También podría gustarte
- Análisis de aceite usado en motor de combustiónDocumento11 páginasAnálisis de aceite usado en motor de combustiónCristian CardonaAún no hay calificaciones
- Diagnostico de FallaDocumento9 páginasDiagnostico de Fallaalexandersxx1Aún no hay calificaciones
- Análisis de Aceite Usado en Un Motor Diesel Komatsu PDFDocumento19 páginasAnálisis de Aceite Usado en Un Motor Diesel Komatsu PDFalvaroAún no hay calificaciones
- Universidad Tecnológica Del Valle de Toluca: Dirección de Mantenimiento IndustrialDocumento8 páginasUniversidad Tecnológica Del Valle de Toluca: Dirección de Mantenimiento IndustrialBryant HERRERA MIRANDAAún no hay calificaciones
- E-Book Análisis de Aceite y Mantenimiento Basado en La Condición PDFDocumento38 páginasE-Book Análisis de Aceite y Mantenimiento Basado en La Condición PDFAndres BecerraAún no hay calificaciones
- Análisis de AceiteDocumento37 páginasAnálisis de AceiteGonzalo FioriloAún no hay calificaciones
- Reparación motor diéselDocumento8 páginasReparación motor diéselDavid VidalAún no hay calificaciones
- Proyecto de TribologíaDocumento36 páginasProyecto de TribologíaCobos García Pablo JesúsAún no hay calificaciones
- LubricacionDocumento40 páginasLubricacionJUAN SEBASTIAN PITALUA MU�OZAún no hay calificaciones
- Tribologia y LubricacionDocumento121 páginasTribologia y LubricacionArturo Pomiano100% (1)
- Mecanica de Fluidos Gary Vargas HaroDocumento5 páginasMecanica de Fluidos Gary Vargas HaroGary Junior Vargas HaroAún no hay calificaciones
- El Índice de Condición de MotoresDocumento3 páginasEl Índice de Condición de MotoresElvis PachecoAún no hay calificaciones
- 19230888subtema6 2Documento7 páginas19230888subtema6 2Israel Avendaño AguilarAún no hay calificaciones
- Análisis aceite detectar fallas motor 40cDocumento7 páginasAnálisis aceite detectar fallas motor 40cIsrael Avendaño AguilarAún no hay calificaciones
- Identifiacion D Analisis de Lub Como Mantto PredictivoDocumento5 páginasIdentifiacion D Analisis de Lub Como Mantto PredictivoEdu DiazAún no hay calificaciones
- Guia de Manual de Mantenimiento Lubricantes y FluidosDocumento6 páginasGuia de Manual de Mantenimiento Lubricantes y Fluidosldu1999jhonatanAún no hay calificaciones
- 17 - Análisis de Aceite y Vibración Gerardo Trujillo Julio06Documento10 páginas17 - Análisis de Aceite y Vibración Gerardo Trujillo Julio06Ana Peña100% (1)
- Trabajo #7 - Carlos CisnerosDocumento10 páginasTrabajo #7 - Carlos CisnerosCharles CisnerosAún no hay calificaciones
- Capítulo I Ing. MecanicaDocumento6 páginasCapítulo I Ing. MecanicaJhojan VegaAún no hay calificaciones
- Análisis de Aceite e Interpretación de ResultadosDocumento12 páginasAnálisis de Aceite e Interpretación de ResultadosadrianAún no hay calificaciones
- Trabajo de TribologiaDocumento22 páginasTrabajo de TribologiaOsmanLópezAún no hay calificaciones
- ANALISIS DE LABORATORIO PARA LUBRICANTES INDUSTRILES_113915Documento5 páginasANALISIS DE LABORATORIO PARA LUBRICANTES INDUSTRILES_113915donal17.jdcjAún no hay calificaciones
- Análisis: de AceiteDocumento3 páginasAnálisis: de AceitelarawuilAún no hay calificaciones
