También podría gustarte
- Proceso Productivo CamisetaDocumento21 páginasProceso Productivo CamisetaDiana Delgado80% (5)
- Tif - Confecciones SolDocumento74 páginasTif - Confecciones SolPaola Mamani TayaAún no hay calificaciones
- Fundamentos de Los Sistemas MecatrónicosDocumento34 páginasFundamentos de Los Sistemas MecatrónicosBenjamin ColemanAún no hay calificaciones
- Datos EstándarDocumento4 páginasDatos EstándarTona VelesAún no hay calificaciones
- Plan de Produccion Terminado Gestion IndustrialDocumento16 páginasPlan de Produccion Terminado Gestion IndustrialcasteledaAún no hay calificaciones
- Ingenieria de Metodos Unidad 1 Nivel de VidaDocumento9 páginasIngenieria de Metodos Unidad 1 Nivel de Vidaport555Aún no hay calificaciones
- Monografía - Avance 1Documento40 páginasMonografía - Avance 1WALTER ANTONIO GUILLERMO DEL RIOAún no hay calificaciones
- Plan de MantenimientoDocumento14 páginasPlan de MantenimientoManuel CalvaAún no hay calificaciones
- Sensores y transmisores: tipos y funcionesDocumento15 páginasSensores y transmisores: tipos y funcionesSergio Israel Rojas SerranoAún no hay calificaciones
- Silabo ManufacturaDocumento4 páginasSilabo ManufacturaDiana ValdiviaAún no hay calificaciones
- Sanchez Javier Produccion Comercializacion Desodorantes LimaDocumento109 páginasSanchez Javier Produccion Comercializacion Desodorantes LimaMarilyn EspinozaAún no hay calificaciones
- Speedy FoodDocumento64 páginasSpeedy FoodCesarDavidAtenciaAún no hay calificaciones
- Proyecto de Unidad - SubwayDocumento24 páginasProyecto de Unidad - SubwayRaúlMedinaSheckler0% (2)
- Sistemas de manufactura reconfigurable CAD CAMDocumento141 páginasSistemas de manufactura reconfigurable CAD CAMluisbarrios1040% (1)
- IV Integración de Celda de Manufactura FlexibleDocumento41 páginasIV Integración de Celda de Manufactura Flexiblerandom vintage100% (1)
- Etapa 1 Proyecto MER115Documento27 páginasEtapa 1 Proyecto MER115Jesús SilvaAún no hay calificaciones
- Controles IndustrialesDocumento5 páginasControles IndustrialesCristian OrtegaAún no hay calificaciones
- Act 3Documento6 páginasAct 3Abby Zúñiga GamboaAún no hay calificaciones
- Preguntas de Clase Inv 5 Ingenieria de PlantaDocumento2 páginasPreguntas de Clase Inv 5 Ingenieria de PlantaSantiago Vazquez VazquezAún no hay calificaciones
- Soldadura FundamentosDocumento47 páginasSoldadura FundamentosRODRIGUEZDIAZJJAún no hay calificaciones
- Trabajo MicromovimientoDocumento15 páginasTrabajo MicromovimientoCoCo Garcia0% (1)
- 1.1 Agentes Dentro de Los Sistemas ProductivosDocumento29 páginas1.1 Agentes Dentro de Los Sistemas ProductivosJosue NajarroAún no hay calificaciones
- Silabo Abet Lem Acredit. 2021-1 Ge701 Semanal CompDocumento4 páginasSilabo Abet Lem Acredit. 2021-1 Ge701 Semanal CompPaolo Chavez CernaAún no hay calificaciones
- Ejercicio FlexsimDocumento3 páginasEjercicio FlexsimAndresRealpe100% (1)
- Autocad Espacio Papel y CotasDocumento23 páginasAutocad Espacio Papel y CotasMonica BiAún no hay calificaciones
- Parte Del Desarrollo. Parcial 1 PDFDocumento1 páginaParte Del Desarrollo. Parcial 1 PDFAriel A. MendozaAún no hay calificaciones
- Universidad de El Salvador RR 16116 Laboratorio 2 Logica y LogaritmoDocumento13 páginasUniversidad de El Salvador RR 16116 Laboratorio 2 Logica y LogaritmoJose Daniel Ruiz100% (1)
- Método de Valoración Por Tiempos PredeterminadosDocumento3 páginasMétodo de Valoración Por Tiempos Predeterminadosjuan carlos valderrama oropezaAún no hay calificaciones
- Tarea de Investigación 2 TECNO 3Documento5 páginasTarea de Investigación 2 TECNO 3LeoAún no hay calificaciones
- Analisis de Preproducción TrenDocumento37 páginasAnalisis de Preproducción TrenJorge Arevalo Romero100% (1)
