También podría gustarte
- Programación CNC para torno con control Fanuc Oi-TDocumento28 páginasProgramación CNC para torno con control Fanuc Oi-TAristy Mojica100% (4)
- Torno CNC GSK 980 TDcDocumento167 páginasTorno CNC GSK 980 TDcEdson AragaAún no hay calificaciones
- Curso - Torno GSK 980 TDCDocumento167 páginasCurso - Torno GSK 980 TDCAlan Rmz83% (18)
- Manual de Programacion Paratorno OkumaDocumento103 páginasManual de Programacion Paratorno OkumaLuis Martinez Sanchez100% (3)
- Fanuc Prog CentroDocumento27 páginasFanuc Prog CentroClaudio Salcedo CoaquiraAún no hay calificaciones
- Ciclos de Mecanizado (FANUC) PDFDocumento20 páginasCiclos de Mecanizado (FANUC) PDFEduardo Aleman Reyna100% (7)
- EJEMPLOS Programacion Fanuc OtDocumento17 páginasEJEMPLOS Programacion Fanuc Otchicho640490% (59)
- Curso de Operación y Programación CNC HAASDocumento16 páginasCurso de Operación y Programación CNC HAASJulian Guillermo Cifuentes CifuentesAún no hay calificaciones
- Tutorial Mastercam X5Documento60 páginasTutorial Mastercam X5Daniel Alejandro Gomez75% (4)
- Fanuc CNC Custom MacrosDocumento10 páginasFanuc CNC Custom MacrosDavid Cuadros Torres100% (1)
- Programación CNC DoosanDocumento53 páginasProgramación CNC DoosanGerardo Fuentes100% (2)
- Manual de Usuario Torno CNC Con Fanuc Series 0iDocumento11 páginasManual de Usuario Torno CNC Con Fanuc Series 0iruleta200Aún no hay calificaciones
- Torno Fanuc CNCDocumento33 páginasTorno Fanuc CNCJhon Mamani Deza100% (2)
- Elaboración de programas de cnc para la fabricación de piezas por arranque de viruta. FMEH0109De EverandElaboración de programas de cnc para la fabricación de piezas por arranque de viruta. FMEH0109Calificación: 3.5 de 5 estrellas3.5/5 (2)
- Manual Parte 1Documento78 páginasManual Parte 1Anonymous UkE9I0uh63% (8)
- Manual de Programacion Torno CNC Con Fanuc Series 0iDocumento16 páginasManual de Programacion Torno CNC Con Fanuc Series 0iJubert Angelo Ramos Paredes100% (1)
- Comprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109De EverandComprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109Aún no hay calificaciones
- GSK 980MDc Milling CNC SystemDocumento3 páginasGSK 980MDc Milling CNC SystemhectorAún no hay calificaciones
- Informe de La Utilizacion Del Torno GSK980TDbDocumento23 páginasInforme de La Utilizacion Del Torno GSK980TDbDreg Ro100% (4)
- Principios de programación CNC para tornos con control FanucDocumento75 páginasPrincipios de programación CNC para tornos con control FanucGianiMauricioQuinteroBautista100% (1)
- Manual de Usuario Torno CNC Con GSK 980 TDC - Taller - CNC - Profesor - Lucas - Caula.Documento8 páginasManual de Usuario Torno CNC Con GSK 980 TDC - Taller - CNC - Profesor - Lucas - Caula.Tachi Duboscq0% (1)
- Cuadernillo Programacion CNC PDFDocumento26 páginasCuadernillo Programacion CNC PDFLuciaSilvaParraAún no hay calificaciones
- Simulador SSCNC Centro de MecanizadoDocumento13 páginasSimulador SSCNC Centro de MecanizadoAndres Castro Vaca100% (2)
- Guia Mastercam PDFDocumento46 páginasGuia Mastercam PDFLeonardo OlivaresAún no hay calificaciones
- Mazak VTC 200 300 Maintenance MANUAL - En.esDocumento96 páginasMazak VTC 200 300 Maintenance MANUAL - En.esSaul Champac100% (1)
- Ejercicios TornoDocumento12 páginasEjercicios TornoUriel RamírezAún no hay calificaciones
- MazakDocumento109 páginasMazakJaime Adolfo Mejia León100% (1)
- Curso Fanuc 2015-2016Documento40 páginasCurso Fanuc 2015-2016Cristian Rojas Ulloa100% (2)
- Curso Centro de Maquinado Mazatrol PDFDocumento106 páginasCurso Centro de Maquinado Mazatrol PDFhoanghuan75% (4)
