También podría gustarte
- Ceramica Ahorro de EnergiaDocumento28 páginasCeramica Ahorro de EnergiaIsaac-Paola ThompsonAún no hay calificaciones
- Marco Teorico JesusDocumento28 páginasMarco Teorico JesusJesus Huaman RomoaccaAún no hay calificaciones
- Evolucion Del LadrilloDocumento39 páginasEvolucion Del LadrilloYefri GetialAún no hay calificaciones
- Tecnología y Ciencia CerámicaDocumento8 páginasTecnología y Ciencia CerámicaErik Vega MedinaAún no hay calificaciones
- Tesis LambayequeDocumento219 páginasTesis LambayequeCristian PastorAún no hay calificaciones
- Hormigón Escoria AceroDocumento0 páginasHormigón Escoria AceroReivax50Aún no hay calificaciones
- Bacterias Extremófilas Que Reparan Paredes de HormigónDocumento44 páginasBacterias Extremófilas Que Reparan Paredes de HormigónDanny Sànchez Làzaro100% (1)
- Diseno de Un Secador Tipo Tunel para LadrillosDocumento17 páginasDiseno de Un Secador Tipo Tunel para LadrillosPaoloPorrasArrietaAún no hay calificaciones
- Producción yogurt 50LDocumento10 páginasProducción yogurt 50LThonny Del CarpiioAún no hay calificaciones
- Ladrillera Norton Sa..Documento42 páginasLadrillera Norton Sa..Jesica Saldaña BautistaAún no hay calificaciones
- Bioplásticos del PLA: Propiedades y aplicacionesDocumento17 páginasBioplásticos del PLA: Propiedades y aplicacionessandra salgadoAún no hay calificaciones
- Biocemento InformeDocumento13 páginasBiocemento InformeJuan PieroAún no hay calificaciones
- Cemento SurDocumento154 páginasCemento SurDiony CalloapazaAún no hay calificaciones
- Bio Cement OsDocumento4 páginasBio Cement OsLuna FiorAún no hay calificaciones
- Diseño Mezcla 175Documento5 páginasDiseño Mezcla 175Jhonatan Joel Herrera BarahonaAún no hay calificaciones
- Elaboracion de Bioplastico A Partir de Almidon - 73 PaginasDocumento73 páginasElaboracion de Bioplastico A Partir de Almidon - 73 PaginasRobert SoperAún no hay calificaciones
- Proyecto de Investigacion (T. Grado)Documento73 páginasProyecto de Investigacion (T. Grado)alejandraAún no hay calificaciones
- Estudio de MercadoDocumento17 páginasEstudio de MercadoElioAún no hay calificaciones
- Cartilla de Buenas Prácticas para Operación de LadrillerasDocumento24 páginasCartilla de Buenas Prácticas para Operación de LadrillerasBriko100% (8)
- Plan de Producción de La Cerámica RojaDocumento13 páginasPlan de Producción de La Cerámica RojaMary AncasiAún no hay calificaciones
- TECNOPORDocumento2 páginasTECNOPORZaida Johana César TamoAún no hay calificaciones
- Produccion de Cal - GuiaDocumento21 páginasProduccion de Cal - GuiaFlorencia BecceroAún no hay calificaciones
- Ficha Tecnica Pelador de Platanos PDFDocumento5 páginasFicha Tecnica Pelador de Platanos PDFJuan OchoaAún no hay calificaciones
- Informe Contenido de Humedad-RevDocumento24 páginasInforme Contenido de Humedad-Revyasneidy vargasAún no hay calificaciones
- Cemento EcológicoDocumento6 páginasCemento EcológicoSteph MartinezrAún no hay calificaciones
- Organizador Grafico Del AceroDocumento1 páginaOrganizador Grafico Del AceroAni Villacreses TorresAún no hay calificaciones
- Comportamiento Entre El Adoquín Convencional de Concreto y Adoquín de AsfaltoDocumento38 páginasComportamiento Entre El Adoquín Convencional de Concreto y Adoquín de AsfaltoLuz ChahuaAún no hay calificaciones
