También podría gustarte
- Seguridad y medio ambiente en planta química. QUIE0108De EverandSeguridad y medio ambiente en planta química. QUIE0108Aún no hay calificaciones
- Extintores UnalmDocumento8 páginasExtintores UnalmGerson Freddy Torres ChávezAún no hay calificaciones
- Recomendaciones TRABAJO Altas Temperaturas PDFDocumento20 páginasRecomendaciones TRABAJO Altas Temperaturas PDFBrayan Bisneider Barbosa Mendoza100% (1)
- MANUAL de BUENAS PRÁCTICAS de Almacenamiento para Presentar-2Documento25 páginasMANUAL de BUENAS PRÁCTICAS de Almacenamiento para Presentar-2Walter Raul CulquiAún no hay calificaciones
- SHILL-PTS-016 SandblastingDocumento56 páginasSHILL-PTS-016 Sandblastingmaria requenaAún no hay calificaciones
- Procedimiento para Aplicacion de Recubrimientos Anticorrosivos CambiosDocumento20 páginasProcedimiento para Aplicacion de Recubrimientos Anticorrosivos CambiosBORREGA_ITZELAún no hay calificaciones
- Procedimiento de Trasvase 1Documento8 páginasProcedimiento de Trasvase 1Felipe GiraldoAún no hay calificaciones
- U 2 Análisis de Causa RaízDocumento47 páginasU 2 Análisis de Causa RaízCesar QuintanaAún no hay calificaciones
- Formato 5 S ActualizadoDocumento14 páginasFormato 5 S ActualizadoJorge Gomez Poveda100% (1)
- GRE Quimicos EtiquetadoDocumento2 páginasGRE Quimicos EtiquetadoGojameAún no hay calificaciones
- ASEA-00-015-A Gu A MIA Particular PDFDocumento156 páginasASEA-00-015-A Gu A MIA Particular PDFLuis100% (1)
- Aplicacion de Pintura IndustrialDocumento7 páginasAplicacion de Pintura IndustrialDaniel Abraham Fontalvo Varon100% (1)
- 5S S +5 y Control Visual 180511Documento78 páginas5S S +5 y Control Visual 180511Adrianabubble100% (1)
- Inspección de seguridad e higiene en puertoDocumento3 páginasInspección de seguridad e higiene en puertoCarmen Hidalgo100% (1)
- Curso Procesos de Produccion de PepDocumento24 páginasCurso Procesos de Produccion de PepAgustin de la CruzAún no hay calificaciones
- Sand BlastDocumento11 páginasSand BlastconectorAún no hay calificaciones
- Mantenimiento instalaciones eléctricas centros trabajoDocumento52 páginasMantenimiento instalaciones eléctricas centros trabajoCriss DiazAún no hay calificaciones
- Medidor de Espesor de PinturaDocumento20 páginasMedidor de Espesor de PinturaCesar RomeroAún no hay calificaciones
- Procedimiento de Productos QuimicosDocumento14 páginasProcedimiento de Productos Quimicosvictr hugo machaca100% (1)
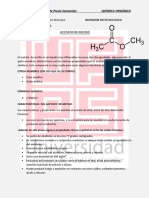
- Acetato de MetiloDocumento3 páginasAcetato de MetiloBrigadel Gum100% (1)
- Especificacion de Pintura GenericaDocumento8 páginasEspecificacion de Pintura GenericaGustavo CabreraAún no hay calificaciones
- Presentación Iperc PDFDocumento50 páginasPresentación Iperc PDFAnonymous z1faZNUNAún no hay calificaciones
- CorrosiónDocumento76 páginasCorrosiónGrace MartinezAún no hay calificaciones
- 1LaElectricidad El Riesgo InvisibleDocumento2 páginas1LaElectricidad El Riesgo InvisibleFrank Rojas100% (1)
- Temario Espacio ConfinadosDocumento1 páginaTemario Espacio ConfinadosAarón ReyesAún no hay calificaciones
- Requisitos Comunes Estándar SOLDADURADocumento40 páginasRequisitos Comunes Estándar SOLDADURAMauricio Leonardo SandovalAún no hay calificaciones
- Como Evitar La Corrosion en Ambientes HumedosDocumento8 páginasComo Evitar La Corrosion en Ambientes HumedosniezchenAún no hay calificaciones
- Presentacion AstDocumento24 páginasPresentacion AstIvanCorrea100% (1)
- Husillo Sandblast - SacsaDocumento50 páginasHusillo Sandblast - SacsaMarco Antonio Zapata MartinezAún no hay calificaciones
- Procedimiento Gestión GerencialDocumento10 páginasProcedimiento Gestión GerencialPablo Enrique Vargas RojasAún no hay calificaciones
- 10.43 MSDS Anticongelante 50-50 (Revisión 06)Documento7 páginas10.43 MSDS Anticongelante 50-50 (Revisión 06)Roy CastilloAún no hay calificaciones
