También podría gustarte
- GUIA N°4.ESFUERZO y DEFORMACIÓN. CAMBIOS DE TEMPERATURADocumento8 páginasGUIA N°4.ESFUERZO y DEFORMACIÓN. CAMBIOS DE TEMPERATURAleydhyAún no hay calificaciones
- Trabajo FinalDocumento15 páginasTrabajo FinalJose HerediaAún no hay calificaciones
- Tarea 02 - La Empresa Como Sistema y Sus ProcesosDocumento5 páginasTarea 02 - La Empresa Como Sistema y Sus ProcesosSamadi BejaranoAún no hay calificaciones
- Practica Calificada 1Documento39 páginasPractica Calificada 1Ricardo De Can Menor XAún no hay calificaciones
- Avance Proyecto 1Documento7 páginasAvance Proyecto 1James AyalaAún no hay calificaciones
- Expo FinalDocumento64 páginasExpo FinalJairo Fabian Rodas VilelaAún no hay calificaciones
- Presentacion Final Procesos - para - IngenieriaDocumento25 páginasPresentacion Final Procesos - para - Ingenieriasynho fitesaAún no hay calificaciones
- Pioneros de Calidad - CrucigramaDocumento2 páginasPioneros de Calidad - CrucigramaDaniel VargasAún no hay calificaciones
- Informe Aceros ArequipaDocumento5 páginasInforme Aceros ArequipaBelen ErcillaAún no hay calificaciones
- Ta2 Tecnica Mantenimiento YoelDocumento3 páginasTa2 Tecnica Mantenimiento YoelMiguel Angel Vilca AdcoAún no hay calificaciones
- La Empresa Como Sistema y Sus ProcesosDocumento5 páginasLa Empresa Como Sistema y Sus ProcesosaslyAún no hay calificaciones
- Pte 1P 13 1 - Res PDFDocumento2 páginasPte 1P 13 1 - Res PDFMIGUELAún no hay calificaciones
- Mejora CottonDocumento58 páginasMejora CottonCesar BrunoAún no hay calificaciones
- Fundamentos Ingieria Industrial TFDocumento15 páginasFundamentos Ingieria Industrial TFAlvaro Giurfa MartinezAún no hay calificaciones
- Trabajo Final de G. ProyectosDocumento31 páginasTrabajo Final de G. ProyectosDoris concha rosalesAún no hay calificaciones
- GLORIADocumento7 páginasGLORIAJose Ivan C. BAún no hay calificaciones
- Extracto UNE-En ISO 286-1-2011 Sistema ISO de ToleranciasDocumento1 páginaExtracto UNE-En ISO 286-1-2011 Sistema ISO de ToleranciasBraulio AlvarezAún no hay calificaciones
- Evidencia 1 Actores de La Cadena de AbastecimientoDocumento12 páginasEvidencia 1 Actores de La Cadena de AbastecimientoLaura Jimenez BaenaAún no hay calificaciones
- Gobierno RevolucionarioDocumento4 páginasGobierno RevolucionarioNathaly Challa GonzalesAún no hay calificaciones
- JuranDocumento9 páginasJuranJ Briceño MoriAún no hay calificaciones
- s15 Poner en PrácticaDocumento1 páginas15 Poner en PrácticaPoll BrunoAún no hay calificaciones
- Demanda Del ProyectoDocumento3 páginasDemanda Del ProyectoCarmen Castillo AcuñaAún no hay calificaciones
- Informe de Trupal YoDocumento6 páginasInforme de Trupal YoantoniopradalAún no hay calificaciones
- Demanda ProyectadaDocumento5 páginasDemanda ProyectadadonasalazarchucudenAún no hay calificaciones
- Fii01am04 - 0120123 Oscilaciones PDFDocumento5 páginasFii01am04 - 0120123 Oscilaciones PDFwotto208Aún no hay calificaciones
- Dop para La Producción de LadrillosDocumento3 páginasDop para La Producción de LadrillosCesar Ortega100% (1)
