También podría gustarte
- Sena Taller 1Documento3 páginasSena Taller 1Demetrio GutierrezAún no hay calificaciones
- TallernU1nnGMIn0821 256499c799ef071Documento5 páginasTallernU1nnGMIn0821 256499c799ef071Santiago Murillo CastellanosAún no hay calificaciones
- Formato Diagnostico TesisDocumento16 páginasFormato Diagnostico TesisIllaryAún no hay calificaciones
- El Analisis de Aceite Como Una Herramienta de Mtto.Documento43 páginasEl Analisis de Aceite Como Una Herramienta de Mtto.Alex TacuriAún no hay calificaciones
- Gestión del mantenimiento industrial: Análisis de fallas en centro de mecanizadoDocumento3 páginasGestión del mantenimiento industrial: Análisis de fallas en centro de mecanizadoCarlos Manuel Aislant RomeroAún no hay calificaciones
- Matriz Objetivos Del SGC - Karen L. CruzDocumento13 páginasMatriz Objetivos Del SGC - Karen L. CruzMiguel SánchezAún no hay calificaciones
- Solucion Del Taller Causas y Efectos Asociados A Determinado ProblemaDocumento5 páginasSolucion Del Taller Causas y Efectos Asociados A Determinado ProblemaCarlos Muñoz GamarraAún no hay calificaciones
- Formato AmefDocumento8 páginasFormato AmefBrian CaipoAún no hay calificaciones
- Taller 1 SenaDocumento7 páginasTaller 1 Senafernando quintero vallejoAún no hay calificaciones
- Plan de mantenimiento para el torno convencionalDocumento17 páginasPlan de mantenimiento para el torno convencionalnoretAún no hay calificaciones
- Nelson Fernandez Control Nº4Documento10 páginasNelson Fernandez Control Nº4Fernando Berrios VargasAún no hay calificaciones
- AMEFDocumento23 páginasAMEFHernan Felipe Bustacara TrianaAún no hay calificaciones
- Taller RAP 1Documento3 páginasTaller RAP 1HanselOsorioAún no hay calificaciones
- Manual Landa MartinezDocumento12 páginasManual Landa MartinezJorge Martínez BarriosAún no hay calificaciones
- Curso Mantenimiento Traves Analisis Aceite Buenas Practicas Lubricacion Equipos Maquinarias PDFDocumento34 páginasCurso Mantenimiento Traves Analisis Aceite Buenas Practicas Lubricacion Equipos Maquinarias PDFjoseluis05Aún no hay calificaciones
- Tecnicas de Planeación en MantenimientoDocumento93 páginasTecnicas de Planeación en MantenimientoEduar Correa Gomez100% (1)
- 8.30 Trujillo Rca Pmo LubDocumento23 páginas8.30 Trujillo Rca Pmo LubClaudia Herrera AmadorAún no hay calificaciones
- 4 - Quality ControlDocumento13 páginas4 - Quality ControlRyan CharlesAún no hay calificaciones
- Primera Entrega SenaDocumento3 páginasPrimera Entrega Senajose orozco Liz orozcoAún no hay calificaciones
- Ishicawa CreditexDocumento38 páginasIshicawa Creditexjreyes.dc15Aún no hay calificaciones
- AMFECDocumento5 páginasAMFECanon_51533518Aún no hay calificaciones
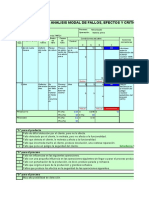
- ANALISIS MODAL DE FALLOS Y CRITICIDADDocumento5 páginasANALISIS MODAL DE FALLOS Y CRITICIDADRaul Lopez JanampaAún no hay calificaciones
- Fase 6 - 179Documento12 páginasFase 6 - 179yeison elles bertelAún no hay calificaciones
- CAPITULO Ill 2022Documento4 páginasCAPITULO Ill 2022JOSEPH ALONSO CHACON FLORAún no hay calificaciones
- Mantenimiento Planeado ComplementoDocumento57 páginasMantenimiento Planeado ComplementoHenry Del MarAún no hay calificaciones