- Analisis de AceiteDocumento4 páginasAnalisis de AceiteBoris Gonzalez ValenzuelaAún no hay calificaciones
- Lubricacion y TribulogiaDocumento3 páginasLubricacion y TribulogiaLeandro RamirezAún no hay calificaciones
- Analisis de AceiteDocumento3 páginasAnalisis de AceiteRobinsonAyalaAún no hay calificaciones
- tesisUPV4033 PDFDocumento265 páginastesisUPV4033 PDFjasogtiAún no hay calificaciones
- (Definitivo) Artículo Análisis AceiteDocumento14 páginas(Definitivo) Artículo Análisis AceiteGabo García GranizoAún no hay calificaciones
- Principios Básicos de LubricaciónDocumento18 páginasPrincipios Básicos de LubricaciónJose Carlos Hinojosa HernandezAún no hay calificaciones
- Material Mantenimiento Predictivo Motores Diesel PDFDocumento6 páginasMaterial Mantenimiento Predictivo Motores Diesel PDFJhonnatan Quispe FrancoAún no hay calificaciones
- Tribologia Ra5-1Documento39 páginasTribologia Ra5-1JesusAlan GaytanAún no hay calificaciones
- Implantación de Análisis de Aceite en Motores de Combustión Interna de Ciclo DieselDocumento6 páginasImplantación de Análisis de Aceite en Motores de Combustión Interna de Ciclo DieselaledneroAún no hay calificaciones
- Análisis de aceite para programas de confiabilidadDocumento8 páginasAnálisis de aceite para programas de confiabilidadFelipe Alexis Aros SánchezAún no hay calificaciones
- El Análisis de Lubricantes IndustrialesDocumento27 páginasEl Análisis de Lubricantes Industrialesalfgraga6043Aún no hay calificaciones
- Analisis de Aceites-1ra ParteDocumento9 páginasAnalisis de Aceites-1ra ParteAlex Ivan TacuriAún no hay calificaciones
- Trabajo de LubricacionDocumento9 páginasTrabajo de LubricacionAnonymous lf80Vc7Aún no hay calificaciones
- Manual Interpretación de Resultados de AceitesDocumento55 páginasManual Interpretación de Resultados de AceitesLuis Palleros100% (2)
- TribologíaDocumento4 páginasTribologíaJulio VamderAún no hay calificaciones
- Tribologia y Lubricacion PDFDocumento121 páginasTribologia y Lubricacion PDFhector ibarraAún no hay calificaciones
- Análisis de LubricantesDocumento12 páginasAnálisis de LubricantesJuan Carlos Cattarossi100% (3)
- Análisis Aceites LubricantesDocumento121 páginasAnálisis Aceites LubricantesWENCESLAO VALLEJO100% (1)
- Ingeniería Mecánica 1815-5944: E-Issn: Revistaim@mecanica - Cujae.edu - CuDocumento9 páginasIngeniería Mecánica 1815-5944: E-Issn: Revistaim@mecanica - Cujae.edu - CuRodrigoAún no hay calificaciones
- Auditoria de LubricacionDocumento14 páginasAuditoria de Lubricacionmemelucas100% (1)
- Aceites y TPMDocumento5 páginasAceites y TPMAsdAún no hay calificaciones
- Tesis Lubricación. Corrección 1.1 01052022Documento15 páginasTesis Lubricación. Corrección 1.1 01052022Hernando José Domínguez RestrepoAún no hay calificaciones
- RCT - Reliability Centered Tribology (Tribología Centrada en Confiabilidad)Documento58 páginasRCT - Reliability Centered Tribology (Tribología Centrada en Confiabilidad)aabejaroAún no hay calificaciones
- Comparacion Entre Aceite Sintetico y Mineral en Motor DieselDocumento11 páginasComparacion Entre Aceite Sintetico y Mineral en Motor DieselEnrique MoralesAún no hay calificaciones
