También podría gustarte
- Conceptos avanzados del diseño estructural con madera: Parte I: uniones, refuerzos, elementos compuestos y diseño antisísmicoDe EverandConceptos avanzados del diseño estructural con madera: Parte I: uniones, refuerzos, elementos compuestos y diseño antisísmicoAún no hay calificaciones
- Diseño de estructuras de concreto armadoDe EverandDiseño de estructuras de concreto armadoCalificación: 5 de 5 estrellas5/5 (2)
- Covenin 505-96Documento10 páginasCovenin 505-96albeiroAún no hay calificaciones
- Especificaciones técnicas para gaviones de contenciónDocumento2 páginasEspecificaciones técnicas para gaviones de contenciónGlena Pastenes CastilloAún no hay calificaciones
- Cavenguayas Los Inspectores de VenezuelaDocumento34 páginasCavenguayas Los Inspectores de Venezuelaeiner14Aún no hay calificaciones
- Especi - Tecnicas 3zincDocumento10 páginasEspeci - Tecnicas 3zincEiber Guarachi SilvaAún no hay calificaciones
- NMX C 248 1978Documento12 páginasNMX C 248 1978Essâm MarzûqAún no hay calificaciones
- Longitud de AnclajeDocumento14 páginasLongitud de AnclajeJhosellim Atencio RoqueAún no hay calificaciones
- Norma Chilena de Cia Oficial Nch885Documento22 páginasNorma Chilena de Cia Oficial Nch885jaimeangelsAún no hay calificaciones
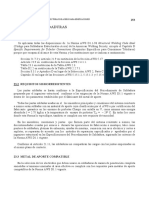
- Diseño de soldadura en acero de refuerzo de 1Documento16 páginasDiseño de soldadura en acero de refuerzo de 1Nelson Eduardo Zárate SalazarAún no hay calificaciones
- Nmx-b-455-1987 Armaduras Electrosoldadas de Seccion Triangular, de Alambre de Acero Corrugado o Liso para Refuerzo de Elementos Estructurales de ConcretoDocumento12 páginasNmx-b-455-1987 Armaduras Electrosoldadas de Seccion Triangular, de Alambre de Acero Corrugado o Liso para Refuerzo de Elementos Estructurales de ConcretoAbraham_Martin_4209100% (1)
- NMX B 072 1986Documento11 páginasNMX B 072 1986evelazAún no hay calificaciones
- 4 Malla Electrosoldada para Estructuras de ConcretoDocumento2 páginas4 Malla Electrosoldada para Estructuras de ConcretoMiimiAún no hay calificaciones
- Longitud de DesarrolloDocumento17 páginasLongitud de Desarrolloroberto_20_10Aún no hay calificaciones
- Grietas en vigas de concretoDocumento11 páginasGrietas en vigas de concretofabricio andres castañeda bolivarAún no hay calificaciones
- Gavion Caja G1 10x12 3.0 LDocumento1 páginaGavion Caja G1 10x12 3.0 LEdwinSanchezVillanuevaAún no hay calificaciones
- Norma INEN 1626 (1988) - EcuadorDocumento15 páginasNorma INEN 1626 (1988) - EcuadorAndres Felipe MaciasAún no hay calificaciones
- 316 00Documento18 páginas316 00Lobo C Nuvia100% (1)
- Covenin 3-1-200 Edificaciones Paneles Aligerados y ReforzadoDocumento11 páginasCovenin 3-1-200 Edificaciones Paneles Aligerados y ReforzadoRonmary_14Aún no hay calificaciones
- ANCLAJE DE BARRAS EN VIGASDocumento16 páginasANCLAJE DE BARRAS EN VIGASClinton Cornelio PomaAún no hay calificaciones
- Normas soldadura acero estructurasDocumento12 páginasNormas soldadura acero estructurasJesus R. Romero ManzanillaAún no hay calificaciones
- Nio 0805Documento3 páginasNio 0805Jhon PedrazaAún no hay calificaciones