- Problemas FANUC ResueltosDocumento2 páginasProblemas FANUC Resueltosspeedtunning60% (5)
- Elaboración de programas de CNC para la fabricación de piezas por corte y conformado. FMEH0209De EverandElaboración de programas de CNC para la fabricación de piezas por corte y conformado. FMEH0209Aún no hay calificaciones
- MacrosDocumento3 páginasMacrosHector Sancy Lopez100% (1)
- Manual, Centro de Maquinado OKUMA P200MDocumento105 páginasManual, Centro de Maquinado OKUMA P200MAbraham Humberto Pedroza Flores100% (3)
- Recuperacion de Home Position Despues de Poner Las PilasDocumento3 páginasRecuperacion de Home Position Despues de Poner Las Pilasjavier medina100% (1)
- Manual Rápido de Torno CNCDocumento32 páginasManual Rápido de Torno CNCjheferson steve mayorga parra100% (2)
- Curso Viwa Torno NewDocumento14 páginasCurso Viwa Torno NewJuanLed100% (1)
- Guia Rapida Mastercam TornoDocumento39 páginasGuia Rapida Mastercam TornoHector Sancy Lopez100% (1)
- Guía rápida torno Doosan Fanuc 21/18iDocumento35 páginasGuía rápida torno Doosan Fanuc 21/18iGianiMauricioQuinteroBautista100% (1)
- Códigos G y M para torno CNCDocumento14 páginasCódigos G y M para torno CNCOswaldo NeaveAún no hay calificaciones
- Mecanizado de Cuarto EjeDocumento56 páginasMecanizado de Cuarto EjeMaria Ruth Bonilla GallegoAún no hay calificaciones
- Mastercam Tutorial Fresa x5 1 PDFDocumento263 páginasMastercam Tutorial Fresa x5 1 PDFLeonardo Olivares100% (2)
- T FANUC+Series+0+-MODEL+D (001-102) en Es PDFDocumento102 páginasT FANUC+Series+0+-MODEL+D (001-102) en Es PDFSandino TorresAún no hay calificaciones
- Clases Basico de Torno CNCDocumento132 páginasClases Basico de Torno CNCedwin_triana_9100% (2)
- Codigos NC - MaqCNCDocumento6 páginasCodigos NC - MaqCNCsaucedo.davidjoabAún no hay calificaciones
- Informe Mecanizado PlatoDocumento46 páginasInforme Mecanizado PlatoGustavo MesaAún no hay calificaciones
- Curso Torno RoscaDocumento16 páginasCurso Torno Roscaluislobo10Aún no hay calificaciones
- Ciclos de Torneado FanucDocumento15 páginasCiclos de Torneado Fanucjuan carlos RojasAún no hay calificaciones
- Funcion GDocumento10 páginasFuncion GwrdnAún no hay calificaciones
- Manufactura asistida por CNCDocumento78 páginasManufactura asistida por CNCTomy Charles Cardenas PiscoAún no hay calificaciones
- Progrmacion Torno 2 CNCDocumento43 páginasProgrmacion Torno 2 CNCMarco CastilloAún no hay calificaciones
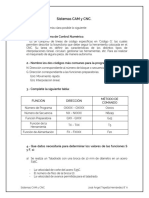
- Cuestionario Sistemas CAM y CNCDocumento5 páginasCuestionario Sistemas CAM y CNCdsdfrsAún no hay calificaciones
- Torno CNC 2 eje, puntos claveDocumento43 páginasTorno CNC 2 eje, puntos claveDaniel AriasAún no hay calificaciones
- Programación Del Torno CNC Emcoturn 342 PDFDocumento4 páginasProgramación Del Torno CNC Emcoturn 342 PDFAdry HdzAún no hay calificaciones
- Ciclos de Torneado FanucDocumento16 páginasCiclos de Torneado FanucAlejandro RuizAún no hay calificaciones
- Programación de Un Mecanizado Simple en Códigos G CNCDocumento7 páginasProgramación de Un Mecanizado Simple en Códigos G CNCAlex RodriguezAún no hay calificaciones
- Mecanizado Torno CNC PDFDocumento43 páginasMecanizado Torno CNC PDFJoselin CarolinaAún no hay calificaciones
- Apuntes Torno CNCDocumento24 páginasApuntes Torno CNCSuli ZgzAún no hay calificaciones
- CNC Fabricación pieza torno programaciónDocumento7 páginasCNC Fabricación pieza torno programaciónCarlos Gisbert DoménechAún no hay calificaciones
- 3-11-2022-Programación TornoDocumento11 páginas3-11-2022-Programación TornoJOSE DAVID DIAZ SANCHEZAún no hay calificaciones