- Fallas en el compresor del sistema de enfriamiento de leche en Laive S.ADocumento23 páginasFallas en el compresor del sistema de enfriamiento de leche en Laive S.AMaribelAún no hay calificaciones
- Análisis agrícola Doña LuisaDocumento6 páginasAnálisis agrícola Doña Luisadiana_hmedina_801093Aún no hay calificaciones
- S04.s1-Material Práctica de LaboratorioDocumento10 páginasS04.s1-Material Práctica de Laboratoriocielo tacaAún no hay calificaciones
- Proyecto Final - Seminario Ii - OriginalDocumento30 páginasProyecto Final - Seminario Ii - OriginalMERLIAún no hay calificaciones
- S07.s07 - OT - MTBF - MMTDocumento34 páginasS07.s07 - OT - MTBF - MMTMilagrosHuamánBernillaAún no hay calificaciones
- S08 S1-HistogramasDocumento25 páginasS08 S1-HistogramasVictor SantiagoAún no hay calificaciones
- Informe Lab N°3Documento6 páginasInforme Lab N°3Bryan RoqueAún no hay calificaciones
- Fundicion 2017 V1Documento45 páginasFundicion 2017 V1Carlos Outten PadillaAún no hay calificaciones
- Dokumen - Tips Diagrama Dap en WordDocumento2 páginasDokumen - Tips Diagrama Dap en WordJhon PachecoAún no hay calificaciones
- IshikawaDocumento2 páginasIshikawaJorge Efrain Ramos Fernandez0% (1)
- Formato Ficha de Investigación (ATI1) - 1Documento2 páginasFormato Ficha de Investigación (ATI1) - 1Jesús Alberto Chuquillanqui AncajimaAún no hay calificaciones
- Guia1 1Documento4 páginasGuia1 1Stefani Quijada QuispeAún no hay calificaciones
- Tecnicas de Relacion Entre Actividades-Tecnicas de Analisis de RecorridoDocumento13 páginasTecnicas de Relacion Entre Actividades-Tecnicas de Analisis de RecorridoFranciMezaAún no hay calificaciones
- Semana 10 Retorno A La DemocraciaDocumento5 páginasSemana 10 Retorno A La DemocraciaPamela MayorcaAún no hay calificaciones
- Ta1 Gest MantenimientoDocumento38 páginasTa1 Gest MantenimientoMauricio MosqueiraAún no hay calificaciones
- Introducción al dibujo de ingeniería: instrumentos y tipos de dibujoDocumento25 páginasIntroducción al dibujo de ingeniería: instrumentos y tipos de dibujoCoturnizxPGAún no hay calificaciones
- Intercambiadores de CalorDocumento27 páginasIntercambiadores de CalorKaren Vazquez SierraAún no hay calificaciones
- Mercado sostenibleDocumento85 páginasMercado sostenibleClaudia MinaAún no hay calificaciones
- Formato Lista de ExigenciasDocumento4 páginasFormato Lista de ExigenciasTONI ARCHIVOS EASYAún no hay calificaciones
- Camión MineroDocumento5 páginasCamión MineroOscar Santos EstofaneroAún no hay calificaciones
- Diseño de sierra circular 3 velocidadesDocumento4 páginasDiseño de sierra circular 3 velocidadesFrank Merello PortocarreroAún no hay calificaciones
- Capitulo Vii - Evaluación Interna - Amofhit y MefiDocumento1 páginaCapitulo Vii - Evaluación Interna - Amofhit y MefiR.CHRISTIAN SARCCO MELENDEZAún no hay calificaciones
- Caso 2 - Semana 6Documento17 páginasCaso 2 - Semana 6Gianpool RodriguezAún no hay calificaciones
- Ejercicios Data Maestra Calculo Del Rop 2021Documento5 páginasEjercicios Data Maestra Calculo Del Rop 2021AlexAún no hay calificaciones