- Conf. 10 TribologíaDocumento23 páginasConf. 10 TribologíaVentas MVitalAún no hay calificaciones
- Matriz de Riesgos TallerDocumento84 páginasMatriz de Riesgos TallerGuillermo Salas M.Aún no hay calificaciones
- AMFECDocumento5 páginasAMFECLuis Ernesto Espinosa VaraAún no hay calificaciones
- Implementación de un plan de mantenimiento preventivo para mejorar la eficiencia en LAMIDECOR S.A.CDocumento21 páginasImplementación de un plan de mantenimiento preventivo para mejorar la eficiencia en LAMIDECOR S.A.CDeysi Lavado SotoAún no hay calificaciones
- Intradevco IndustrialDocumento14 páginasIntradevco IndustrialCristhian Paul Espino CuadrosAún no hay calificaciones
- entrega de trabajoDocumento17 páginasentrega de trabajodeyvidbannergonzalesdelacruzAún no hay calificaciones
- Calidad continuaDocumento12 páginasCalidad continuaSteven RodriguezAún no hay calificaciones
- Taller RAP 1Documento8 páginasTaller RAP 1diana marcela africany pelaezAún no hay calificaciones
- Caso2 PDFDocumento12 páginasCaso2 PDFJaiber AvilaAún no hay calificaciones
- Ejemplo Diagrama de Pareto - 02-03-22Documento21 páginasEjemplo Diagrama de Pareto - 02-03-22jeisson pinillaAún no hay calificaciones
- Presentación Poka-YokeDocumento15 páginasPresentación Poka-YokeCarla Victoria MarSolAún no hay calificaciones
- Copia de ODS - MASRTER (2) REPARTIDODocumento34 páginasCopia de ODS - MASRTER (2) REPARTIDODiana Hernandez RodriguezAún no hay calificaciones
- 7ma SESION Herramientas ExploratoriasDocumento28 páginas7ma SESION Herramientas ExploratoriasALEXANDERAún no hay calificaciones
- Formato AMEFDocumento35 páginasFormato AMEFYusbelis PerezAún no hay calificaciones
- Gestión eficiente mantenimiento edilicioDocumento37 páginasGestión eficiente mantenimiento ediliciopsalaspaAún no hay calificaciones
- Análisis de fallas en centro de mecanizado usando diagrama causa-efectoDocumento2 páginasAnálisis de fallas en centro de mecanizado usando diagrama causa-efectorobinson0% (1)
- Folleto Informativo SGCDocumento2 páginasFolleto Informativo SGCNeidy FloresAún no hay calificaciones
- Diagrama de ParetoDocumento1 páginaDiagrama de ParetoRomina Bravo0% (1)
- B03-Verif Disp Prueba de ErrorDocumento31 páginasB03-Verif Disp Prueba de ErrorDavid MedinaAún no hay calificaciones
- Matriz Indicadores Sistema Integrado de Gestion 2017Documento118 páginasMatriz Indicadores Sistema Integrado de Gestion 2017angelly perezAún no hay calificaciones
- Tablero de Mando Taller ResueltoDocumento12 páginasTablero de Mando Taller ResueltoDiana PinedaAún no hay calificaciones
- C4S4B2Documento13 páginasC4S4B2Jeka Asto ManriqueAún no hay calificaciones
- Manchego Condori - Sandoval Bolaños-1Documento71 páginasManchego Condori - Sandoval Bolaños-1Abraham Angelo Cayetano AlvarezAún no hay calificaciones
- GeneradorDocumento18 páginasGeneradorRdrgo Naxox SalgadoAún no hay calificaciones
- Taller RAP 1Documento4 páginasTaller RAP 1Natalia florez0% (1)
- Matriz AmfeDocumento14 páginasMatriz AmfeAndreaOchoaAún no hay calificaciones
- OEE MODIFICADO (Recuperado Automáticamente)Documento4 páginasOEE MODIFICADO (Recuperado Automáticamente)Mario DiegoAún no hay calificaciones
- Clase Formato HazopDocumento6 páginasClase Formato HazopMARIA ALEJANDRA DIAZ ZABALAAún no hay calificaciones
