También podría gustarte
- Procedimiento de Calibración de Equipos de MediciónDocumento5 páginasProcedimiento de Calibración de Equipos de Mediciónleosalmat12Aún no hay calificaciones
- Qp-09-01 Programa de Calibracion de EquiposDocumento10 páginasQp-09-01 Programa de Calibracion de EquiposTropical Meats100% (2)
- PS P 18 Programa de CalibracionDocumento5 páginasPS P 18 Programa de Calibracioncalidad calidadAún no hay calificaciones
- Verificación de BalanzasDocumento21 páginasVerificación de BalanzasAlan Contreras100% (1)
- Calibración e instrumentos de mediciónDocumento11 páginasCalibración e instrumentos de mediciónYus BalantaAún no hay calificaciones
- Programa de Calibración de EquiposDocumento9 páginasPrograma de Calibración de EquiposLuis Fernando Perez Monterroza100% (3)
- Instructivo Ingreso VisitaDocumento1 páginaInstructivo Ingreso VisitaAndrea M. Flores CabreraAún no hay calificaciones
- Procedimiento CalibracionDocumento8 páginasProcedimiento CalibracionAlvaro Vidaurre0% (1)
- Programa de Calibracion de Equipos 2Documento8 páginasPrograma de Calibracion de Equipos 2Johan Ricardo100% (1)
- Recibo de Producto Terminado Mar 2015Documento8 páginasRecibo de Producto Terminado Mar 2015puma mayorAún no hay calificaciones
- Certificado Calidad #084-2022-Trigo MoteDocumento1 páginaCertificado Calidad #084-2022-Trigo MoteNataly Yulessy GrándezAún no hay calificaciones
- Procedimiento para No ConformeDocumento8 páginasProcedimiento para No ConformeJ Ramirez DavidAún no hay calificaciones
- Procedimiento de Revision, Verificacion de Equipos de Medicion 1Documento9 páginasProcedimiento de Revision, Verificacion de Equipos de Medicion 1javier carrascoAún no hay calificaciones
- Formato para Seleccion ProveedoresDocumento7 páginasFormato para Seleccion ProveedoresJohanna JimenezAún no hay calificaciones
- Gestión de AlérgenosDocumento4 páginasGestión de AlérgenosAralis Marelis Quintero Batista100% (1)
- PHM-019 Procedimiento de Mantenimiento y Limpieza de VehiculosDocumento7 páginasPHM-019 Procedimiento de Mantenimiento y Limpieza de VehiculosNathalie CorreaAún no hay calificaciones
- Material Extraño - Docx 2013Documento3 páginasMaterial Extraño - Docx 2013Marcela CuaranAún no hay calificaciones
- Manual de mantenimiento de equipos lácteosDocumento13 páginasManual de mantenimiento de equipos lácteosCineticayreactoresAún no hay calificaciones
- Procedimiento Transporte de ComidasDocumento7 páginasProcedimiento Transporte de ComidasElizabeth Espinoza ParionaAún no hay calificaciones
- Rechazo de Producto Terminado y Semiterminado A La Planta de ProduccionDocumento14 páginasRechazo de Producto Terminado y Semiterminado A La Planta de ProduccionCarlos Naval100% (1)
- BPM PoesDocumento31 páginasBPM PoesVictor Hugo ToledoAún no hay calificaciones
- Procedimiento de CalibracionDocumento12 páginasProcedimiento de Calibracionluisefedj100% (2)
- P-CCA-01 INSPECCIONAR MATERIA PRIMA, PRODUCTO EN PROCESO Y PRODUCTO TERMINADO Rev. 3.0Documento5 páginasP-CCA-01 INSPECCIONAR MATERIA PRIMA, PRODUCTO EN PROCESO Y PRODUCTO TERMINADO Rev. 3.0Arlaee Alvarez100% (1)
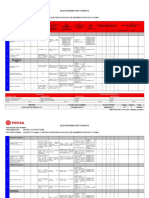
- Programa de Verificacion y Calibracion de Equipos e Instrumentos de MedicionDocumento15 páginasPrograma de Verificacion y Calibracion de Equipos e Instrumentos de MedicionAnonymous MGSUkWAún no hay calificaciones
- Programa de RecallDocumento15 páginasPrograma de RecallRick_waze100% (1)
- Politica de Inocuidad Alimentaria PDFDocumento2 páginasPolitica de Inocuidad Alimentaria PDFFercho BrañezAún no hay calificaciones
- Acta Creacion Comité Inocuidad ServialimentosDocumento1 páginaActa Creacion Comité Inocuidad ServialimentosLuis Carlos Alvear CarreñoAún no hay calificaciones
- Programa Calibración de Equipos ActualizadoDocumento7 páginasPrograma Calibración de Equipos ActualizadoOscar Eduardo Cobo Narváez100% (3)
