También podría gustarte
- Reparación de instalaciones automatizadas. ELEE0109De EverandReparación de instalaciones automatizadas. ELEE0109Aún no hay calificaciones
- Lab 01 AutomatizacionDocumento11 páginasLab 01 AutomatizacionOliver Flores100% (1)
- Mantenimiento de los dispositivos eléctricos de habitáculo y cofre motor. TMVG0209De EverandMantenimiento de los dispositivos eléctricos de habitáculo y cofre motor. TMVG0209Calificación: 5 de 5 estrellas5/5 (2)
- CURSODocumento22 páginasCURSOwildertAún no hay calificaciones
- 100 Circuitos de Shields para MotoresDe Everand100 Circuitos de Shields para MotoresCalificación: 4.5 de 5 estrellas4.5/5 (4)
- Lab 03 - Introduccion A La Programacion Funciones Logicas BasicasDocumento17 páginasLab 03 - Introduccion A La Programacion Funciones Logicas BasicasWilxzHcAún no hay calificaciones
- Mantenimiento de sistemas auxiliares del motor de ciclo Otto. TMVG0409De EverandMantenimiento de sistemas auxiliares del motor de ciclo Otto. TMVG0409Aún no hay calificaciones
- Lab 01 - Introducción A La Programacion TECSUP 3Documento16 páginasLab 01 - Introducción A La Programacion TECSUP 3Nelson Larry CcamaqueAún no hay calificaciones
- Lab 01 - Introducción A La Programación Funciones Logicas BasicasDocumento13 páginasLab 01 - Introducción A La Programación Funciones Logicas BasicasAngel Flores GómezAún no hay calificaciones
- Automatización IndustrialDocumento7 páginasAutomatización IndustrialP T RAún no hay calificaciones
- Avance 1Documento16 páginasAvance 1Howard David Salinas CastilloAún no hay calificaciones
- Control de Puerta de Garaje con PLCDocumento8 páginasControl de Puerta de Garaje con PLCmewgulf susunaAún no hay calificaciones
- Lab 01 - Introducción A La Programación Funciones Logicas BasicasDocumento4 páginasLab 01 - Introducción A La Programación Funciones Logicas BasicasLucita SierraAún no hay calificaciones
- Lab+01 02+-+introducción+a+la+programaciónDocumento8 páginasLab+01 02+-+introducción+a+la+programaciónPaolaTejadaAún no hay calificaciones
- Laboratorio 1 Automatizacion Industrial PDFDocumento14 páginasLaboratorio 1 Automatizacion Industrial PDFAlex LeandroAún no hay calificaciones
- Lab 03 Lenguajes de ProgramaciónDocumento7 páginasLab 03 Lenguajes de ProgramaciónP T RAún no hay calificaciones
- Lab 02 Funciones Logicas Basicas (Virtual)Documento4 páginasLab 02 Funciones Logicas Basicas (Virtual)P T RAún no hay calificaciones
- Lab 01 - Introducción A La Programación Funciones Logicas BasicasDocumento5 páginasLab 01 - Introducción A La Programación Funciones Logicas BasicasJosé Gonzalo VelasquezAún no hay calificaciones
- Controladores Logicos Programables ContrDocumento8 páginasControladores Logicos Programables ContrMonse CabalAún no hay calificaciones
- Lab 04 Funciones Logicas BasicasDocumento6 páginasLab 04 Funciones Logicas Basicasfranshesco.mendizabaAún no hay calificaciones
- Lab 04 Funciones Logicas (T)Documento10 páginasLab 04 Funciones Logicas (T)Diego Giancarlo Huertas AlvaroAún no hay calificaciones
- Automatización con PLCDocumento6 páginasAutomatización con PLCPamela Leslie Asqui HuisaAún no hay calificaciones
- Control lógico programable PLC automatiza garajeDocumento12 páginasControl lógico programable PLC automatiza garajegianpierAún no hay calificaciones
- Lab 01 - Introducción A La Programación Funciones Logicas Basicas (Reparado) (Reparado)Documento17 páginasLab 01 - Introducción A La Programación Funciones Logicas Basicas (Reparado) (Reparado)Martin Rudy Mogrovejo VasquezAún no hay calificaciones
- Lab 02 - Herramientas de Software de Programación (Reparado)Documento8 páginasLab 02 - Herramientas de Software de Programación (Reparado)Andrea Jesus Quenta Villarreal100% (1)
- Lab1 Automatizacion IndustrialDocumento11 páginasLab1 Automatizacion IndustrialErick Rafael Belizario SotoAún no hay calificaciones
