También podría gustarte
- Manual Slick Line V3 19-05-08Documento231 páginasManual Slick Line V3 19-05-08juacocujar100% (18)
- Catalogo Bombas HidráulicasDocumento4 páginasCatalogo Bombas HidráulicasEduardo CuraAún no hay calificaciones
- Simbologia Normalizada OleoHidráulicaDocumento13 páginasSimbologia Normalizada OleoHidráulicaFlavio Arel SotoAún no hay calificaciones
- Válvulas: tipos, usos y característicasDocumento37 páginasVálvulas: tipos, usos y característicasliliana lopezAún no hay calificaciones
- Norma UNE-101 149 86Documento26 páginasNorma UNE-101 149 86jcqadrosAún no hay calificaciones
- SO Boletin05 Viscosidad ISODocumento7 páginasSO Boletin05 Viscosidad ISOedu1117Aún no hay calificaciones
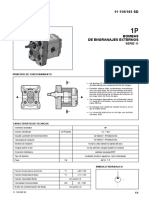
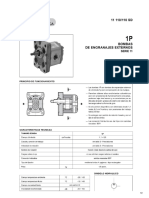
- Catalogo Bombas de Engranajes Externos 1P Serie 11Documento2 páginasCatalogo Bombas de Engranajes Externos 1P Serie 11Hans DelgadoAún no hay calificaciones
- SO Boletin05 Viscosidad ISODocumento7 páginasSO Boletin05 Viscosidad ISOedu1117Aún no hay calificaciones
- 380 PRESSCONTROL If PDFDocumento10 páginas380 PRESSCONTROL If PDFMartinTPAún no hay calificaciones
- 304 Norma Isa PidDocumento0 páginas304 Norma Isa PidBrenda PascacioAún no hay calificaciones
- 304 Norma Isa PidDocumento0 páginas304 Norma Isa PidBrenda PascacioAún no hay calificaciones
- PDV HidralubDocumento2 páginasPDV HidralubHans DelgadoAún no hay calificaciones
- Manual Basico de OleohidraulicaDocumento48 páginasManual Basico de OleohidraulicaLuis Fernando Coronel GonzalezAún no hay calificaciones
- Clase 4 Valvulas Neumaticas e Hidráulicas GeneralidadesDocumento39 páginasClase 4 Valvulas Neumaticas e Hidráulicas GeneralidadesDeimer CantilloAún no hay calificaciones
- Trabajo de Oleohidraulica XDDDDocumento9 páginasTrabajo de Oleohidraulica XDDDMR. Death AndradeAún no hay calificaciones
- Compresor de Aire Industrial de Tornillo Rotativo TS-32Documento160 páginasCompresor de Aire Industrial de Tornillo Rotativo TS-32César Augusto Ugaz RoaAún no hay calificaciones
- AVTADocumento16 páginasAVTAgatoluisAún no hay calificaciones
- Instrumentacion y Equipos de Control-Unidad IVDocumento75 páginasInstrumentacion y Equipos de Control-Unidad IVAriel Flores OrtuñoAún no hay calificaciones
- Valvula Compuerta MechDocumento1 páginaValvula Compuerta Mechingenieria.proyectos.ipalcorAún no hay calificaciones
- MantenimientoDocumento20 páginasMantenimientoLaura Lasprilla SánchezAún no hay calificaciones
- Instrucciones de Uso Generales para El Montaje, Puesta en Marcha y Mantenimiento de Componentes y Sistema OleohidráulicosDocumento5 páginasInstrucciones de Uso Generales para El Montaje, Puesta en Marcha y Mantenimiento de Componentes y Sistema OleohidráulicosHIDRAULICA MANSE SERVICIO TECNICOAún no hay calificaciones
- ¿Qué Es Un Accesorio de Tubería?Documento3 páginas¿Qué Es Un Accesorio de Tubería?Pedro J. TorresAún no hay calificaciones
- Guía de TermoDocumento2 páginasGuía de TermoTulio Federico PerezAún no hay calificaciones
- Lista de Repuestos Bombas Dosificadoras GrundfosDocumento54 páginasLista de Repuestos Bombas Dosificadoras GrundfosAlvaroAguilar0% (1)
- Nte Inen 3123Documento44 páginasNte Inen 3123Angel SantiagoAún no hay calificaciones
- Permeámetro de Gas RuskaDocumento14 páginasPermeámetro de Gas RuskaGermánAún no hay calificaciones
- Simbología neumática: representación de componentes y sistemasDocumento30 páginasSimbología neumática: representación de componentes y sistemasDOUGLAS ARIASAún no hay calificaciones
- WW SW c60-c65 Product-Page Spanish 12-2015Documento4 páginasWW SW c60-c65 Product-Page Spanish 12-2015JAIME HERNANDEZ HERNANDEZAún no hay calificaciones
- ABI - FACILIDADES - SUPERFICIE DarwinDocumento5 páginasABI - FACILIDADES - SUPERFICIE DarwinMelissa PaladinezAún no hay calificaciones
- E.T Sanitarias CorrecciónDocumento22 páginasE.T Sanitarias CorrecciónBruno AlanAún no hay calificaciones
- Valvulas Shut OffDocumento5 páginasValvulas Shut OffMarlon Consuegra GuzmanAún no hay calificaciones
- Circuitos Neumaticos Elementales (Imp)Documento36 páginasCircuitos Neumaticos Elementales (Imp)Malco BaldovinoAún no hay calificaciones
- Derime de Planta AsuDocumento32 páginasDerime de Planta AsuosirsAún no hay calificaciones
- Montaje de Circuitos de Comando Electrohidráulico - 01.3Documento10 páginasMontaje de Circuitos de Comando Electrohidráulico - 01.3JOSEAún no hay calificaciones
- Ejemplpdf 16Documento9 páginasEjemplpdf 16Diego Vieira MatillaAún no hay calificaciones
- BELIMO VALVULAS DE CONTROL, TIPOS Y SELECCIÓN March 26, 2020 - WatermarkDocumento139 páginasBELIMO VALVULAS DE CONTROL, TIPOS Y SELECCIÓN March 26, 2020 - WatermarkAlexander Giraldo100% (1)
- Manual Valvulas Icoso VS PDFDocumento68 páginasManual Valvulas Icoso VS PDFjose ocana100% (1)
- Taller Oleohidraulica PDFDocumento4 páginasTaller Oleohidraulica PDFDaniel Enrique Baron GonzalezAún no hay calificaciones
- Línea Completa de Válvulas y AutomatizaciónDocumento34 páginasLínea Completa de Válvulas y AutomatizaciónJosé Luis RomeroAún no hay calificaciones