También podría gustarte
- EjerciciosDocumento1 páginaEjerciciosRonald Phatti Anccota100% (1)
- Senati Mecánico de MantenimientoDocumento8 páginasSenati Mecánico de MantenimientoBruno Cruz100% (1)
- Mantenimiento Mecanico Ii - Parte IiDocumento467 páginasMantenimiento Mecanico Ii - Parte IiJavier Quispe Hualpa100% (1)
- Tuerca MoleteadaDocumento10 páginasTuerca MoleteadaDylan Marquina100% (1)
- Cuaderno de Informes 01-02-1Documento31 páginasCuaderno de Informes 01-02-1Gladys RodriguezAún no hay calificaciones
- Eje Cilindrico Sin CentrosDocumento45 páginasEje Cilindrico Sin CentrosJorge Daniel Quichca QuispeAún no hay calificaciones
- Cuaderno de Informes MAQUINAS Y HERRAMIENTAS Cris SEMANA 1Documento24 páginasCuaderno de Informes MAQUINAS Y HERRAMIENTAS Cris SEMANA 1cristian crt98Aún no hay calificaciones
- Afilado Herramientas CorteDocumento4 páginasAfilado Herramientas CorteJhon Hernan Burgos CastroAún no hay calificaciones
- Entregable 2 de AjustesDocumento14 páginasEntregable 2 de AjustesbotcabezasdAún no hay calificaciones
- Trabajo Final de Tecnologia de Los MetalesDocumento15 páginasTrabajo Final de Tecnologia de Los MetalesJefferson CoronelAún no hay calificaciones
- Examen Senati Afilado 1Documento4 páginasExamen Senati Afilado 1JESUS MANUEL POLO FERNANDEZAún no hay calificaciones
- Describa Las Características de Los Sistemas de Sujeción Cónica de Los Arboles y Manguitos Porta Fresas Bajo Norma ASME e ISODocumento4 páginasDescriba Las Características de Los Sistemas de Sujeción Cónica de Los Arboles y Manguitos Porta Fresas Bajo Norma ASME e ISOluis ballinAún no hay calificaciones
- Plantilla Senati Refrentado - PPTX Jose Castillo BurgosDocumento16 páginasPlantilla Senati Refrentado - PPTX Jose Castillo BurgosJose Castillo BurgosAún no hay calificaciones
- Tarjeta de Mantenimiento Rutinario MoreDocumento9 páginasTarjeta de Mantenimiento Rutinario MoresaMir More100% (1)
- AÑO DEL FORTALECIMIENTO DE LA SOBERANÍA NACIONALDocumento4 páginasAÑO DEL FORTALECIMIENTO DE LA SOBERANÍA NACIONALRodrigo Franco MuniveAún no hay calificaciones
- Trabajo Foro.Documento7 páginasTrabajo Foro.Victor Hugo100% (1)
- Fichas de SeminarioDocumento6 páginasFichas de SeminarioJorge Cari100% (1)
- Calculo de secciones transversales y volúmenes de soldaduraDocumento4 páginasCalculo de secciones transversales y volúmenes de soldaduraJUAN RODRIGO CACERES MORANAún no hay calificaciones
- Maquinas y HerramientasDocumento13 páginasMaquinas y HerramientasAlonso Cardenas RojasAún no hay calificaciones
- Cuchillas molino plástico: templado y revenidoDocumento4 páginasCuchillas molino plástico: templado y revenidoNayeli JuárezAún no hay calificaciones
- Plan de Trabajo Del EstudianteDocumento11 páginasPlan de Trabajo Del EstudianteERICK GRANDEAún no hay calificaciones
- Banco y Ajuste Semana 1 PDFDocumento158 páginasBanco y Ajuste Semana 1 PDFWilliams Apumayta Jorge0% (1)
- Cuestionario 7 y 8Documento11 páginasCuestionario 7 y 8Alexandra Cecilia Chura AresteguiAún no hay calificaciones
- Funcionamiento de Ruedas DentadasDocumento20 páginasFuncionamiento de Ruedas DentadasRamiro Nina YujraAún no hay calificaciones
- Descripción Del Proceso Fabricación de Una BridaDocumento2 páginasDescripción Del Proceso Fabricación de Una BridaBRAYAN DIAZAún no hay calificaciones
- Partes y Funcionamiento de TornoDocumento2 páginasPartes y Funcionamiento de TornoCesarBermudez100% (2)
- Mmad Mmad-310 TrabajofinalDocumento3 páginasMmad Mmad-310 TrabajofinalAnthony LeónAún no hay calificaciones
- Practica #7Documento3 páginasPractica #7juan carlosAún no hay calificaciones
- Procedimiento de La Prensa en CDocumento9 páginasProcedimiento de La Prensa en CbetokarAún no hay calificaciones