- GranalladoDocumento32 páginasGranalladojose.figueroa@foseco.comAún no hay calificaciones
- Recubrimiento Tuberias AceroDocumento5 páginasRecubrimiento Tuberias AceroLuis Ariel Sanchez PerezAún no hay calificaciones
- Io-08 Sandblast & Pintura (Durr)Documento5 páginasIo-08 Sandblast & Pintura (Durr)Majo BárcenasAún no hay calificaciones
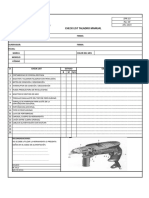
- Check List Taladro ManualDocumento23 páginasCheck List Taladro ManualBuena SaludAún no hay calificaciones
- Procedimiento de Permisos de TrabajoDocumento8 páginasProcedimiento de Permisos de Trabajoadriana del pilar rodriguez noyAún no hay calificaciones
- Tratamientos SuperficialesDocumento8 páginasTratamientos SuperficialesYuLio SolerAún no hay calificaciones
- PROCEDIMIENTO SAND-BLASTING Procedimient PDFDocumento5 páginasPROCEDIMIENTO SAND-BLASTING Procedimient PDFIscarlys SánchezAún no hay calificaciones
- Arnés AnticaídasDocumento43 páginasArnés Anticaídastiamat85Aún no hay calificaciones
- TIASA Procedimiento de Recubrimiento Anticorrosivo en Tuberías Rev. 0 1Documento56 páginasTIASA Procedimiento de Recubrimiento Anticorrosivo en Tuberías Rev. 0 1Dagoberto AguilarAún no hay calificaciones
- Alkacip CH PDFDocumento4 páginasAlkacip CH PDFA.TAún no hay calificaciones
- Boletines de Platicas Junio 2018Documento6 páginasBoletines de Platicas Junio 2018MIKE KastenholtAún no hay calificaciones
- Carga y descarga seguraDocumento16 páginasCarga y descarga seguraZaira Parra100% (1)
- La Norma Iso 14001 - 2018Documento11 páginasLa Norma Iso 14001 - 201802-AS-HU-ROSALINDA MIGUEL PAEZAún no hay calificaciones
- Primeros Auxilios Cruz Roja 2014Documento47 páginasPrimeros Auxilios Cruz Roja 2014BodolzaAún no hay calificaciones
- Procedimiento Información DocumentadaDocumento12 páginasProcedimiento Información Documentadagerson montañez latorreAún no hay calificaciones
- Capacitación Manejo de Sustancias QuímicasDocumento20 páginasCapacitación Manejo de Sustancias QuímicasWilson VargasAún no hay calificaciones
- PTS-AI-01 Mantención de Areas VerdesDocumento19 páginasPTS-AI-01 Mantención de Areas VerdesEV DPAún no hay calificaciones
- Triptico Buenas Practicas de Manufactura HalalDocumento2 páginasTriptico Buenas Practicas de Manufactura HalalIgnacio Garcia FerrerAún no hay calificaciones
- Hoja de Seguridad FabulosoDocumento8 páginasHoja de Seguridad FabulosoIvonne SilvaAún no hay calificaciones
- Curso de Capacitacion de Productos Quimicos PDFDocumento15 páginasCurso de Capacitacion de Productos Quimicos PDFAlejandro GarciaAún no hay calificaciones
- MSDS Macropoxy 851 Parte BDocumento13 páginasMSDS Macropoxy 851 Parte BGerardo AguirreAún no hay calificaciones
- Zinc Metálico en VirutasDocumento6 páginasZinc Metálico en VirutasGustavo MesaAún no hay calificaciones
- Informe Final Recubrimientos IndustrialesDocumento41 páginasInforme Final Recubrimientos IndustrialesWilfredo Suarez TorresAún no hay calificaciones
- Ficha Fix All High Tack PDFDocumento2 páginasFicha Fix All High Tack PDFyuliana robledoAún no hay calificaciones
- Seguridad en Soldadura y Riesgos ElectricosDocumento16 páginasSeguridad en Soldadura y Riesgos ElectricosErick Silva100% (1)
- Manejo Seguro de Quimicos de Limpieza y SanitizacionDocumento19 páginasManejo Seguro de Quimicos de Limpieza y SanitizacionDimitri Díaz VidalAún no hay calificaciones
- Investigacion de Scra, Arbol de Causas, Cadena CausalDocumento11 páginasInvestigacion de Scra, Arbol de Causas, Cadena CausalAngie Suarez0% (1)
- Matriz Aspectos AmbientalesDocumento40 páginasMatriz Aspectos AmbientalesCesarRamirezCAún no hay calificaciones
- Curso Proteccion AnticorrosivaDocumento67 páginasCurso Proteccion AnticorrosivaestelaerendiraAún no hay calificaciones
