También podría gustarte
- Diseño de Un Transportador de Tornillo Sinfin - Mi2Documento23 páginasDiseño de Un Transportador de Tornillo Sinfin - Mi2Tyrson Jhonathan Chuquilin Carrasco100% (2)
- Calculo de Elevador de CangilonesDocumento14 páginasCalculo de Elevador de CangilonesJose Antonio Camacho Vita0% (2)
- Diseño de Elevador de Cangilones FinalDocumento58 páginasDiseño de Elevador de Cangilones FinalAlexander Ramos80% (5)
- Diseño de elevador de cangilones para transporte de fosfato ácidoDocumento50 páginasDiseño de elevador de cangilones para transporte de fosfato ácidoJulian LondoñoAún no hay calificaciones
- Diseño de Un Elevador de Cangilones Centrífugo para El Transporte de Arroz CáscaraDocumento17 páginasDiseño de Un Elevador de Cangilones Centrífugo para El Transporte de Arroz CáscaraJulio Enrique Sanchez Alcalde100% (1)
- Calculo y Diseño Elev Cangilones.Documento19 páginasCalculo y Diseño Elev Cangilones.miguelpcaAún no hay calificaciones
- Diseño de Un Elevador de CangilonDocumento21 páginasDiseño de Un Elevador de CangilonLaura MolinaAún no hay calificaciones
- Transportador Helicoidal PDFDocumento1 páginaTransportador Helicoidal PDFSamuel Flores Urbano100% (2)
- Transporte de Cadena - CalculoDocumento9 páginasTransporte de Cadena - CalculoFernando Emmanuel BenitezAún no hay calificaciones
- Hoja de Calculos de Elevador de CangilonesDocumento18 páginasHoja de Calculos de Elevador de CangilonesJorge100% (1)
- Cálculos Elevadores de Cangilones y Correas de TransmisiónDocumento4 páginasCálculos Elevadores de Cangilones y Correas de TransmisiónAlex Pakito100% (3)
- Selección CangilonesDocumento16 páginasSelección CangilonesJared Torrejon GuerreroAún no hay calificaciones
- Diseño Elevadores de Cangilones 1Documento50 páginasDiseño Elevadores de Cangilones 1Felipe Miranda Silva86% (7)
- Calculos de Un Tornillo Sin FinDocumento3 páginasCalculos de Un Tornillo Sin FinJose Mervin Yarleque CastilloAún no hay calificaciones
- 2.-Calculo Del Tornillo Sin FinDocumento3 páginas2.-Calculo Del Tornillo Sin FinRodolfo Calvo100% (1)
- 2015 - Elevador de CangilonesDocumento52 páginas2015 - Elevador de CangilonesPalacios SergioAún no hay calificaciones
- Elevador A CangilonesDocumento98 páginasElevador A CangilonesRoberto Ruggeri100% (1)
- Diseño Del Tornillo Helicoidal para El Transporte de AzucarDocumento77 páginasDiseño Del Tornillo Helicoidal para El Transporte de AzucarMaykol Odar100% (18)
- Diseño transportador helicoidal plomo 12ftDocumento48 páginasDiseño transportador helicoidal plomo 12ftAlvaro RamirezAún no hay calificaciones
- Cadena Transportadora Seleccion y Calculo 7Documento2 páginasCadena Transportadora Seleccion y Calculo 7noonesthereAún no hay calificaciones
- Elevador de Cangilones Link Belt Fime EfgDocumento22 páginasElevador de Cangilones Link Belt Fime EfgBel Ca100% (1)
- Diseño de Levador de CangilonesDocumento54 páginasDiseño de Levador de CangilonesShirley Quispe Huaylla82% (11)
- Trabajo de Diseño de Elevador de CangilonesDocumento50 páginasTrabajo de Diseño de Elevador de CangilonesHelen Cárdenas HonoresAún no hay calificaciones
- Diseño y Calculo de Transportador de Tornillo Sinfín HorizontalDocumento20 páginasDiseño y Calculo de Transportador de Tornillo Sinfín HorizontalShinefer50% (4)
- Capacidad de transporte: 27.9 kWDocumento4 páginasCapacidad de transporte: 27.9 kWLuis Alberto Chávez100% (1)
- Elevadores de Cangilones 1Documento46 páginasElevadores de Cangilones 1yarinamyrtaAún no hay calificaciones