- Carga de TrabajoDocumento1 páginaCarga de TrabajoDanielRamirezAún no hay calificaciones
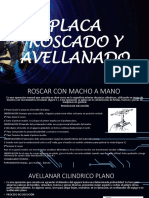
- Placa Roscado y AvellanadoDocumento12 páginasPlaca Roscado y Avellanadoelizabeth aracca jordan100% (1)
- Trazar, Aserrar y Agujerear ParalelepipedoDocumento50 páginasTrazar, Aserrar y Agujerear Paralelepipedojeferson silveraAún no hay calificaciones
- Afilado de herramientasDocumento24 páginasAfilado de herramientasMarco. Kelthoz.Aún no hay calificaciones
- Pasos para la fabricación de piezas mecánicasDocumento17 páginasPasos para la fabricación de piezas mecánicasdavid barreto100% (1)
- Procedimiento de Trabajo Del TaladroDocumento3 páginasProcedimiento de Trabajo Del TaladroTonny Jimenes100% (1)
- Mmad Mmad-312 TrabajofinalDocumento6 páginasMmad Mmad-312 TrabajofinalluisAún no hay calificaciones
- Cuaderno de Informe Semana 3Documento12 páginasCuaderno de Informe Semana 3Pedro Quiroga100% (1)
- Variadores de Velocidad Sin EscalonesDocumento12 páginasVariadores de Velocidad Sin EscalonesAndyMedina0% (2)
- Regular Reparar Resorte de AvanceDocumento11 páginasRegular Reparar Resorte de Avancemiguell50% (2)
- Trabajo Final de Maquinas y Herramientas TR2 Segunda EntregaDocumento14 páginasTrabajo Final de Maquinas y Herramientas TR2 Segunda EntregaUlises AndradeAún no hay calificaciones
- Por Qué Las Resistencias de Las Placas Madres de Las Computadoras Tiene Otra Morfología y Otra DenominaciónDocumento3 páginasPor Qué Las Resistencias de Las Placas Madres de Las Computadoras Tiene Otra Morfología y Otra DenominaciónDC NiarfezAún no hay calificaciones
- Evaluación final de ajuste y montaje de máquinasDocumento2 páginasEvaluación final de ajuste y montaje de máquinascolcahuantaAún no hay calificaciones
- Uniones EnchavetadasDocumento13 páginasUniones EnchavetadasjoseAún no hay calificaciones
- ACTIVIDAD 1,2 de Aire ComprimidoDocumento12 páginasACTIVIDAD 1,2 de Aire ComprimidoHaiton LR50% (2)
- Mmad Mmad-311 FormatoalumnotrabajofinalDocumento10 páginasMmad Mmad-311 FormatoalumnotrabajofinalMiguek QuitoAún no hay calificaciones
- Trabajo Final Del Curso.Documento4 páginasTrabajo Final Del Curso.bryan alvarez100% (1)
- DocumentoDocumento12 páginasDocumentoRichard Jce67% (3)
- Actividad Entregable Mantenimiento Mecanico 2Documento10 páginasActividad Entregable Mantenimiento Mecanico 2Fabrizio Bellido100% (1)
- Mantenimiento Preventivo Trabajo0009Documento4 páginasMantenimiento Preventivo Trabajo0009david alfaro67% (3)
- Foro Tematico Afilado Herramientas de CorteDocumento3 páginasForo Tematico Afilado Herramientas de CorteAron AFAún no hay calificaciones
- Mmad Mmad-507 TrabajofinalDocumento3 páginasMmad Mmad-507 TrabajofinalJover Rivera CAún no hay calificaciones
- Tr1 Soldadura de MantenimientoDocumento6 páginasTr1 Soldadura de MantenimientoDipi AcerrinAún no hay calificaciones
- GEOMETRIA Básica Nº1Documento49 páginasGEOMETRIA Básica Nº1José Manuel Pizarro Garrido50% (2)
- Entregable 2 Diego MarchanDocumento6 páginasEntregable 2 Diego MarchanSebastian SmpAún no hay calificaciones
- Cuaderno de Informes de Mecanica de Mantenimiento Numero 7Documento12 páginasCuaderno de Informes de Mecanica de Mantenimiento Numero 7Ulises AndradeAún no hay calificaciones
- Tarjeta de Inspeccion y LubricacionDocumento7 páginasTarjeta de Inspeccion y LubricacionFelipe Zicnic LindoAún no hay calificaciones
- Desarrolloo Humano Ii (Ivan, John, Jse, Yauri)Documento8 páginasDesarrolloo Humano Ii (Ivan, John, Jse, Yauri)Sulin CruzAún no hay calificaciones
- Buje ConicoDocumento10 páginasBuje ConicoYohien Chino LaymeAún no hay calificaciones