- Notas Sobre El MantenimientoDocumento6 páginasNotas Sobre El MantenimientoAnonymous ABPUPbKAún no hay calificaciones
- Análisis de LubricantesDocumento12 páginasAnálisis de LubricantesAnonymous Bq1h5dAún no hay calificaciones
- InvestigaciónDocumento2 páginasInvestigaciónAnimas Del Angel Elvia DenisseAún no hay calificaciones
- Ebook LUBRICACIÓNDocumento23 páginasEbook LUBRICACIÓNElois grimonAún no hay calificaciones
- Analisis AceiteDocumento41 páginasAnalisis AceiteFabry IsmhaelAún no hay calificaciones
- Analisis Lubricantes Como Herramienta Del Diagnostico TecnicoDocumento7 páginasAnalisis Lubricantes Como Herramienta Del Diagnostico TecnicoJorge Fernandez EdelmanAún no hay calificaciones
- Pruebas Del AceiteDocumento9 páginasPruebas Del AceiteAlizon Valencia ChuraAún no hay calificaciones
- Informe 2 - TribologiaDocumento4 páginasInforme 2 - TribologiaManuel MezaAún no hay calificaciones
- Cdim Curso Analisis AceiteDocumento6 páginasCdim Curso Analisis Aceitejogm17Aún no hay calificaciones
- UF1215 - Mantenimiento de sistemas de refrigeración y lubricación de los motores térmicosDe EverandUF1215 - Mantenimiento de sistemas de refrigeración y lubricación de los motores térmicosCalificación: 4.5 de 5 estrellas4.5/5 (3)
- Mantenimiento de sistemas auxiliares del motor de ciclo diésel. TMVG0409De EverandMantenimiento de sistemas auxiliares del motor de ciclo diésel. TMVG0409Aún no hay calificaciones
- Mantenimiento de centros de transformación. ELEE0209De EverandMantenimiento de centros de transformación. ELEE0209Aún no hay calificaciones
- Mantenimiento de sistemas de refrigeración y lubricación de los motores térmicos. TMVG0409De EverandMantenimiento de sistemas de refrigeración y lubricación de los motores térmicos. TMVG0409Aún no hay calificaciones
- Presentación - M4T1 - El Autómata ProgramableDocumento42 páginasPresentación - M4T1 - El Autómata ProgramableSebastian QuinteroAún no hay calificaciones
- Temario - M4T3 - Simulación de Procesos Industriales Automáticos PDFDocumento60 páginasTemario - M4T3 - Simulación de Procesos Industriales Automáticos PDFSebastian QuinteroAún no hay calificaciones
- Temario - M4T3 - Simulación de Procesos Industriales Automáticos PDFDocumento60 páginasTemario - M4T3 - Simulación de Procesos Industriales Automáticos PDFSebastian QuinteroAún no hay calificaciones
- Temario - M4T1 - El Autómata ProgramableDocumento62 páginasTemario - M4T1 - El Autómata ProgramableSebastian QuinteroAún no hay calificaciones
- Presentación - M4T1 - El Autómata ProgramableDocumento42 páginasPresentación - M4T1 - El Autómata ProgramableSebastian QuinteroAún no hay calificaciones
- Temario - M4T4 - Programación Con GrafcetDocumento64 páginasTemario - M4T4 - Programación Con GrafcetSebastian QuinteroAún no hay calificaciones
- Temario - M4T2 - Programacion Del AutómataDocumento59 páginasTemario - M4T2 - Programacion Del AutómataSebastian QuinteroAún no hay calificaciones
- Programación autómata motoresDocumento2 páginasProgramación autómata motoresSebastian QuinteroAún no hay calificaciones