- ActividadDocumento4 páginasActividadliliAún no hay calificaciones
- Proyecto CMCDocumento16 páginasProyecto CMCFrankoAún no hay calificaciones
- Introducción A La EconomíaDocumento101 páginasIntroducción A La Economíajhomar45598Aún no hay calificaciones
- Trabajo Colaborativo 1 Procesos de Manufactura UnadDocumento14 páginasTrabajo Colaborativo 1 Procesos de Manufactura UnadIndira Noguera MAún no hay calificaciones
- Instituto Tecnológico Nacional de México en Celaya: Variación de ManufacturaDocumento4 páginasInstituto Tecnológico Nacional de México en Celaya: Variación de ManufacturaFLOR DANIELA RICO NUÑEZ100% (1)
- EJERCICIOS Diseño de MetodosDocumento10 páginasEJERCICIOS Diseño de MetodosJherssyAún no hay calificaciones
- Universidad Tecnológica de Querétaro: "Actualización de Máquina Inyectora de Plásticos Engel"Documento71 páginasUniversidad Tecnológica de Querétaro: "Actualización de Máquina Inyectora de Plásticos Engel"moyAún no hay calificaciones
- Amasadora Dic 23Documento29 páginasAmasadora Dic 23Manuel Blanco MendozaAún no hay calificaciones
- 1 Diagramas Hombre-MaquinaDocumento8 páginas1 Diagramas Hombre-MaquinaYackelinRositaMestanzaDezaAún no hay calificaciones
- Lab#3 Evaluado DIP115Documento9 páginasLab#3 Evaluado DIP115Victor MelaraAún no hay calificaciones
- Procesos de ManufacturaDocumento4 páginasProcesos de ManufacturaHernan Josue Arriaga GonzalezAún no hay calificaciones
- Six Sigma o Seis sigma-EXPOSICIONDocumento6 páginasSix Sigma o Seis sigma-EXPOSICIONalice medranoAún no hay calificaciones
- Presentaci N Promodel 2007 PDFDocumento125 páginasPresentaci N Promodel 2007 PDFAlbörnöz-kbz DiëgöAún no hay calificaciones
- Informe de Programacion DinamicaDocumento20 páginasInforme de Programacion Dinamicaanto20Aún no hay calificaciones
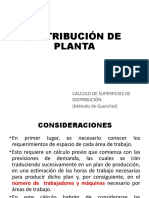
- 1 Cálculos Distribución - SuperficiesDocumento18 páginas1 Cálculos Distribución - SuperficiesS&D PRO SERVICES SERVICIOS INTEGRALESAún no hay calificaciones
- Fiabilidad de SistemasDocumento4 páginasFiabilidad de Sistemasrobinho87guti100% (1)
- Taller 4 Flujogramas IndiceDocumento11 páginasTaller 4 Flujogramas IndiceRonaldo Chiche Surco100% (1)
- Generalidades Planeación y Control de La ProducciónDocumento38 páginasGeneralidades Planeación y Control de La ProduccióncarloshugoletyAún no hay calificaciones
- Análisis de operaciones para mejora continuaDocumento22 páginasAnálisis de operaciones para mejora continuaMonicaAún no hay calificaciones
- Ingeniería Industrial: Nacimiento y competenciasDocumento168 páginasIngeniería Industrial: Nacimiento y competenciasmariaAún no hay calificaciones
- 4 Guia Práctica Poka YokeDocumento1 página4 Guia Práctica Poka YokeStalin FreireAún no hay calificaciones
- Herramientas Lean ManufacturingDocumento28 páginasHerramientas Lean Manufacturingjorge andres feliz felizAún no hay calificaciones
- Procesos Avanzados de Manufactura MAG-2001Documento10 páginasProcesos Avanzados de Manufactura MAG-2001fijegot732Aún no hay calificaciones
- Maestria en Diseño y SimulacionDocumento1 páginaMaestria en Diseño y SimulacionJean GiraldoAún no hay calificaciones
- GUIA - APE - 2 - ÁREAS DE LA INGENIERÍA INDUSTRIAL - Informe 1Documento12 páginasGUIA - APE - 2 - ÁREAS DE LA INGENIERÍA INDUSTRIAL - Informe 1agustin ortegaAún no hay calificaciones
- Ing IndustrialDocumento32 páginasIng IndustrialManu Prado VargasAún no hay calificaciones
- Informe Proyecto Cad Cam PDFDocumento10 páginasInforme Proyecto Cad Cam PDFDavid HerreraAún no hay calificaciones
- IMT-3erSem-Tecnología de FabricaciónDocumento13 páginasIMT-3erSem-Tecnología de FabricaciónRoberto Carlos Berdeja ZambranaAún no hay calificaciones
- Practica - Analisis de Procesos-2Documento7 páginasPractica - Analisis de Procesos-2MariElenaBravoAún no hay calificaciones