- AmalgamaDocumento5 páginasAmalgamaJoOn BrightsideAún no hay calificaciones
- Resistencia de Las Latas A Diferentes SustanciasDocumento4 páginasResistencia de Las Latas A Diferentes SustanciasPedro LopezAún no hay calificaciones
- 1.2 Materiales Metálicos, Clasificación, Obtención, Propiedades y ProcesosDocumento48 páginas1.2 Materiales Metálicos, Clasificación, Obtención, Propiedades y ProcesoshealsogoAún no hay calificaciones
- Tarea Preparatoria 3Documento7 páginasTarea Preparatoria 3Axel Josue EsquivelAún no hay calificaciones
- Word Bomba HidraulicaDocumento24 páginasWord Bomba HidraulicaalexAún no hay calificaciones
- DATA MINSUR FinalDocumento11 páginasDATA MINSUR FinalPol LopezAún no hay calificaciones
- 1) Material de Obturación - AmalgamaDocumento39 páginas1) Material de Obturación - AmalgamaKev Zta AlvrezAún no hay calificaciones
- SoldadurainfDocumento11 páginasSoldadurainfJose Enrique Malca CalderonAún no hay calificaciones
- Prueba de aprendizajes químicosDocumento5 páginasPrueba de aprendizajes químicosDogCoinsAún no hay calificaciones
- Practica 6 Solidificación BaseDocumento4 páginasPractica 6 Solidificación BaseHugo JuarezAún no hay calificaciones
- Principales Metales y Aleaciones Utilizados en La IndustriaDocumento5 páginasPrincipales Metales y Aleaciones Utilizados en La IndustriaWilliams CruzAún no hay calificaciones
- Aleaciones de CobreDocumento67 páginasAleaciones de CobreEliza Méndez HidalgoAún no hay calificaciones
- Estaño CaracteristicasDocumento4 páginasEstaño CaracteristicasJorge David Rojas Cardenas0% (1)
- Organización de la Tabla Periódica según Grupos y PeriodosDocumento12 páginasOrganización de la Tabla Periódica según Grupos y PeriodosCarlos Enriquez100% (1)
- Trabajo de Investigacion Sobre El CobreDocumento53 páginasTrabajo de Investigacion Sobre El CobreroyserAún no hay calificaciones
- Neyra, G. Tres Casos Rest. Metales Arqueológicos. 2010Documento158 páginasNeyra, G. Tres Casos Rest. Metales Arqueológicos. 2010Trinidad Pasíes Arqueología-ConservaciónAún no hay calificaciones
- Trabajadora desarrolla estañosis tras exposición prolongada al estaño en su puesto de trabajoDocumento1 páginaTrabajadora desarrolla estañosis tras exposición prolongada al estaño en su puesto de trabajoMARIO MORENOAún no hay calificaciones
- Manual Mes 04 - Electronica - Circuitos Electronicos PDFDocumento90 páginasManual Mes 04 - Electronica - Circuitos Electronicos PDFWilson RondónAún no hay calificaciones
- SOLDADURADocumento32 páginasSOLDADURALuz OlivaAún no hay calificaciones
- Identificacion de Cationes Informe TerminadoDocumento14 páginasIdentificacion de Cationes Informe TerminadorosaaquintovilAún no hay calificaciones
- Tabla Periodica Grupo 4aDocumento16 páginasTabla Periodica Grupo 4aDiana LopezAún no hay calificaciones
- Listado 1.CdrDocumento5 páginasListado 1.CdrEduardo Luengo GonzalezAún no hay calificaciones
- Texto 2Documento12 páginasTexto 2Cesar Segales HillpaAún no hay calificaciones
- Diagrama de fases y materialesDocumento65 páginasDiagrama de fases y materialesAndre Felipe Canchila BenitezAún no hay calificaciones
- Informe Lab #4Documento9 páginasInforme Lab #4Angelly Juliana Amortegui SanchezAún no hay calificaciones
- Informe #4 - SoldaduraDocumento13 páginasInforme #4 - SoldaduraYordy GarciaAún no hay calificaciones
- Amalgama Dental PDFDocumento8 páginasAmalgama Dental PDFFiorella Moffa0% (1)
- Aleaciones No FerrosaDocumento63 páginasAleaciones No FerrosaYusei D.Aún no hay calificaciones
- UNIDAD III - Endurecimiento Por Dispersion - Diagrama de Fases EutecticasDocumento6 páginasUNIDAD III - Endurecimiento Por Dispersion - Diagrama de Fases Eutecticaslibrosteoria123100% (6)
- Informe de Fisico - Quimica Diagrama de FasesDocumento26 páginasInforme de Fisico - Quimica Diagrama de FasesJuan Robles FloresAún no hay calificaciones