- Calculo de Elevador de CangilonesDocumento73 páginasCalculo de Elevador de CangilonesJAVIER100% (2)
- Cálculo de banda transportadora de carbónDocumento58 páginasCálculo de banda transportadora de carbónlarafernando0% (1)
- Elevador de CangilonesDocumento20 páginasElevador de CangilonesbettoAún no hay calificaciones
- Diseño Mecánico de Elevadores de CangilonesDocumento7 páginasDiseño Mecánico de Elevadores de CangilonesAALEJO CASTROAún no hay calificaciones
- Mec 3340 Transporte ContinuoDocumento54 páginasMec 3340 Transporte ContinuoSERGIO_MAN100% (1)
- Calculos de Diseño Cinta TransportadoraDocumento106 páginasCalculos de Diseño Cinta TransportadoraJona Ciancio100% (1)
- Diseño de un elevador de cangilones para transportar 30 ton/hDocumento181 páginasDiseño de un elevador de cangilones para transportar 30 ton/hLuiz Hernandez100% (1)
- Diseño de Elevador de Cangilones para CementoDocumento15 páginasDiseño de Elevador de Cangilones para CementoJanhs HesanAún no hay calificaciones
- Cálculos para transporte por cangilonesDocumento3 páginasCálculos para transporte por cangilonesLuis Alberto Chávez100% (1)
- Elevador de Cangilones - CalculosDocumento30 páginasElevador de Cangilones - CalculosCGL3Aún no hay calificaciones
- Dimensionamiento de Un TamborDocumento5 páginasDimensionamiento de Un TamborJanio SanchezAún no hay calificaciones
- Estudio y Diseno de Elevador de Cangilones ResumenDocumento67 páginasEstudio y Diseno de Elevador de Cangilones ResumenMiguel Castro100% (2)
- Calculo RedlerDocumento39 páginasCalculo RedlerHORACIO SERENELLIAún no hay calificaciones
- Cangilones 1Documento51 páginasCangilones 1Felix Bocanegra RuizAún no hay calificaciones
- Ejemplo de Cálculo Del Transportador de BandaDocumento3 páginasEjemplo de Cálculo Del Transportador de BandaDalila Vera86% (7)
- Elevador a cangilones: descripción, cálculo y componentesDocumento95 páginasElevador a cangilones: descripción, cálculo y componentesTongas99100% (4)
- Cálculos de cinta transportadora trigo 250tph 25mDocumento11 páginasCálculos de cinta transportadora trigo 250tph 25mcanito73100% (2)
- Transportadores de Tornillo Sin FinDocumento8 páginasTransportadores de Tornillo Sin FinEduardo Raul Seminario MontenegroAún no hay calificaciones
- Catálogo Silos de Almacenamiento y Tolvas de FangosDocumento11 páginasCatálogo Silos de Almacenamiento y Tolvas de Fangosgustavo tolozaAún no hay calificaciones
- Transportador Por Tornillo Sin FinDocumento6 páginasTransportador Por Tornillo Sin FinRoberth Murillo Gomez100% (1)
- Diseño Del Tornillo TransportadorDocumento4 páginasDiseño Del Tornillo Transportadordeivy276Aún no hay calificaciones
- Diseño de Una Faja Stacker LongitudinalDocumento30 páginasDiseño de Una Faja Stacker LongitudinalAndre Aliaga100% (1)
- Calculo RedlerDocumento39 páginasCalculo Redlermenescardil100% (5)
- Diseño de Transportadores HelicoidalesDocumento93 páginasDiseño de Transportadores HelicoidalesAlexander Ramos92% (12)
- Diseño y Construcción de Un Sistema de Transporte NeumáticoDocumento23 páginasDiseño y Construcción de Un Sistema de Transporte NeumáticoLuis Fernando Charca BecerraAún no hay calificaciones
- Diseño de Elevador de CangilonesDocumento3 páginasDiseño de Elevador de Cangilonesjose reategui llempenAún no hay calificaciones
- GRUPO 2 - Objetivo General y EspecíficosDocumento7 páginasGRUPO 2 - Objetivo General y EspecíficosVictor Joel Diaz RachiAún no hay calificaciones
- Tif de MecanismosDocumento28 páginasTif de MecanismosHarold martinez fernandezAún no hay calificaciones