- Spanish ApplicationDocumento2 páginasSpanish ApplicationSebastian QuinteroAún no hay calificaciones
- Producción y Tratamiento de Aire ComprimidoDocumento5 páginasProducción y Tratamiento de Aire ComprimidoAxel GuerreroAún no hay calificaciones
- Mapa Karnaugh electroneumáticaDocumento7 páginasMapa Karnaugh electroneumáticaSebastian QuinteroAún no hay calificaciones
- Catalogo NTNDocumento36 páginasCatalogo NTNSebastian Quintero100% (1)
- Ultrasonidoend 150208180937 Conversion Gate02Documento9 páginasUltrasonidoend 150208180937 Conversion Gate02Sebastian QuinteroAún no hay calificaciones
- Caso Práctico 3Documento4 páginasCaso Práctico 3Sebastian QuinteroAún no hay calificaciones
- Construcción de Un Horno de Fundición de Aluminio PDFDocumento122 páginasConstrucción de Un Horno de Fundición de Aluminio PDFErmys BermudezAún no hay calificaciones
- Tomas Agua Quezada 2015 2016Documento132 páginasTomas Agua Quezada 2015 2016Sebastian Quintero60% (10)
- Cementacion (B) v2Documento17 páginasCementacion (B) v2geav25653855Aún no hay calificaciones
- Red de Oficinas Davivienda PDFDocumento4 páginasRed de Oficinas Davivienda PDFSebastian QuinteroAún no hay calificaciones
- TrabajoPRODPOLVOSMET PDFDocumento12 páginasTrabajoPRODPOLVOSMET PDFEric FernandoAún no hay calificaciones
- Red de Oficinas Davivienda PDFDocumento4 páginasRed de Oficinas Davivienda PDFSebastian QuinteroAún no hay calificaciones
- Leccion2 Hornos RESISTENCIASDocumento167 páginasLeccion2 Hornos RESISTENCIASGerardo Esau Lopez LaraAún no hay calificaciones
- Diseño Atraccion MecanicaDocumento6 páginasDiseño Atraccion MecanicaSebastian QuinteroAún no hay calificaciones
- Resumen Propiedad Intelectual y IndustrualDocumento3 páginasResumen Propiedad Intelectual y IndustrualSebastian QuinteroAún no hay calificaciones
- Tesis WanduDocumento131 páginasTesis WanduSebastian Quintero100% (1)
- Metalcaucho Catalogo General Mc2012Documento1652 páginasMetalcaucho Catalogo General Mc2012Sebastian Quintero100% (3)
- Informe Evolución de La GestiónDocumento9 páginasInforme Evolución de La GestiónSebastian QuinteroAún no hay calificaciones
- TorneadoDocumento71 páginasTorneadoSebastian QuinteroAún no hay calificaciones
- Articulo Investigacion VDocumento5 páginasArticulo Investigacion VSebastian QuinteroAún no hay calificaciones
- Proyecto Fabrica de Armas Final 2Documento142 páginasProyecto Fabrica de Armas Final 2Sebastian Quintero100% (1)
- X Practica A-III-NOM4Documento3 páginasX Practica A-III-NOM4Ed´eSpAAún no hay calificaciones
- Aluminio FichaDocumento6 páginasAluminio FichaLesley MoranAún no hay calificaciones
- CacaDocumento4 páginasCacaMaría José EspinozaAún no hay calificaciones
- Osmolaridad RenalDocumento85 páginasOsmolaridad RenalBPMAún no hay calificaciones
- Ensayo SemiconductoresDocumento16 páginasEnsayo SemiconductoresenriqueAún no hay calificaciones
- Lab Reconocimiento de Funciones OxigenadasDocumento4 páginasLab Reconocimiento de Funciones Oxigenadasalejandro martinezAún no hay calificaciones
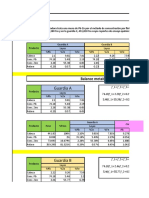