- CAP 42-GavionesDocumento3 páginasCAP 42-GavionesA. PrescillaAún no hay calificaciones
- CAP 42-GavionesDocumento3 páginasCAP 42-Gavionesoscort027Aún no hay calificaciones
- Traslapes o EmplamesDocumento3 páginasTraslapes o EmplamesAngel Zamora GarciaAún no hay calificaciones
- Tubos y arcos de lámina corrugada de aceroDocumento6 páginasTubos y arcos de lámina corrugada de aceroManuelAún no hay calificaciones
- ET-103 CONDUCTORES SEMIAISLADOS PARA LINEAS AEREAS DE MT Y 345 KVDocumento14 páginasET-103 CONDUCTORES SEMIAISLADOS PARA LINEAS AEREAS DE MT Y 345 KVPaula MontoyaAún no hay calificaciones
- Instituto Ecuatoriano de Normalización: Norma Técnica Ecuatoriana Nte Inen 2573:2011Documento13 páginasInstituto Ecuatoriano de Normalización: Norma Técnica Ecuatoriana Nte Inen 2573:2011karishakyAún no hay calificaciones
- Gaviones protección construcciónDocumento7 páginasGaviones protección construcciónd3j328d€eswkOugyhAún no hay calificaciones
- Norma mexicana acero refuerzo concretoDocumento11 páginasNorma mexicana acero refuerzo concretoCitlali RiosAún no hay calificaciones
- Norma Técnica Ecuatoriana Nte Inen 2596:2012Documento8 páginasNorma Técnica Ecuatoriana Nte Inen 2596:2012sergio guacanemeAún no hay calificaciones
- Unidad 2Documento6 páginasUnidad 2Arnaldo González CantilloAún no hay calificaciones
- TDS BR RAR 8x10 2.7mm ZINC P REV00 MAY17 SPDocumento1 páginaTDS BR RAR 8x10 2.7mm ZINC P REV00 MAY17 SPsebastian PeñalozaAún no hay calificaciones
- GrupoN°4 Diseño Pernos MemoriaTécnicaDocumento58 páginasGrupoN°4 Diseño Pernos MemoriaTécnicaPaola EstefaniaAún no hay calificaciones
- Nav 3250Documento29 páginasNav 3250guyuyuAún no hay calificaciones
- Armaduras ActivasDocumento26 páginasArmaduras ActivasJhon Lois José CamachoAún no hay calificaciones
- TDS MX Ficha Técnica Malla DT PVCDocumento1 páginaTDS MX Ficha Técnica Malla DT PVCEdgar BelandriaAún no hay calificaciones
- NBR 514Documento6 páginasNBR 514Mario Acuna SubiaAún no hay calificaciones
- NMX B 290 Enero 006 ADocumento10 páginasNMX B 290 Enero 006 AEmmanuel MoralesAún no hay calificaciones
- NTP 155cablesmetalicosDocumento16 páginasNTP 155cablesmetalicosapi-3724827100% (3)
- Et 103 Cables Semi AisladosDocumento14 páginasEt 103 Cables Semi AisladosNelson Rosas BayonaAún no hay calificaciones
- Untitled 2Documento50 páginasUntitled 2Cesar Rumiche HernándezAún no hay calificaciones
- Cap 12Documento26 páginasCap 12CASO89Aún no hay calificaciones
- LNE004Documento9 páginasLNE004bambiramaAún no hay calificaciones
- N CMT 3 07 21Documento17 páginasN CMT 3 07 21lozano 2000Aún no hay calificaciones
- NCH 1173-1977 Especificaciones de AT56-50H para Uso en H.A.Documento11 páginasNCH 1173-1977 Especificaciones de AT56-50H para Uso en H.A.Dory Cano DíazAún no hay calificaciones
- Actualizaciones 2Documento12 páginasActualizaciones 2fernandoAún no hay calificaciones
- Cables de AceroDocumento5 páginasCables de AceroVero CeballosAún no hay calificaciones
- N-CMT-3-07-16 CajonDocumento26 páginasN-CMT-3-07-16 CajonLuis Alberto cortez100% (1)
- NTC Diseño ConcretoDocumento23 páginasNTC Diseño ConcretoJuan Manuel HervésAún no hay calificaciones