- Formato Control Medicion de Cloro y PHDocumento1 páginaFormato Control Medicion de Cloro y PHCONTROL CALIDAD100% (1)
- Procedimiento para Liberacion Del ProductoDocumento3 páginasProcedimiento para Liberacion Del ProductojafefogAún no hay calificaciones
- Buenas Prácticas de Manufactura InducciónDocumento24 páginasBuenas Prácticas de Manufactura InducciónBEATRIZ EUGENIA REYES SANCHEZ100% (1)
- Informe de Mantenimiento de BalanzasDocumento7 páginasInforme de Mantenimiento de BalanzasBRAYAN STIVEN GONZALEZ LOPEZAún no hay calificaciones
- Prueba de Conocimientos (Cuestionario) ..BPMDocumento3 páginasPrueba de Conocimientos (Cuestionario) ..BPMJAIDER LOPEZAún no hay calificaciones
- Procedimiento de mantenimiento y calibración de equipos y planta físicaDocumento5 páginasProcedimiento de mantenimiento y calibración de equipos y planta físicaAlexandra Goyeneche100% (1)
- 032-Procedimiento-Control-Recepcion-Materias Primas GeolandcolDocumento7 páginas032-Procedimiento-Control-Recepcion-Materias Primas GeolandcolLiseth RodriguezAún no hay calificaciones
- PRO-MP-006 Procedimiento Limpieza, Desinfección y Mantenimiento de Locales, Instalaciones y EquiposDocumento15 páginasPRO-MP-006 Procedimiento Limpieza, Desinfección y Mantenimiento de Locales, Instalaciones y EquiposYnistlaAún no hay calificaciones
- Procedimiento de TrazabilidadDocumento4 páginasProcedimiento de TrazabilidadNatalia GonzalezAún no hay calificaciones
- Check ListDocumento8 páginasCheck ListMercy Reto CastilloAún no hay calificaciones
- Programa de Calibracion - Alimentos Seguros S.A.SDocumento13 páginasPrograma de Calibracion - Alimentos Seguros S.A.SYisell Camargo100% (1)
- GUIA Instructivo de Prevención de La Contaminación CruzadaDocumento2 páginasGUIA Instructivo de Prevención de La Contaminación CruzadaJose Zuluaga100% (3)
- Analisis TrazabilidadDocumento13 páginasAnalisis TrazabilidadYanny GarciaaAún no hay calificaciones
- Manual de La Calidad InvimaDocumento34 páginasManual de La Calidad InvimaCarlos Vásquez UruetaAún no hay calificaciones
- Procedimiento Programa de Calibración de Equipos de MediciónDocumento4 páginasProcedimiento Programa de Calibración de Equipos de Mediciónlehoaqp100% (2)
- CheckDocumento20 páginasCheckClaudiiaCansecoo100% (1)
- 5 Control de Material ExtranoDocumento3 páginas5 Control de Material ExtranoWilly TejadaAún no hay calificaciones
- Procedimiento de Calibración de Equipos de MedidaDocumento6 páginasProcedimiento de Calibración de Equipos de Medidagazpo100% (1)
- Control de producto no conformeDocumento4 páginasControl de producto no conformeJezabel Sania100% (2)
- Programa de Calibracion y Verificacion de Los Equipos de MedicionDocumento12 páginasPrograma de Calibracion y Verificacion de Los Equipos de MedicionLuisa Fernanda Herrera100% (1)
- CHECKLIST SGSO BODEGADocumento1 páginaCHECKLIST SGSO BODEGAFelipe Sepulveda ZuñigaAún no hay calificaciones
- Programa mantenimiento calibración plantaDocumento8 páginasPrograma mantenimiento calibración plantaNataly Castañeda RoncancioAún no hay calificaciones
- Procedimiento para Quejasreclamosdevolucione Retiro de Productos Del Mercado Biomed SacDocumento11 páginasProcedimiento para Quejasreclamosdevolucione Retiro de Productos Del Mercado Biomed SacLuis Alberto Montesinos GuillenAún no hay calificaciones
- Plan Haccp SeafrostDocumento79 páginasPlan Haccp SeafrostEdilberto Ttito QuispeAún no hay calificaciones
- Pdf-Proc-003 Control de AlergenosDocumento4 páginasPdf-Proc-003 Control de AlergenosGuitton Richard100% (2)
- Ejercicio 3. Simulacro RecallDocumento4 páginasEjercicio 3. Simulacro RecallTere QuiAmAún no hay calificaciones
- Procedimiento de trazabilidad JOSILSA SACDocumento7 páginasProcedimiento de trazabilidad JOSILSA SACLaura Esther Carrasco Flores100% (1)
- Lavado de botas paso a pasoDocumento1 páginaLavado de botas paso a pasoLars Paredes NonatoAún no hay calificaciones