- Trabajo Procesos para Ingenieria Avanze 1 GloriaDocumento12 páginasTrabajo Procesos para Ingenieria Avanze 1 GloriaNayeli LopezAún no hay calificaciones
- Informe Final Practicas 1Documento72 páginasInforme Final Practicas 1Asley Kely Ore QuintanaAún no hay calificaciones
- Guía de Trabajo 07 Taller de Emprendedores PDFDocumento7 páginasGuía de Trabajo 07 Taller de Emprendedores PDFMOISESAún no hay calificaciones
- Mejoras Proceso Corte Fleje Acero Inoxidable - MetalvinDocumento8 páginasMejoras Proceso Corte Fleje Acero Inoxidable - Metalvinmetalvin100% (1)
- Avance 3 - Curso IntegradorDocumento124 páginasAvance 3 - Curso IntegradorMaycol Castillo SantillanAún no hay calificaciones
- Informe Final EsbeltaDocumento32 páginasInforme Final EsbeltaBrenda Mariana Figueroa HerreraAún no hay calificaciones
- Avance de Informe - G CalidadDocumento33 páginasAvance de Informe - G CalidadJhoselin CisnerosAún no hay calificaciones
- Cálculo de La Potencia en Una Máquina de Vapor de Simple ExpansiónDocumento10 páginasCálculo de La Potencia en Una Máquina de Vapor de Simple ExpansiónFernando Pérez DehesaAún no hay calificaciones
- S06.s1-Gráficas de ControlDocumento44 páginasS06.s1-Gráficas de ControlVictor SantiagoAún no hay calificaciones
- Métodos Matriciales para ingenieros con MATLABDe EverandMétodos Matriciales para ingenieros con MATLABCalificación: 5 de 5 estrellas5/5 (1)
- Transformadores Fundamentos y Construcción - Salvador AmalfaDocumento191 páginasTransformadores Fundamentos y Construcción - Salvador Amalfamat100% (3)
- S07.s1 - MaterialDocumento20 páginasS07.s1 - MaterialJose Alonso Castillo Vasquez100% (1)
- Tres Vistas ISO ADocumento1 páginaTres Vistas ISO AJose Alonso Castillo VasquezAún no hay calificaciones
- Electromecanica y Maquinas Electricas Nasar 160702045522Documento494 páginasElectromecanica y Maquinas Electricas Nasar 160702045522jorge67% (3)
- S05.s1 MaterialDocumento34 páginasS05.s1 MaterialJose Alonso Castillo VasquezAún no hay calificaciones
- CÁLC. T. 01 DC F.ADocumento14 páginasCÁLC. T. 01 DC F.AJose Alonso Castillo VasquezAún no hay calificaciones
- LABO 3 TRANSFE Graficas + CuadroDocumento10 páginasLABO 3 TRANSFE Graficas + CuadroJose Alonso Castillo VasquezAún no hay calificaciones
- VCVBVCBNDocumento69 páginasVCVBVCBNNicolas JerezAún no hay calificaciones
- El Motor Homopolar de Fabricación CaseraDocumento3 páginasEl Motor Homopolar de Fabricación CaseraJose Alonso Castillo VasquezAún no hay calificaciones
- 09inyecciondieselelectronica2parte 140203055017 Phpapp01Documento64 páginas09inyecciondieselelectronica2parte 140203055017 Phpapp01VG Rossy RosalyAún no hay calificaciones
- Jose Lab TransferenciaDocumento21 páginasJose Lab TransferenciaJose Alonso Castillo VasquezAún no hay calificaciones
- S04.s1 MaterialDocumento23 páginasS04.s1 MaterialJose Alonso Castillo VasquezAún no hay calificaciones
- Labo 3 TransferenciaDocumento11 páginasLabo 3 TransferenciaJose Alonso Castillo VasquezAún no hay calificaciones
- La Ley de OhmDocumento9 páginasLa Ley de OhmFlakita LimonAún no hay calificaciones