- Procesos Industriales SosteniblesDocumento34 páginasProcesos Industriales SosteniblesAlexisSmithSFAún no hay calificaciones
- Bacterias Productoras de BiocementosDocumento2 páginasBacterias Productoras de BiocementosLuis Angel Obeso ChávezAún no hay calificaciones
- Proceso de Manufactura Del HierroDocumento14 páginasProceso de Manufactura Del HierroDrake Alexis Pizarro Baldeon0% (1)
- Políticas ladrilleras LatinoaméricaDocumento23 páginasPolíticas ladrilleras LatinoaméricaFerney BotinaAún no hay calificaciones
- Obtención de Baldosas de Caucho.Documento28 páginasObtención de Baldosas de Caucho.Gonzalo Gamez Pinto100% (3)
- Fabricación de Ladrillos 1.0Documento11 páginasFabricación de Ladrillos 1.0Lopez Huayllasi DavidAún no hay calificaciones
- Problemas de la industria azucarera peruanaDocumento13 páginasProblemas de la industria azucarera peruanaDannika SaavedraAún no hay calificaciones
- Reciclado de VidrioDocumento10 páginasReciclado de VidrioChristianSotoLeonAún no hay calificaciones
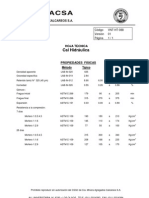
- Cal Hidraulica COMACSADocumento1 páginaCal Hidraulica COMACSACarlos Garcia100% (1)
- Aglomerados de cascara de arrozDocumento254 páginasAglomerados de cascara de arrozMaria Jose Egea Mussi100% (1)
- Diseño de sistema de producción de GCR a partir de llantas usadasDocumento119 páginasDiseño de sistema de producción de GCR a partir de llantas usadasAntezana Fernandito100% (1)
- Pirolisis 123Documento20 páginasPirolisis 123ronald moralesAún no hay calificaciones
- Materiales Ceramicos AvanzadosDocumento2 páginasMateriales Ceramicos AvanzadosJorgeLuisPantigosoMoralesAún no hay calificaciones
- Molienda - SecadoDocumento28 páginasMolienda - SecadoEdwar Diaz DavilaAún no hay calificaciones
- Celima 2014 PDFDocumento127 páginasCelima 2014 PDFJoseCP100% (1)
- Bibliografía cementoDocumento3 páginasBibliografía cementoNancy Carbajal SolariAún no hay calificaciones
- Bio CementoDocumento42 páginasBio Cementoheki2000Aún no hay calificaciones
- Alicacion D La Nanotecnologia en Edificaciones Futuras PDFDocumento177 páginasAlicacion D La Nanotecnologia en Edificaciones Futuras PDFerickAún no hay calificaciones
- HormipretDocumento76 páginasHormipretEmilio Quiruchi CalizayaAún no hay calificaciones
- Cpa-3 - Fabricación de CerámicaDocumento58 páginasCpa-3 - Fabricación de CerámicaJhonny Pedro ochoaAún no hay calificaciones
- Utilizacion de Residuos de Caucho en La Construccion de Paviemneto Flexible (Español)Documento8 páginasUtilizacion de Residuos de Caucho en La Construccion de Paviemneto Flexible (Español)FernandoAntonioAlvarezPachecoAún no hay calificaciones
- LADRILLOSDocumento10 páginasLADRILLOStaniaAún no hay calificaciones
- Hormigón HACDocumento19 páginasHormigón HACDarko Oddó FranulicAún no hay calificaciones
- Fuentes y Tipos de Residuos2013Documento93 páginasFuentes y Tipos de Residuos2013Luis Polo CapuñayAún no hay calificaciones
- INFORME N°09 Conformado de Piezas CeramicasDocumento6 páginasINFORME N°09 Conformado de Piezas CeramicasAmérico RumínAún no hay calificaciones
- Proyecto de Planeo I Final 2019 UmssDocumento24 páginasProyecto de Planeo I Final 2019 Umssenrique camachoAún no hay calificaciones
- PUZOLANADocumento13 páginasPUZOLANARomel Canchari GutierrezAún no hay calificaciones
