También podría gustarte
- SGC-For-LVAD9001 - V1 Lista de Verificacion Auditoria Diagnostico ISO9001 para LaboratoriosDocumento16 páginasSGC-For-LVAD9001 - V1 Lista de Verificacion Auditoria Diagnostico ISO9001 para LaboratoriosRaul Nuñez BrantesAún no hay calificaciones
- La Cepilladora de Codo XDDocumento156 páginasLa Cepilladora de Codo XDWillian Castillo Obando100% (1)
- Mantenimiento de Cilindros NeumaticosDocumento5 páginasMantenimiento de Cilindros Neumaticosxapoyvero100% (1)
- Plantilla Senati Torneado Conico Jose Castillo BurgosDocumento23 páginasPlantilla Senati Torneado Conico Jose Castillo BurgosJose Castillo Burgos100% (2)
- Plan de Calidad Apr Grupo ADocumento32 páginasPlan de Calidad Apr Grupo AMakarena Vega ArizmendiAún no hay calificaciones
- Traducción Astm E1417-99Documento19 páginasTraducción Astm E1417-99Victor Marchan Ibarra89% (9)
- Curso de fresado en el Instituto de la Máquina HerramientaDocumento21 páginasCurso de fresado en el Instituto de la Máquina HerramientaMartin CastroAún no hay calificaciones
- Tarjeta de Inspeccion y LubricacionDocumento7 páginasTarjeta de Inspeccion y LubricacionFelipe Zicnic LindoAún no hay calificaciones
- Politica VidrioDocumento43 páginasPolitica VidrioYetsid JaramilloAún no hay calificaciones
- Formato Del TornoDocumento3 páginasFormato Del Tornojesus isturis100% (3)
- BPL FEUM 12maDocumento14 páginasBPL FEUM 12maDiana Guerrero100% (1)
- CUESTIONARIO de TornoDocumento46 páginasCUESTIONARIO de Tornojuan carlos100% (2)
- Cepilladora de Codo PDFDocumento153 páginasCepilladora de Codo PDFJavier Hector CayaAún no hay calificaciones
- Plan de MantenimientoDocumento11 páginasPlan de MantenimientoBastian Venegas PerezAún no hay calificaciones
- Manual Torno 4Documento15 páginasManual Torno 4Jhoel DH VillacresAún no hay calificaciones
- Tabla de Verificacion e Inspeccion Del TornoDocumento20 páginasTabla de Verificacion e Inspeccion Del TornoLiam JJ63% (8)
- Check ListDocumento7 páginasCheck Listjose_balcazar89100% (4)
- Castolin EutecticDocumento12 páginasCastolin EutecticNegrito Rosarino100% (1)
- Soldadura oxigas: uniones mediante proceso de soldadura blanda y oxiacetilénicaDocumento5 páginasSoldadura oxigas: uniones mediante proceso de soldadura blanda y oxiacetilénicaHumberto Huamani PalominoAún no hay calificaciones
- Mantenimiento de torno mecánicoDocumento13 páginasMantenimiento de torno mecánicoCRISTIAN CAMILO ACOSTA DIAZAún no hay calificaciones
- Mantenimiento correctivo bombasDocumento2 páginasMantenimiento correctivo bombasHeder Daniel Garduza Hernandez100% (1)
- Equipo de Medidor de Espesor de Pintura. ELCOMETERDocumento2 páginasEquipo de Medidor de Espesor de Pintura. ELCOMETERJulian pariona100% (1)
- Parte 2 Verificación Torno ParaleloDocumento21 páginasParte 2 Verificación Torno ParaleloAdrianPlateroGarcia100% (1)
- Razones y Proporciones TeoriaDocumento7 páginasRazones y Proporciones TeoriaLCalcinaCmcAún no hay calificaciones
- M I Manteniemiento Mecanico PDFDocumento215 páginasM I Manteniemiento Mecanico PDFastranegroAún no hay calificaciones
- Presentación - Montaje Operacion y Mantenimiento de Motorreductores PDFDocumento22 páginasPresentación - Montaje Operacion y Mantenimiento de Motorreductores PDFAnibal Aldava CrispinAún no hay calificaciones
- Clase 2 - Representación de Elementos de SujeciónDocumento23 páginasClase 2 - Representación de Elementos de SujeciónBill Ramos100% (1)
- Planes y Programas Area IndustrialDocumento45 páginasPlanes y Programas Area IndustrialRichard ApazaAún no hay calificaciones
- Planes y Programas Area IndustrialDocumento45 páginasPlanes y Programas Area IndustrialRichard ApazaAún no hay calificaciones