- 04caracteristicasmotores 151105092227 Lva1 App6892 PDFDocumento17 páginas04caracteristicasmotores 151105092227 Lva1 App6892 PDFJose Alonso Castillo VasquezAún no hay calificaciones
- 1stf X 090522160246 Phpapp01Documento36 páginas1stf X 090522160246 Phpapp01Jose Alonso Castillo VasquezAún no hay calificaciones
- S01.s1 - MaterialDocumento31 páginasS01.s1 - MaterialJasmine CaspaAún no hay calificaciones
- S07.s1 TAREA DE MOTORES DE COMBUSTIÓN INTERNADocumento1 páginaS07.s1 TAREA DE MOTORES DE COMBUSTIÓN INTERNAJose Alonso Castillo VasquezAún no hay calificaciones
- S04.s1 MaterialDocumento23 páginasS04.s1 MaterialJose Alonso Castillo VasquezAún no hay calificaciones
- S02.s1 - MaterialDocumento22 páginasS02.s1 - MaterialJasmine CaspaAún no hay calificaciones
- S08.s1 - MaterialDocumento24 páginasS08.s1 - MaterialJose Alonso Castillo Vasquez100% (1)
- S03.s1 - MaterialDocumento21 páginasS03.s1 - MaterialJasmine CaspaAún no hay calificaciones
- H.calidad Libro Prob 1 - 3 - 5 - 7 y 18 Graficas de Control So7.s1Documento7 páginasH.calidad Libro Prob 1 - 3 - 5 - 7 y 18 Graficas de Control So7.s1Jose Alonso Castillo VasquezAún no hay calificaciones
- JOSEDocumento1 páginaJOSEJose Alonso Castillo VasquezAún no hay calificaciones
- Hcalidad Histograma ProblDocumento6 páginasHcalidad Histograma ProblJose Alonso Castillo VasquezAún no hay calificaciones
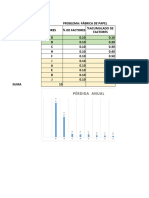
- Hcalidad Pareto 2. Rdidas en F PapelDocumento3 páginasHcalidad Pareto 2. Rdidas en F PapelJose Alonso Castillo VasquezAún no hay calificaciones
- H.calidad Libro Prob 1 - 3 - 5 - 7 y 18 Graficas de Control So7.s1Documento7 páginasH.calidad Libro Prob 1 - 3 - 5 - 7 y 18 Graficas de Control So7.s1Jose Alonso Castillo VasquezAún no hay calificaciones
- Examen Final de MotoresDocumento1 páginaExamen Final de MotoresJose Alonso Castillo VasquezAún no hay calificaciones
- Examen Final de Herramientas de CalidadDocumento1 páginaExamen Final de Herramientas de CalidadJose Alonso Castillo VasquezAún no hay calificaciones
- Cuadro Comparativo Tres AutoresDocumento4 páginasCuadro Comparativo Tres AutoresSIRCARLOS MOLINA RETAMOZOAún no hay calificaciones
- Ejercicios y exámenes de números complejosDocumento15 páginasEjercicios y exámenes de números complejosNilo MoralesAún no hay calificaciones
- Descargar PlantillaDocumento5 páginasDescargar PlantillaKarin MarchantAún no hay calificaciones
- PS095-CP-CO-Esp - v0r1-DIEGO LOPEZDocumento15 páginasPS095-CP-CO-Esp - v0r1-DIEGO LOPEZDiego LopezAún no hay calificaciones
- Tec - Concreto Gamarra - Ronald 1eraprácticaDocumento2 páginasTec - Concreto Gamarra - Ronald 1eraprácticaRonald GamarraAún no hay calificaciones
- Localización y Tamaño Del Proyecto M5Documento2 páginasLocalización y Tamaño Del Proyecto M5fidelAún no hay calificaciones
- Guia de Autoaprendizaje 4 CN2Documento2 páginasGuia de Autoaprendizaje 4 CN2missael de jesusAún no hay calificaciones
- Bioquímica y Análisis de Alimentos.2024Documento12 páginasBioquímica y Análisis de Alimentos.2024Jhan Carlos Córdova SánchezAún no hay calificaciones