- Máquinas subterráneasDocumento6 páginasMáquinas subterráneasJose carvajal valenciaAún no hay calificaciones
- Fabricación apilador manual taller mecánicoDocumento9 páginasFabricación apilador manual taller mecánicoAngie Milena Lopez MartinezAún no hay calificaciones
- Dimensionamiento de Una Planta Secadora de Granos de ArrozDocumento33 páginasDimensionamiento de Una Planta Secadora de Granos de ArrozFátima ZuritaAún no hay calificaciones
- Proyecto FinalDocumento21 páginasProyecto FinalKarina SanchezAún no hay calificaciones
- Diseño de Trasportador HelicoidalDocumento44 páginasDiseño de Trasportador HelicoidalDaniel HurtadoAún no hay calificaciones
- Central Termica DieselDocumento28 páginasCentral Termica Dieseljose reategui llempenAún no hay calificaciones
- Linea de Transmisión CarhuaDocumento9 páginasLinea de Transmisión CarhuaJosé CárdenasAún no hay calificaciones
- Energía EolicaDocumento7 páginasEnergía Eolicajose reategui llempenAún no hay calificaciones
- Diseño de Elevador de CangilonesDocumento69 páginasDiseño de Elevador de Cangilonesjose reategui llempen100% (1)
- Calculo de Lineas y Redes Electricas - Ramón María Mujal Rosas PDFDocumento215 páginasCalculo de Lineas y Redes Electricas - Ramón María Mujal Rosas PDFHansAhumadaAún no hay calificaciones
- Maquinas Termicas Motoras PDFDocumento260 páginasMaquinas Termicas Motoras PDFVicente Capistrán Gómez83% (6)
- Manual de Normas Apa 7a CompletoDocumento37 páginasManual de Normas Apa 7a CompletoElsa Mendoza100% (5)
- Equipo de Elevacion y Transporte - GataDocumento30 páginasEquipo de Elevacion y Transporte - Gatajose reategui llempenAún no hay calificaciones
- Turbomaquinas TermicasDocumento68 páginasTurbomaquinas Termicasjose reategui llempenAún no hay calificaciones
- Diseño de Elevador de CangilonesDocumento3 páginasDiseño de Elevador de Cangilonesjose reategui llempenAún no hay calificaciones
- Diseño de Linea de Transmision 220kvDocumento107 páginasDiseño de Linea de Transmision 220kvAlberto PitaAún no hay calificaciones
- Grúas tipo puente: características y tiposDocumento33 páginasGrúas tipo puente: características y tiposjose reategui llempenAún no hay calificaciones
- Motores térmicos potencia rendimientos curvas característicasDocumento5 páginasMotores térmicos potencia rendimientos curvas característicasShaoran Kun75% (8)
- EjemplosCitasBibliografiaDocumento10 páginasEjemplosCitasBibliografiajose reategui llempenAún no hay calificaciones
- Efecto de CapilaridadDocumento3 páginasEfecto de Capilaridadjose reategui llempenAún no hay calificaciones
- II.6.Calidad de Energía EléctricaDocumento10 páginasII.6.Calidad de Energía Eléctricabeder_quispeAún no hay calificaciones
- Motores EléctricosDocumento18 páginasMotores EléctricospamelataboadalozanoAún no hay calificaciones
- SEMANA10 Sistema de Iluminacion PDFDocumento85 páginasSEMANA10 Sistema de Iluminacion PDFjeisonchavezAún no hay calificaciones
- II.1.Eficiencia en Sistemas de Iluminación PDFDocumento33 páginasII.1.Eficiencia en Sistemas de Iluminación PDFKarleyAún no hay calificaciones
- TFG Guillermo Soria Martinez PDFDocumento513 páginasTFG Guillermo Soria Martinez PDFAdriana Q.Aún no hay calificaciones
- Modelo PropuestaDocumento18 páginasModelo Propuestajose reategui llempenAún no hay calificaciones
- Motores ElectricosDocumento113 páginasMotores ElectricosJhon SuclupeAún no hay calificaciones
- Normatividad Energetica en MexicoDocumento7 páginasNormatividad Energetica en Mexicojose reategui llempenAún no hay calificaciones