- Aisi 1040Documento2 páginasAisi 1040Alfred Rua VasquezAún no hay calificaciones
- Simbología IEC para SensoresDocumento2 páginasSimbología IEC para SensoresMartinez ChristopherAún no hay calificaciones
- Deber NodosDocumento8 páginasDeber NodosMartinez ChristopherAún no hay calificaciones
- Calculo de Tiempos SuplementariosDocumento12 páginasCalculo de Tiempos SuplementariosMartinez ChristopherAún no hay calificaciones
- Qué Es GrafcetDocumento8 páginasQué Es GrafcetMartinez ChristopherAún no hay calificaciones
- Deber MallasDocumento8 páginasDeber MallasMartinez ChristopherAún no hay calificaciones
- 1 Presentaciones InicialesDocumento39 páginas1 Presentaciones InicialesMartinez ChristopherAún no hay calificaciones
- UrbanidadDocumento16 páginasUrbanidadMartinez ChristopherAún no hay calificaciones
- Sensor TanqueDocumento3 páginasSensor TanqueMartinez ChristopherAún no hay calificaciones
- Ejercicios-En-Clase 20 11 2019 2.-Simulacion PDFDocumento1 páginaEjercicios-En-Clase 20 11 2019 2.-Simulacion PDFMartinez ChristopherAún no hay calificaciones
- Resumen Video Fabrica Cerveza CoronaDocumento3 páginasResumen Video Fabrica Cerveza CoronaMartinez ChristopherAún no hay calificaciones
- Ingenieria de Metodos P1Documento30 páginasIngenieria de Metodos P1Martinez ChristopherAún no hay calificaciones
- Clase7 MartinezDocumento1 páginaClase7 MartinezMartinez ChristopherAún no hay calificaciones
- Evolución HistóricaDocumento21 páginasEvolución HistóricaValerin Crizztal AlvarezAún no hay calificaciones
- SÍLABO INSTITUCIONAL INGENIERIA METODOS BorradorDocumento11 páginasSÍLABO INSTITUCIONAL INGENIERIA METODOS BorradorMartinez ChristopherAún no hay calificaciones
- Ley de Ohm MartinezDocumento3 páginasLey de Ohm MartinezMartinez ChristopherAún no hay calificaciones
- Ley de Kirchhoff MartinezDocumento3 páginasLey de Kirchhoff MartinezMartinez ChristopherAún no hay calificaciones
- Tarea en Clase 1 PDFDocumento2 páginasTarea en Clase 1 PDFMartinez ChristopherAún no hay calificaciones
- Ejercicio 01 MallasDocumento3 páginasEjercicio 01 MallasMartinez ChristopherAún no hay calificaciones
- Thevenin y Norton PDFDocumento10 páginasThevenin y Norton PDFMartinez ChristopherAún no hay calificaciones
- Recortadores PDFDocumento10 páginasRecortadores PDFMartinez ChristopherAún no hay calificaciones
- Deber Mallas PDFDocumento12 páginasDeber Mallas PDFMartinez ChristopherAún no hay calificaciones
- MaterDocumento6 páginasMaterMartinez ChristopherAún no hay calificaciones
- Ley de Ohm MartinezDocumento3 páginasLey de Ohm MartinezMartinez ChristopherAún no hay calificaciones
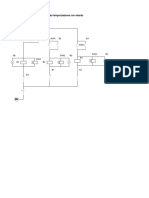
- Análisis de mallas en circuitos eléctricosDocumento12 páginasAnálisis de mallas en circuitos eléctricosMartinez ChristopherAún no hay calificaciones
- Clase7 MartinezDocumento5 páginasClase7 MartinezMartinez ChristopherAún no hay calificaciones
- Resumen Cap 1Documento4 páginasResumen Cap 1Martinez ChristopherAún no hay calificaciones
- Cad Cam IntroducciónDocumento38 páginasCad Cam IntroducciónMartinez ChristopherAún no hay calificaciones
- El agua: un recurso esencialDocumento25 páginasEl agua: un recurso esencialAna VerónAún no hay calificaciones
- Programacion Torno CNC FanucDocumento120 páginasProgramacion Torno CNC FanucDAVID FIGUEROA100% (8)
- Manual Caterpillar 789-c CompletoDocumento66 páginasManual Caterpillar 789-c Completohuoss100% (1)
- Segunda Ley de La TrmodinamicaDocumento8 páginasSegunda Ley de La TrmodinamicaJeferson CusquilloAún no hay calificaciones