- Bale Command RB460Documento104 páginasBale Command RB460Elena100% (1)
- Tema 1. Instrumentos de D.T.Documento15 páginasTema 1. Instrumentos de D.T.LCalcinaCmcAún no hay calificaciones
- Informe Técnico de Medición de Ruido AmbientalDocumento5 páginasInforme Técnico de Medición de Ruido AmbientalArnely Luz Estrada BuelvasAún no hay calificaciones
- Maquina Herramienta MandrinadoraDocumento12 páginasMaquina Herramienta MandrinadoraJesus EslavaAún no hay calificaciones
- Designacion de RodamientosDocumento2 páginasDesignacion de RodamientosAlvaroMaussaCaballeroAún no hay calificaciones
- Torno pincho seguridadDocumento4 páginasTorno pincho seguridadJohn Darian Condor Ruiz100% (3)
- Calibración estación totalDocumento3 páginasCalibración estación totalCesar Augusto Marrufo UrteagaAún no hay calificaciones
- Protocolos de operación y mantenimiento de esmeriladorasDocumento36 páginasProtocolos de operación y mantenimiento de esmeriladorasLiz Izquierdo MayAún no hay calificaciones
- Proceso de Manufactura Torneado RoscadoDocumento15 páginasProceso de Manufactura Torneado RoscadoPablo Chavarri100% (2)
- Cálculos de tren de engranajes para roscado mecánicoDocumento2 páginasCálculos de tren de engranajes para roscado mecánicoAndrés Zùñiga Retana100% (1)
- Sistemas de Lubricacion en Tornos, Fresadoras y Taladros de ColumnaDocumento3 páginasSistemas de Lubricacion en Tornos, Fresadoras y Taladros de ColumnaCarles Albert Ivars0% (1)
- Tarea 8 Soldadura A Tope Con BiselDocumento5 páginasTarea 8 Soldadura A Tope Con BiselALDO RODRÍGUEZAún no hay calificaciones
- Especificaciones y Tipos de Ruedas AbrasivasDocumento6 páginasEspecificaciones y Tipos de Ruedas AbrasivasYeya MarAún no hay calificaciones
- Hoja de Procesos RoscaDocumento5 páginasHoja de Procesos RoscaVyco Crow CrawAún no hay calificaciones
- Fundamentos de Maquinas de SoldarDocumento79 páginasFundamentos de Maquinas de SoldarTonny Espinoza100% (3)
- Plan de Mantenimiento Torno PinachoDocumento5 páginasPlan de Mantenimiento Torno Pinacho124141Aún no hay calificaciones
- El Escariado Manual TerminadoDocumento17 páginasEl Escariado Manual TerminadoJordy Navarro100% (1)
- Wa0004Documento20 páginasWa0004Diego LimachiAún no hay calificaciones
- Silabus Dibujo y Calculo de Soldadura-2019Documento5 páginasSilabus Dibujo y Calculo de Soldadura-2019Humberto Huamani PalominoAún no hay calificaciones
- Lección 4 - Nivelación y AlineaciónDocumento8 páginasLección 4 - Nivelación y AlineaciónDiego Gabriel Zamora Melgar50% (2)
- Limado y serradoDocumento6 páginasLimado y serradojuanmadelfinAún no hay calificaciones
- Metodos de Division (Recto)Documento8 páginasMetodos de Division (Recto)Alan Vallejos Cerda0% (1)
- Técnicas para El GraneteadoDocumento2 páginasTécnicas para El GraneteadoWilfredo TallacaguaAún no hay calificaciones
- LimadoraDocumento9 páginasLimadoragastonmz82Aún no hay calificaciones
- El Trazado Manual en El Mantenimiento Mecánico IndustrialDocumento3 páginasEl Trazado Manual en El Mantenimiento Mecánico Industrialjelexalozano50% (4)
- TORNERIADocumento9 páginasTORNERIAJimmy CalizayaAún no hay calificaciones
- Electrodos Utilizados en El Proceso GMAWDocumento8 páginasElectrodos Utilizados en El Proceso GMAWFAUSTO CARDENAS100% (1)
- Fabricación de muelas abrasivasDocumento26 páginasFabricación de muelas abrasivasivoni8Aún no hay calificaciones
- Procesos SAV y CAV en torno y virutajeDocumento37 páginasProcesos SAV y CAV en torno y virutajeJontn RomanzAún no hay calificaciones
- Aplicaciones de La Hidraulica y NeumaticaDocumento8 páginasAplicaciones de La Hidraulica y NeumaticaHugoAún no hay calificaciones