- Cable de Aluminio Desnudo (AAC) E1000-30Documento8 páginasCable de Aluminio Desnudo (AAC) E1000-30Fernando FarfánAún no hay calificaciones
- Materiales para Diseño Puesta A TierraDocumento6 páginasMateriales para Diseño Puesta A TierraFRANCO GONZÁLEZ GUAJARDOAún no hay calificaciones
- Especificación Colchones Reno Reforzados 10x12 3.4mm Galfan + PVCDocumento7 páginasEspecificación Colchones Reno Reforzados 10x12 3.4mm Galfan + PVCEmiliano Alvarez EscalanteAún no hay calificaciones
- Plancha de Conexion Perfil-Concreto A TopeDocumento27 páginasPlancha de Conexion Perfil-Concreto A TopeAldo Salvetti RitossaAún no hay calificaciones
- Soldadura MAG de estructuras de acero al carbono. FMEC0210De EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210Aún no hay calificaciones
- Ejercicios sobre elasticidad y resistencia de materialesDe EverandEjercicios sobre elasticidad y resistencia de materialesAún no hay calificaciones
- Sistemas de puesta a tierra: Diseñado con IEEE-80 y evaluado con MEFDe EverandSistemas de puesta a tierra: Diseñado con IEEE-80 y evaluado con MEFCalificación: 4.5 de 5 estrellas4.5/5 (7)
- Soldadura con alambre tubular. FMEC0210De EverandSoldadura con alambre tubular. FMEC0210Aún no hay calificaciones
- Flexión en vigas de concreto reforzado: Método elástico (ASD)De EverandFlexión en vigas de concreto reforzado: Método elástico (ASD)Calificación: 5 de 5 estrellas5/5 (2)
- TallerDocumento2 páginasTallermaria joseAún no hay calificaciones
- 2424 3175 1 PB PDFDocumento8 páginas2424 3175 1 PB PDFAnthony Aleman LauraAún no hay calificaciones
- Cap03 04Documento23 páginasCap03 04Luis M CanoAún no hay calificaciones
- Cap03 04Documento23 páginasCap03 04Luis M CanoAún no hay calificaciones
- Emartinez PDFDocumento50 páginasEmartinez PDFmaria joseAún no hay calificaciones
- Teoria de FallaDocumento21 páginasTeoria de FallaMatias Duque FerragutAún no hay calificaciones
- Cap03 04Documento23 páginasCap03 04Luis M CanoAún no hay calificaciones
- T3 Ejercicios y Guiones SAP2000 1Documento12 páginasT3 Ejercicios y Guiones SAP2000 1Edson CarlozAún no hay calificaciones
- ChopraDocumento26 páginasChopramaria joseAún no hay calificaciones
- Cuanto Nos Cuesta Malos Pavimentos CILA 2013Documento6 páginasCuanto Nos Cuesta Malos Pavimentos CILA 2013maria joseAún no hay calificaciones
- Diseño de Pavimentos Flexibles ArchivoDocumento22 páginasDiseño de Pavimentos Flexibles ArchivoAndrea CavallinAún no hay calificaciones
- PlexiglasDocumento8 páginasPlexiglasJean Paul AguilarAún no hay calificaciones
- 14-15 Choques 1D - 2D PDFDocumento6 páginas14-15 Choques 1D - 2D PDFCristian Florez VargasAún no hay calificaciones
- Ccleaner 5.52.6967 InformaciónDocumento3 páginasCcleaner 5.52.6967 InformaciónHobbsBain14Aún no hay calificaciones
- 6 Colmena Tecnicas ParticipativasDocumento48 páginas6 Colmena Tecnicas ParticipativasAndrew ColomaAún no hay calificaciones
- Proyecto Grupal - Pregrado: Módulo Nivel Académico Nombre Del ProyectoDocumento4 páginasProyecto Grupal - Pregrado: Módulo Nivel Académico Nombre Del ProyectoIsaac QuiñonezAún no hay calificaciones
- Guia Practica para Observación de AvesDocumento27 páginasGuia Practica para Observación de AvesCarlos Andres VásquezAún no hay calificaciones