- Evaluación física primer periodoDocumento4 páginasEvaluación física primer periodoJudith Barragan Fonseca100% (1)
- Vectores - Ejercicios PropuestosDocumento34 páginasVectores - Ejercicios PropuestosRomi 7u7Aún no hay calificaciones
- Motores 3306-3406Documento44 páginasMotores 3306-3406Hening Edison TC90% (10)
- Catalogo BarrenadorasDocumento10 páginasCatalogo BarrenadorasElmer RafaelAún no hay calificaciones
- Consulta Cohesion y Tipos de FallasDocumento9 páginasConsulta Cohesion y Tipos de FallasRichard Cartuche100% (1)
- Práctica Blended Sobre Calor Latente de FusiónDocumento6 páginasPráctica Blended Sobre Calor Latente de FusiónSteven David Perez0% (1)
- Movimiento de ProyectilesDocumento2 páginasMovimiento de Proyectilesmaar pavilAún no hay calificaciones
- Capacidad Portante (ARIAS VELASQUEZ, ANGELO-Grupo 5)Documento14 páginasCapacidad Portante (ARIAS VELASQUEZ, ANGELO-Grupo 5)Anonymous l5H99VexcAún no hay calificaciones
- CYPE 3D - Estudio de Flecha en Viga en Estructura Metálica - Página 2 - Foros Sólo Arquitectura-2Documento4 páginasCYPE 3D - Estudio de Flecha en Viga en Estructura Metálica - Página 2 - Foros Sólo Arquitectura-2Sas ArrAún no hay calificaciones
- Sistema de bombeo en la industria petroleraDocumento29 páginasSistema de bombeo en la industria petroleraAndres Avila Contreras100% (13)
- LABORATORIO-8-ley de Boyle y Gay LussacDocumento19 páginasLABORATORIO-8-ley de Boyle y Gay Lussacyeicol pedrozoAún no hay calificaciones
- Preparación Del Aire ComprimidoDocumento4 páginasPreparación Del Aire ComprimidoDaniel GomezAún no hay calificaciones
- Tipos de Viscocimetros ExtistentesDocumento5 páginasTipos de Viscocimetros ExtistentesDavid SantAún no hay calificaciones
- Unidad 3 - Fase 5 - Presentación Del Diseño - Colaborativo-Grupo-180Documento32 páginasUnidad 3 - Fase 5 - Presentación Del Diseño - Colaborativo-Grupo-180Miguel Angel Giralfo Londoño100% (1)
- Laboratorio # 2 Numero de ReynoldsDocumento17 páginasLaboratorio # 2 Numero de ReynoldsYofan StevenAún no hay calificaciones
- Ejercicios MAS - PPT SOL PDFDocumento2 páginasEjercicios MAS - PPT SOL PDFElvis Santillán CórdovaAún no hay calificaciones
- Investigación Unidad 5Documento11 páginasInvestigación Unidad 5Citlalli Aranda GonzálezAún no hay calificaciones
- Cálculos AerogeneradorDocumento17 páginasCálculos AerogeneradorIng. Eliézer Martínez100% (3)
- 5.1. Conformado de Metales IDocumento35 páginas5.1. Conformado de Metales IAna CLAún no hay calificaciones
- TRABAJO Y ENERGÍA EN MOVIMIENTO RECTILÍNEO Y CIRCULARDocumento14 páginasTRABAJO Y ENERGÍA EN MOVIMIENTO RECTILÍNEO Y CIRCULARAlar AlbarránAún no hay calificaciones
- Selección Del Motor EléctricoDocumento8 páginasSelección Del Motor Eléctricobigscorpion1991Aún no hay calificaciones
- Clase 09 Fisica IDocumento7 páginasClase 09 Fisica IeduardoAún no hay calificaciones
- Acumuladores Hidráulicos de Vejiga Ejecución de Baja PresiónDocumento7 páginasAcumuladores Hidráulicos de Vejiga Ejecución de Baja PresiónisamelgqAún no hay calificaciones
- Movimiento armónico simple masa resorteDocumento8 páginasMovimiento armónico simple masa resorteKaren Dayhana Hernadez BustosAún no hay calificaciones
- Caja de Cambios Automatica PDFDocumento28 páginasCaja de Cambios Automatica PDFHugo75% (4)
- Torre de Paredes HumedasDocumento14 páginasTorre de Paredes HumedasFrancis Toscano Mouthon100% (1)
- Pérdidas de Carga Friccionales PDFDocumento12 páginasPérdidas de Carga Friccionales PDFjorge_h_riveroAún no hay calificaciones
- Conceptos de Termodinamica-2Documento2 páginasConceptos de Termodinamica-2Rommel Roel Risco RoseroAún no hay calificaciones