- Guia de Buenas Practicas Ambientales para Ladrileras Artesanales 2009Documento108 páginasGuia de Buenas Practicas Ambientales para Ladrileras Artesanales 2009Fabio CalderonAún no hay calificaciones
- Informe LadrilleraDocumento15 páginasInforme LadrilleraPaolaRequejoSalazarAún no hay calificaciones
- PecheDocumento28 páginasPecheMelany Geraldine PecheAún no hay calificaciones
- Produccion de Ladrillo Ecologico U2Documento23 páginasProduccion de Ladrillo Ecologico U2Pablo MelendezAún no hay calificaciones
- Scrap TextilDocumento32 páginasScrap TextilJENNYFER YULIETH TORRES LIZARAZO100% (1)
- La contaminación del aire debido a la fabricación del cementoDe EverandLa contaminación del aire debido a la fabricación del cementoAún no hay calificaciones
- Practica General 4Documento6 páginasPractica General 4Antonio VilcabanaAún no hay calificaciones
- Tarea 4 G (G)Documento6 páginasTarea 4 G (G)Antonio VilcabanaAún no hay calificaciones
- Tarea 4 G (G)Documento6 páginasTarea 4 G (G)Antonio VilcabanaAún no hay calificaciones
- ExpoDocumento1 páginaExpoAntonio VilcabanaAún no hay calificaciones
- Tarea 2Documento8 páginasTarea 2Antonio VilcabanaAún no hay calificaciones
- Tarea 3 ExcelDocumento11 páginasTarea 3 ExcelAntonio VilcabanaAún no hay calificaciones
- Beneficiarios Según MINEDU PDFDocumento46 páginasBeneficiarios Según MINEDU PDFLuis Fernando Muro CAún no hay calificaciones
- TeamDocumento5 páginasTeamAntonio VilcabanaAún no hay calificaciones
- En CuestaDocumento3 páginasEn CuestaAntony SIESQUEN DIAZAún no hay calificaciones
- 4,5,6,8Documento8 páginas4,5,6,8Antonio VilcabanaAún no hay calificaciones
- ExpoDocumento1 páginaExpoAntonio VilcabanaAún no hay calificaciones
- En CuestaDocumento3 páginasEn CuestaAntony SIESQUEN DIAZAún no hay calificaciones
- Trabajo de CalidadDocumento35 páginasTrabajo de CalidadAntonio VilcabanaAún no hay calificaciones
- 0.3.-Localiz Met. Costo-CostoDocumento5 páginas0.3.-Localiz Met. Costo-CostoAntonio VilcabanaAún no hay calificaciones
- Trabajo 2 PDFDocumento2 páginasTrabajo 2 PDFAntonio VilcabanaAún no hay calificaciones
- Proyectos de Inversion Planta de TratamiDocumento195 páginasProyectos de Inversion Planta de TratamiJeffry OrdoñezAún no hay calificaciones
- Universidad Nacional Pedro Ruiz GalloDocumento1 páginaUniversidad Nacional Pedro Ruiz GalloAntonio VilcabanaAún no hay calificaciones
- Cap IiDocumento1 páginaCap IiAntonio VilcabanaAún no hay calificaciones
- GlosarioDocumento4 páginasGlosariotatimvllAún no hay calificaciones
- Control de CalidadDocumento6 páginasControl de CalidadAntonio VilcabanaAún no hay calificaciones
- Derivados Del AlmidonDocumento6 páginasDerivados Del AlmidonAntonio VilcabanaAún no hay calificaciones
- CocinaLatinaSaludableRicayEconomica PDFDocumento15 páginasCocinaLatinaSaludableRicayEconomica PDFHenry David LeivaAún no hay calificaciones
- AgropucalaDocumento5 páginasAgropucalaAntonio VilcabanaAún no hay calificaciones
- Herramientas de CarpinteriaDocumento9 páginasHerramientas de CarpinteriaPhablo Fernand THipaz100% (1)
- 06-Indecopi-Ntp 900 080 2015 Envases y EmbalajeDocumento20 páginas06-Indecopi-Ntp 900 080 2015 Envases y EmbalajeKatherin Nayjatsu Rodriguez Diaz100% (1)
- Equipos para Accionamiento de Bombas y CompresoresDocumento6 páginasEquipos para Accionamiento de Bombas y CompresoresMaria Fernanda CAAún no hay calificaciones