- P.esbelta 60%Documento26 páginasP.esbelta 60%jose andres bravo fernandezAún no hay calificaciones
- Calidad y Proceso de FabricaciónDocumento14 páginasCalidad y Proceso de FabricaciónHenry OlateAún no hay calificaciones
- Diagrama Ishikawa 4Documento2 páginasDiagrama Ishikawa 4Larry CervantesAún no hay calificaciones
- Costos por órdenes de producción y por procesosDe EverandCostos por órdenes de producción y por procesosAún no hay calificaciones
- Análisis y diseño de piezas con Catia V5De EverandAnálisis y diseño de piezas con Catia V5Calificación: 5 de 5 estrellas5/5 (1)
- Sistemas automáticos industriales de eventos discretosDe EverandSistemas automáticos industriales de eventos discretosAún no hay calificaciones
- Ventas Industriales 2 El Proceso de VentaDocumento59 páginasVentas Industriales 2 El Proceso de VentaDavid HuamaniAún no hay calificaciones
- Ventas Industriales 3 Planeación Del Esfuerzo de VentasDocumento32 páginasVentas Industriales 3 Planeación Del Esfuerzo de VentasDavid HuamaniAún no hay calificaciones
- Ingeniería Industrial - Ventas Industriales Parte 1Documento45 páginasIngeniería Industrial - Ventas Industriales Parte 1David HuamaniAún no hay calificaciones
- NI - Modos de InternacionalizacionDocumento15 páginasNI - Modos de InternacionalizacionDavid HuamaniAún no hay calificaciones
- ALADI/SEC/di 2888: 20 de Mayo de 2020Documento14 páginasALADI/SEC/di 2888: 20 de Mayo de 2020David HuamaniAún no hay calificaciones
- Gatt y OMCDocumento24 páginasGatt y OMCDavid HuamaniAún no hay calificaciones
- Bernaola YhjDocumento176 páginasBernaola Yhjedgard MazaAún no hay calificaciones
- Menor RiesgoDocumento13 páginasMenor RiesgoDavid HuamaniAún no hay calificaciones
- Modelo CDPDocumento1 páginaModelo CDPDavid HuamaniAún no hay calificaciones
- Sesion 2 Complemento Analisis EmpresarialDocumento11 páginasSesion 2 Complemento Analisis EmpresarialPaola Menèndez OrregoAún no hay calificaciones
- Control Estadistico de La Calidad de Un ServicioDocumento16 páginasControl Estadistico de La Calidad de Un ServiciomakubexdAún no hay calificaciones
- Modelo CDPDocumento1 páginaModelo CDPDavid HuamaniAún no hay calificaciones
- Informe Del Congreso para Curso RentaDocumento9 páginasInforme Del Congreso para Curso RentaSheilamaricielo AlayoparedesAún no hay calificaciones
- Etiqueta y Protocolo Tarea 1Documento7 páginasEtiqueta y Protocolo Tarea 1randyAún no hay calificaciones
- Guia10lii Editor Texto VbnetDocumento4 páginasGuia10lii Editor Texto VbnetWlady ZapataAún no hay calificaciones
- Trabajo 2 FINANCIAMIENTO DE COM. INTER.Documento11 páginasTrabajo 2 FINANCIAMIENTO DE COM. INTER.Fred FloresAún no hay calificaciones
- PP1 Grupo 03 Trabajo Final - Renta de 1ra, 2da, 3ra, 4ta y 5ta Categoría (Impuesto A La Renta de Personas Naturales)Documento36 páginasPP1 Grupo 03 Trabajo Final - Renta de 1ra, 2da, 3ra, 4ta y 5ta Categoría (Impuesto A La Renta de Personas Naturales)López LandoAún no hay calificaciones
- 3B El Proceso LogísticoDocumento9 páginas3B El Proceso LogísticoGERENCIA CENTRALAún no hay calificaciones
- Diseño de conexión viga principal-secundaria a corte simple con soldaduraDocumento4 páginasDiseño de conexión viga principal-secundaria a corte simple con soldaduraDiego DíazAún no hay calificaciones