- Cinetica de Monod en AlimentosDocumento31 páginasCinetica de Monod en Alimentosluis100% (1)
- El arte de no amargarse la vidaDocumento43 páginasEl arte de no amargarse la vidamaria alejandra villamizar100% (1)
- La generación mileurista: jóvenes con preparación pero bajos ingresosDocumento3 páginasLa generación mileurista: jóvenes con preparación pero bajos ingresosPaola Roriguez GalarzaAún no hay calificaciones
- Inteligencia ArtificialDocumento14 páginasInteligencia ArtificialMarcela AndradeAún no hay calificaciones
- El Cambio de Paradigma Educativo Como Reto para Repensar La Orientación Educativa Ante Los Nuevos Escenarios y Los Ámbitos de La Innovación en El Contexto EducativoDocumento2 páginasEl Cambio de Paradigma Educativo Como Reto para Repensar La Orientación Educativa Ante Los Nuevos Escenarios y Los Ámbitos de La Innovación en El Contexto EducativoMariuxi ViteAún no hay calificaciones
- Estructura Del Proyecto Revisión SistemáticaDocumento6 páginasEstructura Del Proyecto Revisión SistemáticaElizabeth TacillaAún no hay calificaciones
- PD 11 Sist de Part - Choques 2023-I Fis 1Documento4 páginasPD 11 Sist de Part - Choques 2023-I Fis 1DAIVID JHUNIOR ALELUYA UNCHUPAICOAún no hay calificaciones
- Instale XLSTAT y Registrar Una Clave de LicenciaDocumento27 páginasInstale XLSTAT y Registrar Una Clave de LicenciaAnthony Jesus Rodriguez PeñaAún no hay calificaciones
- Modelo Del CuidadoDocumento7 páginasModelo Del Cuidadodg1103bhAún no hay calificaciones
- Dif BiologiaDocumento2 páginasDif BiologiaSofía Guajardo ValdiviaAún no hay calificaciones
- Comentario A El Ente y La EsenciaDocumento5 páginasComentario A El Ente y La EsenciaJuan Nicolas TrainiAún no hay calificaciones
- Almacenamiento de granos en plantas procesadorasDocumento5 páginasAlmacenamiento de granos en plantas procesadorasPëlaïthö Gualli KevinAún no hay calificaciones
- PCM, Logica de FuncionamientoDocumento18 páginasPCM, Logica de FuncionamientoEdison MoralesAún no hay calificaciones
- Actividad 6 Argumentaciones Por Grupo LecturaDocumento28 páginasActividad 6 Argumentaciones Por Grupo LecturaAmerica Paulin Galindo0% (1)
- Métodos para Estudiar El Comportamiento Del ConsumidorDocumento40 páginasMétodos para Estudiar El Comportamiento Del Consumidorwebronald75% (4)
- Algebra Lineal 4Documento12 páginasAlgebra Lineal 4Patrick IoAún no hay calificaciones
- Criticas A ClastresDocumento2 páginasCriticas A ClastresTamara Garcia ClickiAún no hay calificaciones
- Donación Carcel MilitarDocumento3 páginasDonación Carcel MilitarbibliotecaAún no hay calificaciones
- Guia6 Informatica NovenoDocumento5 páginasGuia6 Informatica NovenogilmaAún no hay calificaciones
- 1-1. Grupo ACT 2010 en Jucios Orales Rev 1Documento4 páginas1-1. Grupo ACT 2010 en Jucios Orales Rev 1Juan Manuel RodríguezAún no hay calificaciones
- Historia Clinica Psiq.Documento5 páginasHistoria Clinica Psiq.Randolfo RijoAún no hay calificaciones
- Técnicas e instrumentos de investigaciónDocumento16 páginasTécnicas e instrumentos de investigaciónSergio Bejarano CastilloAún no hay calificaciones