- Cálculo de fajas trapezoidales para transmisión de potenciaDocumento29 páginasCálculo de fajas trapezoidales para transmisión de potenciajose reategui llempenAún no hay calificaciones
- Fajas en V A B C D eDocumento20 páginasFajas en V A B C D eFernandoRTarazonaAún no hay calificaciones
- Manual de Usuario de REDCADDocumento0 páginasManual de Usuario de REDCADNilocasasAún no hay calificaciones
- Libro Lineas de Transmision - Juan Bautista RiosDocumento252 páginasLibro Lineas de Transmision - Juan Bautista RiosJaime Huarcaya100% (3)
- TFG Guillermo Soria Martinez PDFDocumento513 páginasTFG Guillermo Soria Martinez PDFAdriana Q.Aún no hay calificaciones
- Aceites EsencialesDocumento4 páginasAceites EsencialesOriana FontalvoAún no hay calificaciones
- Municipios Del Estado de Nuevo Leon 89Documento66 páginasMunicipios Del Estado de Nuevo Leon 89AmbrosioAún no hay calificaciones
- Informe Julio ReplicaDocumento8 páginasInforme Julio ReplicaTatti CabreraAún no hay calificaciones
- Teatro griego y origen del género dramáticoDocumento4 páginasTeatro griego y origen del género dramáticoCecycabezasandoval0% (1)
- Caso #2 Grana y MonteroDocumento28 páginasCaso #2 Grana y MonteroPaniura VivancoAún no hay calificaciones
- Bitacora 1Documento4 páginasBitacora 1Yennifer MartinezAún no hay calificaciones
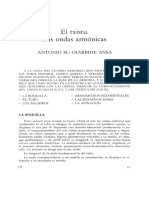
- El Txistu - Sus Ondas ArmónicasDocumento16 páginasEl Txistu - Sus Ondas ArmónicasodezaraAún no hay calificaciones
- Actividad #1 Revisoria FiscalDocumento3 páginasActividad #1 Revisoria FiscalEliana PoloAún no hay calificaciones
- Glosario 3Documento2 páginasGlosario 3Jeremy BerrocalAún no hay calificaciones
- Catalogo de Aceites PUMADocumento33 páginasCatalogo de Aceites PUMAPuma El TriunfoAún no hay calificaciones
- Guía para El Desarrollo Del Componente Práctico Del Curso - Unidad 3 - Fase 5 - Salida Componente PrácticoDocumento6 páginasGuía para El Desarrollo Del Componente Práctico Del Curso - Unidad 3 - Fase 5 - Salida Componente PrácticoStella MegalAún no hay calificaciones
- Practica de Campo 3 Auditoria TributariaDocumento3 páginasPractica de Campo 3 Auditoria Tributariajunior saavedraAún no hay calificaciones
- LAGACETA07AGLPDocumento40 páginasLAGACETA07AGLPLaGacetadeCanariasAún no hay calificaciones
- Directrices para Reducir La Mortalidad de Las Tortugas Marinas en Las Operaciones de Pesca. (Roma, FAO. 2011.)Documento144 páginasDirectrices para Reducir La Mortalidad de Las Tortugas Marinas en Las Operaciones de Pesca. (Roma, FAO. 2011.)PROBIOMAAún no hay calificaciones
- Del Acceso Carnal Abusivo en Incapáz de Resistir y El Acoso SexualDocumento6 páginasDel Acceso Carnal Abusivo en Incapáz de Resistir y El Acoso SexualChiki ヅ MarceAún no hay calificaciones
- Tema 8Documento14 páginasTema 8Jesús Hernández SerranoAún no hay calificaciones
- La Victoria Del Amor de Lorenzo Zani PDFDocumento107 páginasLa Victoria Del Amor de Lorenzo Zani PDFLaSiervaAún no hay calificaciones
- Sesión de Dialogamos Establecemos AcuerdosDocumento2 páginasSesión de Dialogamos Establecemos AcuerdosEver Jara Vasquez71% (7)
- Esquema de Tratamiento Antituberculoso para Pacientes Con RafaDocumento2 páginasEsquema de Tratamiento Antituberculoso para Pacientes Con Rafamartinez mollerAún no hay calificaciones
- Ficha de SeguimientoDocumento1 páginaFicha de Seguimientorenato espinAún no hay calificaciones
- SILPANCHO y MILANESADocumento5 páginasSILPANCHO y MILANESAjessica bustillo marquezAún no hay calificaciones