- Derechos Reales y Personales (245970)Documento38 páginasDerechos Reales y Personales (245970)Karen Longa0% (1)
- Apuntes Diseño de Pavimentos Vol I Ing° Gustavo Corredor MDocumento212 páginasApuntes Diseño de Pavimentos Vol I Ing° Gustavo Corredor MsalcalapAún no hay calificaciones
- 3°actDocumento3 páginas3°actislena gallegoAún no hay calificaciones
- Leyes que regulan el ejercicio de la ingeniería en VenezuelaDocumento5 páginasLeyes que regulan el ejercicio de la ingeniería en VenezuelaKendry Jose Barrios MedinaAún no hay calificaciones
- El Proceso Unificado RacionalDocumento21 páginasEl Proceso Unificado RacionaldomenicoAún no hay calificaciones
- Evaluación Pedagógica Aspecto CognitivoDocumento9 páginasEvaluación Pedagógica Aspecto CognitivoDaiana MarinoAún no hay calificaciones
- Javier Trejos Experiencias MatematicaDocumento82 páginasJavier Trejos Experiencias MatematicaJavier TrejosAún no hay calificaciones
- Salir Del Encierro Del GéneroDocumento18 páginasSalir Del Encierro Del GéneroPsic. Gustavo RamirezAún no hay calificaciones
- Instrumentación BQ 1718-1Documento37 páginasInstrumentación BQ 1718-1MiguelAngelToralRomeroAún no hay calificaciones
- La Ignorancia de JuzgarDocumento2 páginasLa Ignorancia de JuzgarSantiago RojasAún no hay calificaciones
- COMO CRECER Jorge BucayDocumento60 páginasCOMO CRECER Jorge BucayPedro RuvAún no hay calificaciones
- Propuesta Economica Steven Morales ValverdeDocumento1 páginaPropuesta Economica Steven Morales Valverdesteven moralesAún no hay calificaciones
- PREPA6Documento4 páginasPREPA6Fernanda Belén Jaramillo ValladaresAún no hay calificaciones
- Guia Didactica Robotica 2014 2015Documento63 páginasGuia Didactica Robotica 2014 2015Jose M Mendoza R100% (4)
- Ejercicios Algorítmicos Con Condicionales MúltiplesDocumento2 páginasEjercicios Algorítmicos Con Condicionales Múltiplesluis parraAún no hay calificaciones
- Mantenimiento recursos turísticosDocumento21 páginasMantenimiento recursos turísticosDilbert Cabrera AltamiranoAún no hay calificaciones
- Partograma de La Oms ModificadoDocumento3 páginasPartograma de La Oms ModificadoYuvitza Flores Valdivia100% (5)
- Organigrama Gerencia de Control de CalidadDocumento1 páginaOrganigrama Gerencia de Control de CalidadgabyvibrioAún no hay calificaciones
- Unidad 1 Fundamentos Del Estudio de La Personalidad. TrabajoDocumento8 páginasUnidad 1 Fundamentos Del Estudio de La Personalidad. TrabajoKely SaldarriagaAún no hay calificaciones
- Método de Demostraciones o DerivacionesDocumento23 páginasMétodo de Demostraciones o DerivacionesYosibel Chuquitucto AnguloAún no hay calificaciones
- Sew Mdx61b EncoderDocumento72 páginasSew Mdx61b EncoderEva SuárezAún no hay calificaciones
- Taller 1 Calor y Ondas 2014-1Documento3 páginasTaller 1 Calor y Ondas 2014-1Tavo MontesAún no hay calificaciones
- Memoria Horas Sociales de EducacionDocumento20 páginasMemoria Horas Sociales de EducacionErnestho MolinaAún no hay calificaciones
- CAPÍTULO 12 Tejido EsqueléticoDocumento36 páginasCAPÍTULO 12 Tejido EsqueléticoJeanpierre CorderoAún no hay calificaciones