- Cálculo de elementos roscadosDocumento12 páginasCálculo de elementos roscadossergio0% (1)
- Uniones Fijas-Uniones Soldadas RPFDocumento26 páginasUniones Fijas-Uniones Soldadas RPFReinaldo Perez Flores100% (1)
- Cambio de correas y alineación de poleas en aeroenfriadoresDocumento6 páginasCambio de correas y alineación de poleas en aeroenfriadoresJose Alexander Peña BecerraAún no hay calificaciones
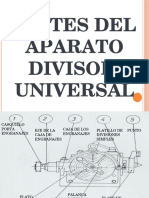
- Partes aparato divisor universalDocumento6 páginasPartes aparato divisor universaljomafiAún no hay calificaciones
- Procesos de Montaje 1Documento5 páginasProcesos de Montaje 1TR MecánicaAún no hay calificaciones
- Pasos para Montaje de Un Sistema Hidraulico AlmeidaDocumento13 páginasPasos para Montaje de Un Sistema Hidraulico AlmeidafernandoAún no hay calificaciones
- Roscas Metricas y WhitworthDocumento2 páginasRoscas Metricas y WhitworthAriel GomezAún no hay calificaciones
- Semana 10 - Fresado de Superficies Planas e Inclinadas PDFDocumento24 páginasSemana 10 - Fresado de Superficies Planas e Inclinadas PDFJamil LozanoAún no hay calificaciones
- Afilado-Angulos de Despeje y de La Punta de La BrocaDocumento7 páginasAfilado-Angulos de Despeje y de La Punta de La BrocaGustavo Menchaca PortugalAún no hay calificaciones
- Informe Herramientas de CorteDocumento5 páginasInforme Herramientas de CorteJuan David Garcia PereiraAún no hay calificaciones
- Unión Por PasadoresDocumento17 páginasUnión Por PasadoresLeandro SialerAún no hay calificaciones
- Manual de Procesos para Afilado de Herramientas de Corte en La Afiladora Universal Elite AR5-E PDFDocumento83 páginasManual de Procesos para Afilado de Herramientas de Corte en La Afiladora Universal Elite AR5-E PDFjohanaAún no hay calificaciones
- Práctica-3 5im3Documento18 páginasPráctica-3 5im3Díaz Quiroz AdairAún no hay calificaciones
- 6to Informe Torno - Dextre Guillen AlbertoDocumento26 páginas6to Informe Torno - Dextre Guillen AlbertoAlberto DextreAún no hay calificaciones
- Informe MandrinadoDocumento37 páginasInforme MandrinadoLuis Aramayo OroscoAún no hay calificaciones
- 4P Crucigrama ComunicacDocumento1 página4P Crucigrama ComunicacLCalcinaCmc100% (1)
- L9yL10. Proyecciones y Perspectivas PDFDocumento2 páginasL9yL10. Proyecciones y Perspectivas PDFLCalcinaCmcAún no hay calificaciones
- L9yL10. Proyecciones y Perspectivas PDFDocumento2 páginasL9yL10. Proyecciones y Perspectivas PDFLCalcinaCmcAún no hay calificaciones
- L9yL10. Proyecciones y Perspectivas PDFDocumento2 páginasL9yL10. Proyecciones y Perspectivas PDFLCalcinaCmcAún no hay calificaciones
- L9yL10. Proyecciones y Perspectivas PDFDocumento2 páginasL9yL10. Proyecciones y Perspectivas PDFLCalcinaCmcAún no hay calificaciones
- L9yL10. Proyecciones y Perspectivas PDFDocumento2 páginasL9yL10. Proyecciones y Perspectivas PDFLCalcinaCmcAún no hay calificaciones
- L9yL10. Proyecciones y Perspectivas PDFDocumento2 páginasL9yL10. Proyecciones y Perspectivas PDFLCalcinaCmcAún no hay calificaciones
- Glosario Sigmun FDocumento4 páginasGlosario Sigmun FLCalcinaCmcAún no hay calificaciones
- TP 3Documento4 páginasTP 3LCalcinaCmcAún no hay calificaciones
- Expo Neuroc Limber PDFDocumento8 páginasExpo Neuroc Limber PDFLCalcinaCmcAún no hay calificaciones
- G2 Expo Historia Critica de Bolivia PDFDocumento4 páginasG2 Expo Historia Critica de Bolivia PDFLimber CmcAún no hay calificaciones
- Introduccion A La Seguridad Industrial DFDocumento1 páginaIntroduccion A La Seguridad Industrial DFLCalcinaCmcAún no hay calificaciones
- Expo Neuroc Limber PDFDocumento8 páginasExpo Neuroc Limber PDFLCalcinaCmcAún no hay calificaciones