- Torno 1Documento3 páginasTorno 1Deker QuispeAún no hay calificaciones
- Entregable 1 Afilado de HerramientasDocumento8 páginasEntregable 1 Afilado de HerramientasMileidy LimaescobarAún no hay calificaciones
- Modelo de AficheDocumento2 páginasModelo de AficheYohien Chino LaymeAún no hay calificaciones
- Gruas MovilesDocumento2 páginasGruas MovilesYohien Chino LaymeAún no hay calificaciones
- CARATULASDocumento8 páginasCARATULASYohien Chino LaymeAún no hay calificaciones
- Tabla Periodica de Los Elementos y Enlaces AtomicosDocumento21 páginasTabla Periodica de Los Elementos y Enlaces AtomicosYohien Chino LaymeAún no hay calificaciones
- Mecanica Clasica e LazoDocumento277 páginasMecanica Clasica e LazoEliezer Vladimir CastroAún no hay calificaciones
- Trabajo Practico-Analisis y CircuitosDocumento13 páginasTrabajo Practico-Analisis y CircuitosYohien Chino LaymeAún no hay calificaciones
- Práctica Calificada de Diseño de Elementos de Máquinas 2Documento1 páginaPráctica Calificada de Diseño de Elementos de Máquinas 2TR Juan AlvaradoAún no hay calificaciones
- Trabajo de Lineas de Transmision CalculosDocumento9 páginasTrabajo de Lineas de Transmision CalculosYohien Chino LaymeAún no hay calificaciones
- Trabajo PracticoDocumento14 páginasTrabajo PracticoYohien Chino LaymeAún no hay calificaciones
- CARATULASDocumento8 páginasCARATULASYohien Chino LaymeAún no hay calificaciones
- Características mecánicas y resistencia de materialesDocumento165 páginasCaracterísticas mecánicas y resistencia de materialesq3adict0100% (4)
- Proyecto de Laboratorio de SuelosDocumento18 páginasProyecto de Laboratorio de SuelosYohien Chino LaymeAún no hay calificaciones
- Estima Precio GNC LimaDocumento37 páginasEstima Precio GNC LimaYohien Chino LaymeAún no hay calificaciones
- Regulacion Gas Natural PeruDocumento192 páginasRegulacion Gas Natural PeruPam Ingenieria Construyendo IdeasAún no hay calificaciones
- Resumen de La Norma NTP 111-011Documento51 páginasResumen de La Norma NTP 111-011Yohien Chino LaymeAún no hay calificaciones
- Estima Precio GNC LimaDocumento37 páginasEstima Precio GNC LimaYohien Chino LaymeAún no hay calificaciones
- Reporte ERCUE 2010 2011Documento95 páginasReporte ERCUE 2010 2011Yohien Chino LaymeAún no hay calificaciones
- Energia en El PeruDocumento14 páginasEnergia en El PeruAnonymous mxNEVoJcAún no hay calificaciones
- Buje ConicoDocumento10 páginasBuje ConicoYohien Chino LaymeAún no hay calificaciones
- GasnaturalDocumento30 páginasGasnaturalJhonny Sanchez0% (1)
- Ejemplo Base de Comparación GLP Vs GNDocumento13 páginasEjemplo Base de Comparación GLP Vs GNYohien Chino LaymeAún no hay calificaciones
- Cálculo Del Precio de Referencia de La Cotización InternacionalDocumento25 páginasCálculo Del Precio de Referencia de La Cotización InternacionalRaBe1385Aún no hay calificaciones
- Cap 17Documento26 páginasCap 17Yohien Chino LaymeAún no hay calificaciones
- FPB 2019 2020 5 Informe Propuesta SCGDocumento45 páginasFPB 2019 2020 5 Informe Propuesta SCGYohien Chino LaymeAún no hay calificaciones
- Tarea Velocidad de Corte Potencia y Tiempo de Procesamiento TornoDocumento3 páginasTarea Velocidad de Corte Potencia y Tiempo de Procesamiento TornoYohien Chino LaymeAún no hay calificaciones
- Propiedades y Usos Del Gas Natural PDFDocumento45 páginasPropiedades y Usos Del Gas Natural PDFJoelCristobalAún no hay calificaciones
- Fabricación de Una Pieza en Conformado1Documento15 páginasFabricación de Una Pieza en Conformado1Yohien Chino LaymeAún no hay calificaciones
- 1-Propiedades y Usos Del GNDocumento34 páginas1-Propiedades y Usos Del GNYohien Chino LaymeAún no hay calificaciones
- Series de Maq I PDFDocumento40 páginasSeries de Maq I PDFHenry MichaelAún no hay calificaciones