- Elaboración de programas de CNC para la fabricación de piezas por corte y conformado. FMEH0209De EverandElaboración de programas de CNC para la fabricación de piezas por corte y conformado. FMEH0209Aún no hay calificaciones
- Ensayo de corte directo suelosDocumento19 páginasEnsayo de corte directo suelosJorge Antonio Ramos PerezAún no hay calificaciones
- Lectura de Planos Clase 2Documento78 páginasLectura de Planos Clase 2Carlos Gallardo SanchezAún no hay calificaciones
- Electroobtencion de OroDocumento4 páginasElectroobtencion de OroAnonymous dqH2vX100% (1)
- Listones de Madera Vertical 04052023Documento1 páginaListones de Madera Vertical 04052023marioAún no hay calificaciones
- Asentamiento Si y S-20-41Documento22 páginasAsentamiento Si y S-20-41Flavio RojasAún no hay calificaciones
- Bitacoras SenaDocumento3 páginasBitacoras SenaMary Luz Leon AlvarezAún no hay calificaciones
- UNIDAD 03 - GE - Instalación - de - Grupos - Electrógenos - Estacionarios - ClaseDocumento39 páginasUNIDAD 03 - GE - Instalación - de - Grupos - Electrógenos - Estacionarios - ClaseLibros DigitalesAún no hay calificaciones
- Ejercicio TransesterificacionDocumento9 páginasEjercicio TransesterificacionDavid Felipe HernandezAún no hay calificaciones
- Calculo de Relacion Aire CombustibleDocumento10 páginasCalculo de Relacion Aire CombustibleKempz LadkronAún no hay calificaciones
- Analisis de Viviendas Multifamiliares - Taller IIIDocumento81 páginasAnalisis de Viviendas Multifamiliares - Taller IIILlimyAún no hay calificaciones
- Caso de Estudio UberDocumento3 páginasCaso de Estudio UberjczernaAún no hay calificaciones
- Definiciones de términos de termodinámicaDocumento2 páginasDefiniciones de términos de termodinámicaGabrielaMusiitaLedesmaC100% (1)
- Práctica 4 Distribuidor Vertical de LadrillosDocumento6 páginasPráctica 4 Distribuidor Vertical de LadrillosJuanCruzZamoraAún no hay calificaciones
- 12 Compresores CentrifugosDocumento10 páginas12 Compresores CentrifugosfelixAún no hay calificaciones
- DocumentDocumento13 páginasDocumentEdmundo Hervas JiménezAún no hay calificaciones
- Tecnicas de Separacion EMIDocumento8 páginasTecnicas de Separacion EMIJose FernandezAún no hay calificaciones
- DESTILACIÓNDocumento6 páginasDESTILACIÓNIvanovusAún no hay calificaciones
- Hard FillDocumento487 páginasHard Filltin gomez rosasAún no hay calificaciones
- 10 1Documento3 páginas10 1Jefferson EndaraAún no hay calificaciones
- Caso FinalDocumento8 páginasCaso FinalTWO StudioAún no hay calificaciones
- Soporte para BicicletasDocumento12 páginasSoporte para BicicletasJuan MuñozAún no hay calificaciones
- SN en Peru AusmeltDocumento5 páginasSN en Peru AusmeltLuciano Cruz JancoAún no hay calificaciones
- Fuerzas Intermoleculares y Solubilidad PrevioDocumento3 páginasFuerzas Intermoleculares y Solubilidad PrevioSebastian ZavalaAún no hay calificaciones
- Arboloco en la sismo-resistencia de estructuras de bahareque encementadoDocumento241 páginasArboloco en la sismo-resistencia de estructuras de bahareque encementadoLuigi GzlAún no hay calificaciones
- Manual Due-V Rev CDocumento9 páginasManual Due-V Rev CWaldir ChzAún no hay calificaciones
- Diseño Modular y Librerias Con ArduinoDocumento8 páginasDiseño Modular y Librerias Con ArduinoKarnage PerversoAún no hay calificaciones
- Mapa Conceptual DE AMPLIFICADORESDocumento2 páginasMapa Conceptual DE AMPLIFICADORESRicardo YAAún no hay calificaciones
- LoopsDocumento10 páginasLoopsMARCELOAún no hay calificaciones
- DENSIDADDocumento15 páginasDENSIDADSebastianNavarroJuarezAún no hay calificaciones
- Exposicion Humidificacion Equipo#3 Op - Iii.qi 5CDocumento42 páginasExposicion Humidificacion Equipo#3 Op - Iii.qi 5CGrecia Cervantes100% (1)