- Balance Metalurgico 3 ProductosDocumento9 páginasBalance Metalurgico 3 ProductosJean Piero Ticona QuispeAún no hay calificaciones
- Lluvia AcidaDocumento3 páginasLluvia AcidaCristina MartinezAún no hay calificaciones
- Sales HidratadasDocumento9 páginasSales Hidratadasjulio.2005zaAún no hay calificaciones
- Manual de Tratamiento de Aguas Jorge Perez ParraDocumento178 páginasManual de Tratamiento de Aguas Jorge Perez ParraDjmatt Led JefersonAún no hay calificaciones
- Explosivos PDFDocumento324 páginasExplosivos PDFElio AcchaAún no hay calificaciones
- Determinación de Punto de Fusión.Documento6 páginasDeterminación de Punto de Fusión.Yosef EspinozaAún no hay calificaciones
- Química en tu entornoDocumento3 páginasQuímica en tu entornoGuerrero Rios JoelAún no hay calificaciones
- Actividad 1 Andrés ÁlvarezDocumento3 páginasActividad 1 Andrés ÁlvarezANDRÉS STEVEN ÁLVAREZ GONZÁLEZAún no hay calificaciones
- Circuito EléctricoDocumento7 páginasCircuito EléctricoJose Ronald MirandaAún no hay calificaciones
- Ejercicios de Balance de Materiales IIDocumento12 páginasEjercicios de Balance de Materiales IIDenesis TejedaAún no hay calificaciones
- Semana 11 - Voladura de Rocas en Minería SuperficialDocumento40 páginasSemana 11 - Voladura de Rocas en Minería SuperficialEVELYN PATIÑO FLORESAún no hay calificaciones
- Potenciometría: Fundamentos y aplicaciones en análisis químicoDocumento32 páginasPotenciometría: Fundamentos y aplicaciones en análisis químicoNilsa Ysabel Saucedo FrancoAún no hay calificaciones
- GUIA N°4 NOMENCLATURA ORG Estructuras y Nombres 2 y 3Documento3 páginasGUIA N°4 NOMENCLATURA ORG Estructuras y Nombres 2 y 3Jo Lopez100% (1)
- Reservorio HidraulicaDocumento30 páginasReservorio HidraulicaWiwiDataAún no hay calificaciones
- Libro Digital. Introducción A Las Ciencias QuímicasDocumento140 páginasLibro Digital. Introducción A Las Ciencias QuímicasSilvana SetaroAún no hay calificaciones
- For TH 009 v1 Formato Inspeccion Equipo de Trabajo en AlturasDocumento3 páginasFor TH 009 v1 Formato Inspeccion Equipo de Trabajo en Alturaskarol estepaAún no hay calificaciones
- FOLLETODocumento12 páginasFOLLETOJostin Alan PazmiñoAún no hay calificaciones
- Matriz de Residuos Peligroso (1) Actividad 7 Riesgos Quimicos y TecnologicosDocumento10 páginasMatriz de Residuos Peligroso (1) Actividad 7 Riesgos Quimicos y TecnologicosAnyi Katerine santos lozanoAún no hay calificaciones
- Problemas QuímicaDocumento11 páginasProblemas QuímicaPetri RomanoAún no hay calificaciones
- Modelo Biocinético Cs 137 ICRP 100Documento51 páginasModelo Biocinético Cs 137 ICRP 100Daniela Gomez TamayoAún no hay calificaciones
- Sustancias Peligrosas de Diversos TiposDocumento13 páginasSustancias Peligrosas de Diversos TiposValeria Margarira Pereira CortésAún no hay calificaciones
- Laboratorio 9Documento21 páginasLaboratorio 9arelisAún no hay calificaciones
- Clase 5 TermoquimicaDocumento44 páginasClase 5 TermoquimicaFERNANDA RIVERAAún no hay calificaciones
- POLY-COTE 115 - EspanÞolDocumento4 páginasPOLY-COTE 115 - EspanÞolGRUPO CONSTRUCTOR CADVERAún no hay calificaciones