanuaryDocumento14 páginasQuality Requirements For Line Pipe: JanuaryJose Anisio Silva100% (1)
- A 1018 - A 1018M - 16aDocumento8 páginasA 1018 - A 1018M - 16aJose Anisio Silva0% (1)
- Selective Seam Weld Corrosion - How Big Is The Problem - Kiefner & AssociatesDocumento5 páginasSelective Seam Weld Corrosion - How Big Is The Problem - Kiefner & AssociatesJose Anisio SilvaAún no hay calificaciones
- Pipeline Welding Procedure SpecificationDocumento12 páginasPipeline Welding Procedure SpecificationJose Anisio SilvaAún no hay calificaciones
- P770DM EsmDocumento122 páginasP770DM EsmJose Anisio SilvaAún no hay calificaciones
- General Requirements For Ferritic Alloy Steel, Austenitic Alloy Steel, and Stainless Steel TubesDocumento12 páginasGeneral Requirements For Ferritic Alloy Steel, Austenitic Alloy Steel, and Stainless Steel TubesJose Anisio SilvaAún no hay calificaciones
- Precipitation-Hardening Bolting (UNS N07718) For High Temperature ServiceDocumento4 páginasPrecipitation-Hardening Bolting (UNS N07718) For High Temperature ServiceJose Anisio SilvaAún no hay calificaciones
- Pipeline ConstructionDocumento19 páginasPipeline ConstructionJose Anisio SilvaAún no hay calificaciones
- Lab12 Fisiología DigestivaDocumento7 páginasLab12 Fisiología DigestivacesamavAún no hay calificaciones
- B - SC - Chemistry (I To VI Semesters) W - e - F - 2014-15 in Phased MannerDocumento30 páginasB - SC - Chemistry (I To VI Semesters) W - e - F - 2014-15 in Phased MannerNatish JaglanAún no hay calificaciones
- Ginseng in VitroDocumento5 páginasGinseng in Vitrosafeer uddinAún no hay calificaciones
- Volatile Organic Compounds in Water - Gas Chromatography M. C. TombsDocumento9 páginasVolatile Organic Compounds in Water - Gas Chromatography M. C. TombsMichael OkaiAún no hay calificaciones
- Polyester Recycling Forum2006Documento100 páginasPolyester Recycling Forum2006Atika Anan ToryAún no hay calificaciones
- The Origin of Natural Gas and Petroleum, and The Prognosis Future Supplies - THOMAS GOLDDocumento27 páginasThe Origin of Natural Gas and Petroleum, and The Prognosis Future Supplies - THOMAS GOLDzaroia100% (6)
- Med ClearDocumento2 páginasMed ClearSubramani KarurAún no hay calificaciones
- Pulp Based Bottle: A Project ReportDocumento18 páginasPulp Based Bottle: A Project ReportRavi KumarAún no hay calificaciones
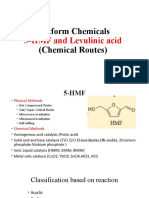
- 5-HMF and Levulinic AcidDocumento18 páginas5-HMF and Levulinic Acidsandh90Aún no hay calificaciones
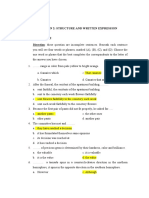
- Section 2: Structure and Written ExpressionDocumento6 páginasSection 2: Structure and Written ExpressionMalik RidwanAún no hay calificaciones
- Cation Lab ReportDocumento5 páginasCation Lab Report2020-1-77-042Aún no hay calificaciones
- Review Article: Treatment of Natural Fiber For Application in Concrete PavementDocumento13 páginasReview Article: Treatment of Natural Fiber For Application in Concrete PavementBrinsi AnwerAún no hay calificaciones
- Additive ManufacturingDocumento20 páginasAdditive ManufacturingNarender NarruAún no hay calificaciones
- An Overview of Recovery of Metals From SlagsDocumento17 páginasAn Overview of Recovery of Metals From SlagsPauloValdiviesoAún no hay calificaciones
- Electronegativity ScalesDocumento8 páginasElectronegativity ScalesrashidAún no hay calificaciones
- Introduction To Engineering Materials - 15 BatchDocumento23 páginasIntroduction To Engineering Materials - 15 BatchHaq NawazAún no hay calificaciones
- Us 3087787Documento6 páginasUs 3087787ndsdarknessAún no hay calificaciones
- Meb 532 PDFDocumento2 páginasMeb 532 PDFHoe Bhaji100% (1)
- Antibacterial HydrogelsDocumento17 páginasAntibacterial HydrogelsALONDRA CAROLINA HERNANDEZ QUINTEROAún no hay calificaciones
- Flammability Limit: Kebakaran Dan Ledakan Teknik Kesehatan Dan Keselamatan KerjaDocumento34 páginasFlammability Limit: Kebakaran Dan Ledakan Teknik Kesehatan Dan Keselamatan Kerja20-124 EkkiAún no hay calificaciones
- Advance Material Selection For Belt DrivesDocumento10 páginasAdvance Material Selection For Belt DrivesAtharv MandhareAún no hay calificaciones
- Exercise Soln Chemical Equation and ReactionDocumento14 páginasExercise Soln Chemical Equation and ReactioniTutor Classes BapiAún no hay calificaciones
- Lertwattanaruk 2015Documento6 páginasLertwattanaruk 2015Andres CuadrosAún no hay calificaciones
- 2BE Mech Hydraulics and Pnuematics Unit No 01 Basics and PumpsDocumento78 páginas2BE Mech Hydraulics and Pnuematics Unit No 01 Basics and PumpsAlagumuthuvel VAún no hay calificaciones
- Recycled Rubber - Vulcanized Crumb Particulate SpecificationDocumento12 páginasRecycled Rubber - Vulcanized Crumb Particulate SpecificationDevesh Kumar PandeyAún no hay calificaciones
- Lichen Secondary Metabolites As Potential Antibiotic Agents: 3.1 Needing For New Antibiotics From NatureDocumento24 páginasLichen Secondary Metabolites As Potential Antibiotic Agents: 3.1 Needing For New Antibiotics From NatureIrfaan SalzabilAún no hay calificaciones
- Closed Becker County LandfillDocumento4 páginasClosed Becker County LandfillNathan BoweAún no hay calificaciones
- Hypress Ficha Tecnica Mang R2 PDFDocumento1 páginaHypress Ficha Tecnica Mang R2 PDFManuel ArangoAún no hay calificaciones
- Thermodynamic Considerations in The Interactions of Nitrogen Oxides and Oxy Acids in The AtmosphereDocumento5 páginasThermodynamic Considerations in The Interactions of Nitrogen Oxides and Oxy Acids in The AtmosphereKing Ray TabalbaAún no hay calificaciones
- Recycle and Reuse of Materials and Components From Waste Streams of Nuclear Fuel Cycle FacilitiesDocumento56 páginasRecycle and Reuse of Materials and Components From Waste Streams of Nuclear Fuel Cycle FacilitiesNICK 770Aún no hay calificaciones