- Normas Farmacologicas MAYO 2022Documento441 páginasNormas Farmacologicas MAYO 2022Adrian MartinezAún no hay calificaciones
- Ventajas y desventajas de 5 dispositivos de entrada y salidaDocumento2 páginasVentajas y desventajas de 5 dispositivos de entrada y salidaBarni Jose Angulo Montaña100% (1)
- Auditoria FinancieraDocumento33 páginasAuditoria FinancieraRalphLópezMachaca100% (1)
- Patrimonio cultural del Perú: Lugares declarados por la UNESCODocumento26 páginasPatrimonio cultural del Perú: Lugares declarados por la UNESCOfranco gallegosAún no hay calificaciones
- Trabajo de MortadelaDocumento8 páginasTrabajo de Mortadelarominasl100% (1)
- GM1V Dec2009 ESTA PDFDocumento246 páginasGM1V Dec2009 ESTA PDFAntonio MorenoAún no hay calificaciones
- Cuestionario Cultura Clásica. 8-Iii-2016Documento5 páginasCuestionario Cultura Clásica. 8-Iii-2016Julián Esteso SepúlvedaAún no hay calificaciones
- El Ser Humano y La NaturalezaDocumento2 páginasEl Ser Humano y La Naturalezaandrea77% (13)
- Intervención rutas Medellín-Costa Atlántica por emergencia HidroituangoDocumento3 páginasIntervención rutas Medellín-Costa Atlántica por emergencia HidroituangoJulio Ernesto Hurtado SuárezAún no hay calificaciones
- Excel para principiantes: Aprenda a utilizar Excel 2016, incluyendo una introducción a fórmulas, funciones, gráficos, cuadros, macros, modelado, informes, estadísticas, Excel Power Query y másDe EverandExcel para principiantes: Aprenda a utilizar Excel 2016, incluyendo una introducción a fórmulas, funciones, gráficos, cuadros, macros, modelado, informes, estadísticas, Excel Power Query y másCalificación: 2.5 de 5 estrellas2.5/5 (3)
- El trading online de una forma sencilla: Cómo convertirse en un inversionista online y descubrir las bases para lograr un trading de éxitoDe EverandEl trading online de una forma sencilla: Cómo convertirse en un inversionista online y descubrir las bases para lograr un trading de éxitoCalificación: 4 de 5 estrellas4/5 (30)
- Influencia. La psicología de la persuasiónDe EverandInfluencia. La psicología de la persuasiónCalificación: 4.5 de 5 estrellas4.5/5 (14)
- Fundamentos de Redes InformáticasDe EverandFundamentos de Redes InformáticasCalificación: 4.5 de 5 estrellas4.5/5 (9)
- Cómo Seducir Mujeres con tu Celular: Envía poderosos mensajes de texto que cautivarán a las mujeres que siempre has deseado tener en tu vidaDe EverandCómo Seducir Mujeres con tu Celular: Envía poderosos mensajes de texto que cautivarán a las mujeres que siempre has deseado tener en tu vidaCalificación: 4 de 5 estrellas4/5 (9)
- 7 tendencias digitales que cambiarán el mundoDe Everand7 tendencias digitales que cambiarán el mundoCalificación: 4.5 de 5 estrellas4.5/5 (86)
- Inteligencia artificial: Lo que usted necesita saber sobre el aprendizaje automático, robótica, aprendizaje profundo, Internet de las cosas, redes neuronales, y nuestro futuroDe EverandInteligencia artificial: Lo que usted necesita saber sobre el aprendizaje automático, robótica, aprendizaje profundo, Internet de las cosas, redes neuronales, y nuestro futuroCalificación: 4 de 5 estrellas4/5 (1)
- Clics contra la humanidad: Libertad y resistencia en la era de la distracción tecnológicaDe EverandClics contra la humanidad: Libertad y resistencia en la era de la distracción tecnológicaCalificación: 4.5 de 5 estrellas4.5/5 (116)
- Mecánica aplicada al diseño de los elementos de máquinas: Temas básicos de resistencia de materiales aplicables al diseño de arboles y ejesDe EverandMecánica aplicada al diseño de los elementos de máquinas: Temas básicos de resistencia de materiales aplicables al diseño de arboles y ejesCalificación: 5 de 5 estrellas5/5 (1)