- 2018 12 03segundaDocumento87 páginas2018 12 03segundaApril InderholleAún no hay calificaciones
- Taller Segundo Corte Gerencia EstratégicaDocumento3 páginasTaller Segundo Corte Gerencia EstratégicaViviana Carolina CASTRO CAMELO0% (1)
- Plan de Aseguramiento y Control de La CalidadDocumento18 páginasPlan de Aseguramiento y Control de La CalidadGabriel D. RodriguezAún no hay calificaciones
- Delito de Defraudación TributariaDocumento4 páginasDelito de Defraudación TributariaORDAZ DE LA CRUZ LUANA JADEAún no hay calificaciones
- Lozano - Eva - Analisis de Caso de MaquinariaDocumento5 páginasLozano - Eva - Analisis de Caso de MaquinariaLOZANO EVAAún no hay calificaciones
- Informe Flujo de FondosDocumento10 páginasInforme Flujo de FondosmarvinsdAún no hay calificaciones
- Caso Practico Distribucion Comercial Miguel Zabala PDFDocumento3 páginasCaso Practico Distribucion Comercial Miguel Zabala PDFAngelica100% (1)
- Claves para Entender El Nuevo Marco Jurídico Del Comercio Electrónico en EspañaDocumento10 páginasClaves para Entender El Nuevo Marco Jurídico Del Comercio Electrónico en Españaines abad lamasAún no hay calificaciones
- AulasDocumento65 páginasAulaselizabeth_moreno_52Aún no hay calificaciones
- Evolucion de La Administracion de OperacionesDocumento8 páginasEvolucion de La Administracion de OperacionesEDER DE JESUS VILLEGAS IXTEPANAún no hay calificaciones
- PRESENTACIÓN COMPLETA INBOUND MARKETING - ViernesDocumento33 páginasPRESENTACIÓN COMPLETA INBOUND MARKETING - Viernesyona scAún no hay calificaciones
- Tema 2. La Comunicación PublicitariaDocumento185 páginasTema 2. La Comunicación Publicitariapengyuan gaoAún no hay calificaciones
- Taller Planeación Estratégica 1Documento52 páginasTaller Planeación Estratégica 1Víctor Manuel Rodríguez RodriguezAún no hay calificaciones
- Guia de Actividades Interactuar Con Clientes de Acuerdo A Politicas Samuel L Rojas SerranoDocumento2 páginasGuia de Actividades Interactuar Con Clientes de Acuerdo A Politicas Samuel L Rojas SerranoEduardo0% (1)
- El Mercardo Del Aguacate en SincelejoDocumento11 páginasEl Mercardo Del Aguacate en SincelejoLAURA ANDREA ROSARIO RAMBAUTHAún no hay calificaciones
- Resumen de GeoDocumento5 páginasResumen de GeoBauti GlielmiAún no hay calificaciones
- Caso Estructura de La InversiónDocumento4 páginasCaso Estructura de La InversiónJose Martin Chavesta UypanAún no hay calificaciones
- ActF ERRDocumento17 páginasActF ERRFanny ReyezAún no hay calificaciones
- 003195-A00-V02-00.pdf, SOLICITUR BONOS TURISTICOSDocumento5 páginas003195-A00-V02-00.pdf, SOLICITUR BONOS TURISTICOSIgnacio Muñoz CerveraAún no hay calificaciones
- Arqueo de caja ejercicios prácticosDocumento4 páginasArqueo de caja ejercicios prácticosWilber Aguilera CabralAún no hay calificaciones
- Final Perfil Pip Carretera Sibayo - 28 AgoDocumento97 páginasFinal Perfil Pip Carretera Sibayo - 28 AgocirocaballeroAún no hay calificaciones
- Cuadro Sinoptico Ludis Margarita BeleñoDocumento1 páginaCuadro Sinoptico Ludis Margarita BeleñoMargarita BelenoAún no hay calificaciones
- Guía Diseño de Proyecto de IPSDocumento4 páginasGuía Diseño de Proyecto de IPSAngie Londoño HernándezAún no hay calificaciones