- Automatización industrial: Control de puerta de garaje con PLCDocumento12 páginasAutomatización industrial: Control de puerta de garaje con PLCCristhian BolivarAún no hay calificaciones
- Laboratorio 2 TERMINADODocumento13 páginasLaboratorio 2 TERMINADOArturoAún no hay calificaciones
- Lab 03 Introducción A La Programación 2pDocumento4 páginasLab 03 Introducción A La Programación 2pDalia Giuleny Gonzales CarcaustoAún no hay calificaciones
- Lab 01 - Introducción A La Programación Funciones Logicas Basicas RoyDocumento5 páginasLab 01 - Introducción A La Programación Funciones Logicas Basicas RoyRoy GutierrezAún no hay calificaciones
- Automatización industrial: programación PLCDocumento3 páginasAutomatización industrial: programación PLCDennis Angel Ramos Arias0% (1)
- Automatización de primera plantaDocumento6 páginasAutomatización de primera plantajeimy.carrilloAún no hay calificaciones
- Configurar PLC SLC 5/04 AB para automatizar llenado de cajasDocumento3 páginasConfigurar PLC SLC 5/04 AB para automatizar llenado de cajasAlberto Aduvire RafaelAún no hay calificaciones
- Lab 02 Introduccion A Los Controladores Logicos Programables Control Discreto.Documento7 páginasLab 02 Introduccion A Los Controladores Logicos Programables Control Discreto.franshesco.mendizabaAún no hay calificaciones
- Lab 01 Introducción A La Programación v2 RESUELTOgDocumento13 páginasLab 01 Introducción A La Programación v2 RESUELTOgGabriela Geraldine Benito MendozaAún no hay calificaciones
- Laboratorio 1 Introducción A La ProgramaciónDocumento12 páginasLaboratorio 1 Introducción A La ProgramaciónWilly Luque Bautista0% (1)
- GGDocumento4 páginasGGOscarAliagaAún no hay calificaciones
- Lab 03 Introducción A La Programación 2pDocumento3 páginasLab 03 Introducción A La Programación 2pfranshesco.mendizabaAún no hay calificaciones
- Lab 01 - Introducción A La Programación Funciones Logicas BasicasDocumento5 páginasLab 01 - Introducción A La Programación Funciones Logicas BasicasDennis Angel Ramos AriasAún no hay calificaciones
- Lab 04 A.PLCDocumento8 páginasLab 04 A.PLCNuno SMAún no hay calificaciones
- Lab 02 Introducción A La Programación (T)Documento6 páginasLab 02 Introducción A La Programación (T)Diego Giancarlo Huertas AlvaroAún no hay calificaciones
- Control de puerta de garaje con PLCDocumento7 páginasControl de puerta de garaje con PLCAndre JacintoAún no hay calificaciones
- Lab 1 Introducción A La Programación y Funciones Lógicas SFDocumento13 páginasLab 1 Introducción A La Programación y Funciones Lógicas SFSantiago FuentesAún no hay calificaciones
- Instrucciones Set ResetDocumento6 páginasInstrucciones Set ResetAndre JacintoAún no hay calificaciones
- Lab 05 Subrutinas Con SLC 5-04Documento15 páginasLab 05 Subrutinas Con SLC 5-04Alex ChuctayaAún no hay calificaciones
- Arranque de motor trifásico con contactoresDocumento3 páginasArranque de motor trifásico con contactoresJordy BayasAún no hay calificaciones
- Lab - 05 - Saltos y SubrutinasDocumento32 páginasLab - 05 - Saltos y SubrutinasHenry Abdon Candia ApazaAún no hay calificaciones
- Controladores Lógicos Programables de Control DiscretoDocumento5 páginasControladores Lógicos Programables de Control DiscretoAndrea Jesus Quenta VillarrealAún no hay calificaciones
- Lab 10 Diagnostico y Mantenimiento PLC SLC 5-04Documento5 páginasLab 10 Diagnostico y Mantenimiento PLC SLC 5-04Diego Giancarlo Huertas AlvaroAún no hay calificaciones
- Lab 03 Introducción A La Programación 2pDocumento9 páginasLab 03 Introducción A La Programación 2pGabriel Yuri Benavides MartinezAún no hay calificaciones
- Laboratorio 3 Quille Apaza ElvisDocumento10 páginasLaboratorio 3 Quille Apaza ElvisSamuel Gerardo Gonzales PachoAún no hay calificaciones
- Edwin EEID - EEID-323 - FORMATOALUMNOTRABAJOFINALDocumento12 páginasEdwin EEID - EEID-323 - FORMATOALUMNOTRABAJOFINALedwinalvachavezAún no hay calificaciones