- Proceso de Fabricacion Con Arranque de VirutaDocumento8 páginasProceso de Fabricacion Con Arranque de VirutaAnonymous esfFAYRQHvAún no hay calificaciones
- Anexo 3 Figuras Profesionales Acuerdo 008 A PROVISIONAL DISTRITODocumento9 páginasAnexo 3 Figuras Profesionales Acuerdo 008 A PROVISIONAL DISTRITOSaira Nuñez0% (1)
- Guia Practica de Torn 1-2-3, Cilindrado Exterior, Refrentdo y TaladradoDocumento6 páginasGuia Practica de Torn 1-2-3, Cilindrado Exterior, Refrentdo y TaladradoAnderson Giron MamaniAún no hay calificaciones
- Plan de Trabajo Del EstudianteDocumento11 páginasPlan de Trabajo Del EstudianteBenjxs Torres RojasAún no hay calificaciones
- Hoja de Procesos LapizDocumento3 páginasHoja de Procesos LapizDaniela MendozaAún no hay calificaciones
- AvellanadoDocumento17 páginasAvellanadoCarlos Beltran AlvarezAún no hay calificaciones
- DOP DAP Taller Romeros TesisDocumento94 páginasDOP DAP Taller Romeros TesisCesar RamosAún no hay calificaciones
- Guía Parámetros de Corte en Procesos de Mecanizado PDFDocumento17 páginasGuía Parámetros de Corte en Procesos de Mecanizado PDFRobert Pizarro0% (1)
- Darwin TaladroDocumento12 páginasDarwin TaladroUriel torres velardeAún no hay calificaciones
- Informe Procesos LimadoDocumento12 páginasInforme Procesos LimadoNadia ApazaAún no hay calificaciones
- Mecanizado pieza acero C45Documento7 páginasMecanizado pieza acero C45cesarAún no hay calificaciones
- Catálogo MadecentroDocumento197 páginasCatálogo MadecentroCarlosAgustoPinedaSanchezAún no hay calificaciones
- Torno Vertical y CNCDocumento23 páginasTorno Vertical y CNCMiguel Angel Nieto Duran100% (8)
- Guia de Aceros para MoldesDocumento20 páginasGuia de Aceros para Moldesmomiercoles0% (1)
- Levantamiento Taller Mecánico InacapDocumento75 páginasLevantamiento Taller Mecánico InacapSergio OrtizAún no hay calificaciones
- Instrumentos de Medición Directa Y Indirecta 2019Documento21 páginasInstrumentos de Medición Directa Y Indirecta 2019Diego Calsina JachoAún no hay calificaciones
- MMAPR2009Documento60 páginasMMAPR2009Diego Avendaño0% (1)
- MMOCT2012Documento65 páginasMMOCT2012RICHAR 333Aún no hay calificaciones
- Cap 3 Tornillos v02 TXT 01Documento32 páginasCap 3 Tornillos v02 TXT 01JorgeAún no hay calificaciones
- Ventas Por Productos 2022090910523958Documento69 páginasVentas Por Productos 2022090910523958Shirley GonzalesAún no hay calificaciones
- Inpeccion y Control de Calidad - RugosidadDocumento16 páginasInpeccion y Control de Calidad - RugosidadSalvadorAún no hay calificaciones
- Evidencia de ConocimientoDocumento3 páginasEvidencia de ConocimientoAldo Yair Casasola Cruz.Aún no hay calificaciones
- Informe Refrentado y CilindradoDocumento13 páginasInforme Refrentado y CilindradoJosselyn MoreiraAún no hay calificaciones
- Herramientas básicas de mecanizado y sus partesDocumento4 páginasHerramientas básicas de mecanizado y sus partesIsmael AvellaAún no hay calificaciones
- Examen Parcial #1Documento2 páginasExamen Parcial #1Hikari Torres CruzAún no hay calificaciones
- Actividad Torno Paralelo-Miguel Márquez-20100359Documento14 páginasActividad Torno Paralelo-Miguel Márquez-20100359MIGUEL ANGEL MARQUEZ GARCIAAún no hay calificaciones
- Proyecto de Aula: Empresa de Tornos "Industrias"Documento17 páginasProyecto de Aula: Empresa de Tornos "Industrias"AYXA YESURY FONSECA VALDERRAMAAún no hay calificaciones
- Desprendimiento de VirutaDocumento14 páginasDesprendimiento de VirutaJesus GuerraAún no hay calificaciones
- MMDEC2009Documento44 páginasMMDEC2009Diego AvendañoAún no hay calificaciones
- Sesion 1Documento26 páginasSesion 1GIIO CRUGOAún no hay calificaciones