- Auditoría de seguridad informática: Curso prácticoDe EverandAuditoría de seguridad informática: Curso prácticoCalificación: 5 de 5 estrellas5/5 (1)
- La biblia del e-commerce: Los secretos de la venta online. Más de mil ideas para vender por internetDe EverandLa biblia del e-commerce: Los secretos de la venta online. Más de mil ideas para vender por internetCalificación: 5 de 5 estrellas5/5 (7)
- Estructuras de Datos Básicas: Programación orientada a objetos con JavaDe EverandEstructuras de Datos Básicas: Programación orientada a objetos con JavaCalificación: 5 de 5 estrellas5/5 (1)
- Arduino. Guía práctica de fundamentos y simulación: RobóticaDe EverandArduino. Guía práctica de fundamentos y simulación: RobóticaCalificación: 4.5 de 5 estrellas4.5/5 (5)
- Lean: La Guía Fundamental para Lean Startup, Lean Six Sigma, Lean Analytics, Lean Enterprise, Lean Manufacturing, Scrum, Gestión Agile de Proyectos y KanbanDe EverandLean: La Guía Fundamental para Lean Startup, Lean Six Sigma, Lean Analytics, Lean Enterprise, Lean Manufacturing, Scrum, Gestión Agile de Proyectos y KanbanCalificación: 5 de 5 estrellas5/5 (1)
- Cómo ser un Ninja Social: Supera el miedo a hablar con desconocidos, crea conexiones con cualquiera y se la persona más interesante del lugarDe EverandCómo ser un Ninja Social: Supera el miedo a hablar con desconocidos, crea conexiones con cualquiera y se la persona más interesante del lugarCalificación: 4.5 de 5 estrellas4.5/5 (4)
- LAS VELAS JAPONESAS DE UNA FORMA SENCILLA. La guía de introducción a las velas japonesas y a las estrategias de análisis técnico más eficaces.De EverandLAS VELAS JAPONESAS DE UNA FORMA SENCILLA. La guía de introducción a las velas japonesas y a las estrategias de análisis técnico más eficaces.Calificación: 4.5 de 5 estrellas4.5/5 (54)
- ChatGPT Ganar Dinero Desde Casa Nunca fue tan Fácil Las 7 mejores fuentes de ingresos pasivos con Inteligencia Artificial (IA): libros, redes sociales, marketing digital, programación...De EverandChatGPT Ganar Dinero Desde Casa Nunca fue tan Fácil Las 7 mejores fuentes de ingresos pasivos con Inteligencia Artificial (IA): libros, redes sociales, marketing digital, programación...Calificación: 5 de 5 estrellas5/5 (4)
- Aprende electrónica con Arduino: Una guía ilustrada para principiantes sobre la informática físicaDe EverandAprende electrónica con Arduino: Una guía ilustrada para principiantes sobre la informática físicaAún no hay calificaciones
- Cómo hacer aviones de papel y otros objetos voladoresDe EverandCómo hacer aviones de papel y otros objetos voladoresAún no hay calificaciones
- Arduino. Edición 2018 Curso prácticoDe EverandArduino. Edición 2018 Curso prácticoCalificación: 4 de 5 estrellas4/5 (15)
- EL PLAN DE MARKETING EN 4 PASOS. Estrategias y pasos clave para redactar un plan de marketing eficaz.De EverandEL PLAN DE MARKETING EN 4 PASOS. Estrategias y pasos clave para redactar un plan de marketing eficaz.Calificación: 4 de 5 estrellas4/5 (51)
- Ejercicios sobre elasticidad y resistencia de materialesDe EverandEjercicios sobre elasticidad y resistencia de materialesAún no hay calificaciones
- Energía solar autónoma: Una guía práctica para entender e instalar sistemas fotovoltaicos y de bateríasDe EverandEnergía solar autónoma: Una guía práctica para entender e instalar sistemas fotovoltaicos y de bateríasAún no hay calificaciones