- Expo Neuroc Limber PDFDocumento8 páginasExpo Neuroc Limber PDFLCalcinaCmcAún no hay calificaciones
- HOJA DE PROCESOS Taller Mec Ind PDFDocumento1 páginaHOJA DE PROCESOS Taller Mec Ind PDFLCalcinaCmcAún no hay calificaciones
- Herramientas e Instrumentos para DibujoDocumento6 páginasHerramientas e Instrumentos para DibujoLCalcinaCmcAún no hay calificaciones
- Carta de SmithDocumento9 páginasCarta de SmithelmorongasAún no hay calificaciones
- Herramientas e Instrumentos para DibujoDocumento6 páginasHerramientas e Instrumentos para DibujoLCalcinaCmcAún no hay calificaciones
- Capitulo IIDocumento36 páginasCapitulo IILCalcinaCmcAún no hay calificaciones
- Satelites Activos en Banda Ku para LatinoamericaDocumento10 páginasSatelites Activos en Banda Ku para LatinoamericaLCalcinaCmc50% (2)
- LIMBER Tarea Conectores PDFDocumento9 páginasLIMBER Tarea Conectores PDFLCalcinaCmcAún no hay calificaciones
- Conectores y ZocalosDocumento27 páginasConectores y Zocalosyonatan_1993Aún no hay calificaciones
- Programable reloj 6 displayDocumento9 páginasProgramable reloj 6 displayLCalcinaCmcAún no hay calificaciones
- Capitulo I EnergiaDocumento30 páginasCapitulo I EnergiaLCalcinaCmcAún no hay calificaciones
- Cruce Por CeroDocumento12 páginasCruce Por CeroLCalcinaCmcAún no hay calificaciones
- BIOSANCTA SAS PRESENTACIÓN (Modo de Compatibilidad)Documento5 páginasBIOSANCTA SAS PRESENTACIÓN (Modo de Compatibilidad)Metrologia BiomedicaAún no hay calificaciones
- DOC-20221024-WA0096 (1) Solucion 10 CapDocumento4 páginasDOC-20221024-WA0096 (1) Solucion 10 Cappimienta0% (1)
- UreaDocumento222 páginasUreajennyAún no hay calificaciones
- Estudio Apoyo 2015 PDFDocumento569 páginasEstudio Apoyo 2015 PDFFabiola SEAún no hay calificaciones
- Capitulo 7. ApoyoDocumento4 páginasCapitulo 7. ApoyoJuan Rincon0% (1)
- G2070-95126 Understanding Your ChemStationDocumento288 páginasG2070-95126 Understanding Your ChemStationleyclaAún no hay calificaciones
- 59 Hanna2Documento34 páginas59 Hanna2Victor fajardoAún no hay calificaciones
- Sistema de Gestión Metrológico Carlos Bugueño Rojo Metrología Instituto IACC 26/12/2020Documento6 páginasSistema de Gestión Metrológico Carlos Bugueño Rojo Metrología Instituto IACC 26/12/2020carlosAún no hay calificaciones
- Fq-011-Lista de Verificacion de Evidencias de Auditoria Interna 9001, 17025 3619Documento87 páginasFq-011-Lista de Verificacion de Evidencias de Auditoria Interna 9001, 17025 3619CAROLINA RODRIGUEZAún no hay calificaciones
- Swi IdwDocumento2 páginasSwi IdwJose Antonio AcostaAún no hay calificaciones
- Desfibrilador 2020Documento3 páginasDesfibrilador 2020auraherreraAún no hay calificaciones
- ryR: FACIL implementa cinco técnicasDocumento42 páginasryR: FACIL implementa cinco técnicasartiesk67% (3)
- Calibracion Del Equipo de AspersorDocumento13 páginasCalibracion Del Equipo de AspersorAdan MonterrosaAún no hay calificaciones
- Manual DATAX-4 Todo MetalDocumento10 páginasManual DATAX-4 Todo Metalkuchu10Aún no hay calificaciones
- ClinómetroDocumento4 páginasClinómetroSary ZambranoAún no hay calificaciones
- PNO Calib de Velocidad 1 PDFDocumento9 páginasPNO Calib de Velocidad 1 PDFAldoCatalanVielmaAún no hay calificaciones
- Formato Calibracion de Flujo BAM1020Documento15 páginasFormato Calibracion de Flujo BAM1020Gabriel MejiaAún no hay calificaciones
- Geofísicos Tarea-2Documento5 páginasGeofísicos Tarea-2Anonymous RHAr5Xo0% (1)
- Trabajo Autonomo #2Documento5 páginasTrabajo Autonomo #2Xiomi GomezAún no hay calificaciones
- Modelo de CertifiacionDocumento23 páginasModelo de CertifiacionShagun Condori SacariAún no hay calificaciones