- Eshb U2 A1 JaamDocumento5 páginasEshb U2 A1 JaamJesus Eduardo Arvizu CollazoAún no hay calificaciones
- Clase TMD5 TermoquímicaDocumento48 páginasClase TMD5 Termoquímicaapi-3697274Aún no hay calificaciones
- Nordom 637Documento12 páginasNordom 637ASP Ministerio Industria,Comercio y MipymesAún no hay calificaciones
- Curvas CCTDocumento22 páginasCurvas CCTyomer20004100% (1)
- Procesos alimenticios química orgánica examen unidad IDocumento4 páginasProcesos alimenticios química orgánica examen unidad Ijuan gabrielAún no hay calificaciones
- Ejercicio de TermodinamicaDocumento5 páginasEjercicio de TermodinamicaKevin SuquilloAún no hay calificaciones
- Análisis de Costos Po m2 PETERDocumento12 páginasAnálisis de Costos Po m2 PETERRICARLOS736Aún no hay calificaciones
- Problemas Del PulidoDocumento8 páginasProblemas Del PulidopabloAún no hay calificaciones
- El Agrietamiento en Losas de ConcretoDocumento8 páginasEl Agrietamiento en Losas de ConcretoPablo SalazarAún no hay calificaciones
- Manto Impermeabilizante Texsaplas AlDocumento2 páginasManto Impermeabilizante Texsaplas AlsupermacguiverAún no hay calificaciones
- Flexco Clipper PDFDocumento12 páginasFlexco Clipper PDFNatalyAún no hay calificaciones
- Luminarias Decorativas 2022Documento46 páginasLuminarias Decorativas 2022jefry BraquiAún no hay calificaciones
- Informe Prueba Del SlumpDocumento12 páginasInforme Prueba Del SlumpHolman Ronaldo Bonilla PerezAún no hay calificaciones
- CONCRETO Nanoestructurados, Nanocompuestos y Concreto NanotecnológicoDocumento59 páginasCONCRETO Nanoestructurados, Nanocompuestos y Concreto NanotecnológicoLisardo Antonio Lezama RiosAún no hay calificaciones
- Tarea Copiar para Ino Ajjaja Ya Chingue Wuju Osi OsiDocumento3 páginasTarea Copiar para Ino Ajjaja Ya Chingue Wuju Osi OsiEvelyn AguilarAún no hay calificaciones
- Analisis Estatico y DinamicoDocumento26 páginasAnalisis Estatico y DinamicoArmando Nilo Ramos SilvaAún no hay calificaciones
- Compuestos CíclicosDocumento9 páginasCompuestos CíclicosGeometria Chimbotano Manuel LunaAún no hay calificaciones
- Acidos HidricosDocumento3 páginasAcidos HidricosJulio AlfaroAún no hay calificaciones
- Sintesis Del FerrocenoDocumento1 páginaSintesis Del FerrocenojhonAún no hay calificaciones
- M1479sp Catálogo Motores SumergiblesDocumento80 páginasM1479sp Catálogo Motores SumergiblesvictorAún no hay calificaciones
- Coleccion de Problemas de Quimica GeneralDocumento3 páginasColeccion de Problemas de Quimica GeneralNATE .RIVERAún no hay calificaciones
- LAbierta232014 ANEXO 1 ESPECIFICACIONES TECNICAS-sig PDFDocumento19 páginasLAbierta232014 ANEXO 1 ESPECIFICACIONES TECNICAS-sig PDFLuis Alfredo Barbosa ValdesAún no hay calificaciones
- "CARACTERIZACIÓN FIBRASTEXTILES" MorfologíaDocumento4 páginas"CARACTERIZACIÓN FIBRASTEXTILES" MorfologíaNathalia PotosíAún no hay calificaciones
- Anotaciones Sobre Keum Boo Vol IDocumento3 páginasAnotaciones Sobre Keum Boo Vol IcokyAún no hay calificaciones
- Cotizacion Ruben TorresDocumento3 páginasCotizacion Ruben TorresJulio Cesar Paz HurtadoAún no hay calificaciones
- Dentro Del Campo de La MineríaDocumento3 páginasDentro Del Campo de La MineríaJuan Julio BadaracoAún no hay calificaciones
- GRESS Apuntes CoquetosDocumento8 páginasGRESS Apuntes CoquetosAlberto PorrasAún no hay calificaciones