- Le ModaDocumento7 páginasLe ModaElvis HuancaAún no hay calificaciones
- Lab 10 Diagnostico y Mantenimiento PLC SLC 5-04Documento7 páginasLab 10 Diagnostico y Mantenimiento PLC SLC 5-04DILMAN CCOTAHUANA HUARCAAún no hay calificaciones
- Instrucciones Set Reset 2017-2Documento13 páginasInstrucciones Set Reset 2017-2Giovanny Ordoñez100% (1)
- Instrucciones Set Reset 2017 2Documento13 páginasInstrucciones Set Reset 2017 2Andrea Jesus Quenta VillarrealAún no hay calificaciones
- Automatización industrial: Funciones combinatorias y enclavamientos SET RESETDocumento5 páginasAutomatización industrial: Funciones combinatorias y enclavamientos SET RESETElvis HuancaAún no hay calificaciones
- Modelo PLC TRDocumento11 páginasModelo PLC TRJD94 - Música ElectrónicaAún no hay calificaciones
- Lab 02 Introducción A La ProgramaciónDocumento3 páginasLab 02 Introducción A La ProgramaciónNecotAún no hay calificaciones
- S01.s2 - MaterialDocumento21 páginasS01.s2 - MaterialChristian PalominoAún no hay calificaciones
- Variador de Velocidad DC PDFDocumento31 páginasVariador de Velocidad DC PDFSandra Torres QuispeAún no hay calificaciones
- El correo electrónico: características y partesDocumento2 páginasEl correo electrónico: características y partesSandra Torres QuispeAún no hay calificaciones
- Semana 5 - Principios de AlgoritmosDocumento29 páginasSemana 5 - Principios de AlgoritmosMijael Sanchez Huamanyauri100% (1)
- Catalogo Tecnico Toyota BT Staxio W Series SWE120 140Documento4 páginasCatalogo Tecnico Toyota BT Staxio W Series SWE120 140Sandra Torres QuispeAún no hay calificaciones
- Variador de Velocidad AC PDFDocumento30 páginasVariador de Velocidad AC PDFSandra Torres QuispeAún no hay calificaciones
- Diferencia entre medias de resistencia de morterosDocumento14 páginasDiferencia entre medias de resistencia de morterosSandra Torres QuispeAún no hay calificaciones
- S01.s1 - MaterialDocumento20 páginasS01.s1 - MaterialSandra Torres QuispeAún no hay calificaciones
- S02.s1 - MaterialDocumento22 páginasS02.s1 - MaterialChristian PalominoAún no hay calificaciones
- PLC 1Documento26 páginasPLC 1Miguel AngelAún no hay calificaciones
- S01.s2 - MaterialDocumento21 páginasS01.s2 - MaterialChristian PalominoAún no hay calificaciones
- Ficha Tecnica de Seguridad r507 2Documento8 páginasFicha Tecnica de Seguridad r507 2Sandra Torres QuispeAún no hay calificaciones
- S02.s1 - MaterialDocumento22 páginasS02.s1 - MaterialChristian PalominoAún no hay calificaciones
- Sesión 1Documento24 páginasSesión 1Sandra Torres QuispeAún no hay calificaciones
- NeumaticaDocumento79 páginasNeumaticaLuis Fredy H C100% (1)
- 01-PLC Tipos de ProgramaciónDocumento34 páginas01-PLC Tipos de ProgramaciónNoah Guillen MezaAún no hay calificaciones
- Breve Diccionario de T-SL - Versiòn Final-2 AbrilDocumento9 páginasBreve Diccionario de T-SL - Versiòn Final-2 AbrilSandra Torres QuispeAún no hay calificaciones
- Cataratas de SogayDocumento15 páginasCataratas de SogaySandra Torres QuispeAún no hay calificaciones
- Toyota Material Handling Apiladores Electricos BT Staxio W Catalogo Apilador Electrico Toyota Staxio 624110Documento12 páginasToyota Material Handling Apiladores Electricos BT Staxio W Catalogo Apilador Electrico Toyota Staxio 624110Sandra Torres QuispeAún no hay calificaciones
- CV Cronologico 1Documento1 páginaCV Cronologico 1Sandra Torres QuispeAún no hay calificaciones
- Variador de Velocidad AC PDFDocumento30 páginasVariador de Velocidad AC PDFSandra Torres QuispeAún no hay calificaciones
- SWE 140 Staxio PDFDocumento270 páginasSWE 140 Staxio PDFSandra Torres Quispe67% (3)
- CV Combinado 1Documento2 páginasCV Combinado 1Sandra Torres QuispeAún no hay calificaciones
- CV Combinado 1Documento2 páginasCV Combinado 1Sandra Torres QuispeAún no hay calificaciones
- Abogada laboralista 4 años experiencia litigiosDocumento1 páginaAbogada laboralista 4 años experiencia litigiosSandra Torres QuispeAún no hay calificaciones
- CV Funcional 1Documento1 páginaCV Funcional 1Sandra Torres QuispeAún no hay calificaciones
- Manual Primeros AuxiliosDocumento24 páginasManual Primeros AuxiliosScott CruzAún no hay calificaciones
- CV Cronologico 1Documento1 páginaCV Cronologico 1Sandra Torres QuispeAún no hay calificaciones
- Configuraciones Subestaciones ElectricasDocumento68 páginasConfiguraciones Subestaciones ElectricasAlexander LinaresAún no hay calificaciones
- Combinaciones IndustriasDocumento3 páginasCombinaciones IndustriasMish_chan0% (1)
- DISEÑA Y ADMIN BDDocumento23 páginasDISEÑA Y ADMIN BDJose Jesus Canche UcAún no hay calificaciones
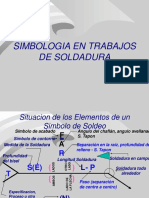
- Simbologia en SoldaduraDocumento20 páginasSimbologia en SoldadurasucayumeAún no hay calificaciones
- Ismael Ruiz MartinezDocumento3 páginasIsmael Ruiz MartinezSpartanLuismAún no hay calificaciones
- Capitulo 2Documento8 páginasCapitulo 2Martín Sinde PazosAún no hay calificaciones
- AgujaDocumento3 páginasAgujaDiego FloresAún no hay calificaciones
- IntroExcelDocumento13 páginasIntroExcelYuridiana Garcia RodriguezAún no hay calificaciones
- Funciones C++Documento23 páginasFunciones C++camiloAún no hay calificaciones
- Trabajo SupercomputadorasDocumento14 páginasTrabajo Supercomputadorasprocesosquimicos0% (1)
- HP 50GDocumento3 páginasHP 50GLempAún no hay calificaciones
- Flujos de Potencia FIEE UNCPDocumento31 páginasFlujos de Potencia FIEE UNCPluisandradeAún no hay calificaciones
- ASINACIÓN1 - FODA Supermecados ReyDocumento5 páginasASINACIÓN1 - FODA Supermecados ReyWendy Massiel Ríos Núñez100% (1)
- Fiverr Curso en CastellanoDocumento17 páginasFiverr Curso en CastellanoFrancAún no hay calificaciones
- Evaluación de ProveedoresDocumento4 páginasEvaluación de Proveedoreserika_mm2Aún no hay calificaciones
- Grupo 3 (Scamper)Documento2 páginasGrupo 3 (Scamper)Yesi Yasgali Mandujano FrancoAún no hay calificaciones
- Guía de Configuración XFCEDocumento18 páginasGuía de Configuración XFCECésar Andrés Ramos VélezAún no hay calificaciones
- Informatica 2019 Universidad AmericanaDocumento6 páginasInformatica 2019 Universidad AmericanaAdans Alvares FrancoAún no hay calificaciones
- RTK InformeDocumento3 páginasRTK InformeJose Alberto Chuquicahua SuyonAún no hay calificaciones
- Universidad Javeriana C.BIMDocumento5 páginasUniversidad Javeriana C.BIMoscar padillaAún no hay calificaciones
- CMMIDocumento88 páginasCMMIZnrx BestckAún no hay calificaciones
- Agregar Una Línea de Tendencia o Línea Media A Un Gráfico - PowerPoint - OfficeDocumento4 páginasAgregar Una Línea de Tendencia o Línea Media A Un Gráfico - PowerPoint - OfficeJulio Roberto Gómez VásquezAún no hay calificaciones
- ZKTECO - Panel de 4 PuertasDocumento37 páginasZKTECO - Panel de 4 PuertasEmil RojelAún no hay calificaciones
- Unidad 5 Coreldrawx7Documento19 páginasUnidad 5 Coreldrawx7Samuel DiazAún no hay calificaciones
- Caso Práctico - DHL y Su Gestión de Calidad Felipe HerosDocumento2 páginasCaso Práctico - DHL y Su Gestión de Calidad Felipe HerosFelipe Heros100% (4)
- Quiz 1 Ingeniería de Las Telecomunicaciones PDFDocumento4 páginasQuiz 1 Ingeniería de Las Telecomunicaciones PDFFerney GamesAún no hay calificaciones
- Manual Consipvt 1.4Documento21 páginasManual Consipvt 1.4elizabethAún no hay calificaciones
- Aplicación derivada parcial ingenieríaDocumento8 páginasAplicación derivada parcial ingenieríaMaryory Espinoza LunaAún no hay calificaciones
- Rúbrica de Evaluación de PropuestasDocumento2 páginasRúbrica de Evaluación de PropuestasJonathan GymanAún no hay calificaciones
- Step 7992Documento131 páginasStep 7992David Silvestre100% (2)
- Transmittal 015 - Proyecto EPC Reposición de Líneas AT - EDEMSA-ELECTRICARIBEDocumento1 páginaTransmittal 015 - Proyecto EPC Reposición de Líneas AT - EDEMSA-ELECTRICARIBEDarwin De Las SalasAún no hay calificaciones