- Pac Protocolo de Validacion de Limpieza de TrazasDocumento6 páginasPac Protocolo de Validacion de Limpieza de TrazasEdinson Javier Cuello CastroAún no hay calificaciones
- Reuniones mensuales equipo seguridad alimentaria 2016-2020Documento2 páginasReuniones mensuales equipo seguridad alimentaria 2016-2020Ines Margarita Cahuaniancco TipoAún no hay calificaciones
- p17 Procedimiento Calibración, Verificacion y Mantenimiento de Equipos e Instrumentos de LaboratorioDocumento10 páginasp17 Procedimiento Calibración, Verificacion y Mantenimiento de Equipos e Instrumentos de Laboratoriooreana Urrutia saraviaAún no hay calificaciones
- Procedimiento de Mantenimiento y CalibracionDocumento12 páginasProcedimiento de Mantenimiento y CalibracionNatalia GonzalezAún no hay calificaciones
- P-SIG-BHPE-10 Identificacion y Evaluacion de Aspectos Ambientales - Rev.00Documento12 páginasP-SIG-BHPE-10 Identificacion y Evaluacion de Aspectos Ambientales - Rev.00fernandoAún no hay calificaciones
- P-Sig-Ba-02 Tratamiento de No Conformidades, Acciones Correctivas y PreventivasDocumento7 páginasP-Sig-Ba-02 Tratamiento de No Conformidades, Acciones Correctivas y PreventivasfernandoAún no hay calificaciones
- IO-SSMA-BHPE-04 Trabajo en AlturaDocumento22 páginasIO-SSMA-BHPE-04 Trabajo en AlturafernandoAún no hay calificaciones
- PL-MA-BHPE-01 Plan de Gestion AmbientalDocumento16 páginasPL-MA-BHPE-01 Plan de Gestion AmbientalfernandoAún no hay calificaciones
- P-SIG-BA-07 Identificación de Riesgo y Oportunidades V0Documento7 páginasP-SIG-BA-07 Identificación de Riesgo y Oportunidades V0fernandoAún no hay calificaciones
- ExamenWeb 0521120257408181005 TiroidesDocumento1 páginaExamenWeb 0521120257408181005 TiroidesfernandoAún no hay calificaciones
- P-SIG-BA-015 Mejora ContinuaDocumento6 páginasP-SIG-BA-015 Mejora ContinuafernandoAún no hay calificaciones
- RG-6 4 2 1 IPER Proyecto Libertadores LTDocumento11 páginasRG-6 4 2 1 IPER Proyecto Libertadores LTfernandoAún no hay calificaciones
- 2 Plan de InspeccionDocumento3 páginas2 Plan de InspeccionfernandoAún no hay calificaciones
- Plan de gestión ambiental para proyectos de construcciónDocumento16 páginasPlan de gestión ambiental para proyectos de construcciónfernando100% (1)
- Plan de Inspeccion y EnsayoDocumento7 páginasPlan de Inspeccion y EnsayoDanny LopezAún no hay calificaciones
- Httpsbancapersonas Bancoestado Clebankingbechtransferstransfers Htmexecution E1s4Documento1 páginaHttpsbancapersonas Bancoestado Clebankingbechtransferstransfers Htmexecution E1s4fernandoAún no hay calificaciones
- Check List Trabajo Con Lineas EnergizadasDocumento2 páginasCheck List Trabajo Con Lineas EnergizadasfernandoAún no hay calificaciones
- Matriz de Medio AmbientalDocumento2 páginasMatriz de Medio Ambientalfernando100% (1)
- 5 Reglamento Especial para Empresas Contratistas y SubcontratistasDocumento20 páginas5 Reglamento Especial para Empresas Contratistas y SubcontratistasIvycilla APAún no hay calificaciones
- Check List de EscalasDocumento1 páginaCheck List de EscalasfernandoAún no hay calificaciones
- P-SIG-ISC-10 Identificacion y Evaluacion de Aspectos Ambientales - Rev.00Documento12 páginasP-SIG-ISC-10 Identificacion y Evaluacion de Aspectos Ambientales - Rev.00fernandoAún no hay calificaciones
- GRE - EEC.M.00.CL.P.11871.00.451.0A Almac.,manejo, Disposicion, Retiro ResiduosDocumento17 páginasGRE - EEC.M.00.CL.P.11871.00.451.0A Almac.,manejo, Disposicion, Retiro ResiduosfernandoAún no hay calificaciones
- Especificación Obra Civil Mantos BlancosDocumento40 páginasEspecificación Obra Civil Mantos BlancosfernandoAún no hay calificaciones
- Reglas de Vida - Mantos Copper - v1Documento1 páginaReglas de Vida - Mantos Copper - v1RaulAún no hay calificaciones
- Check List Camion PlumaDocumento1 páginaCheck List Camion PlumafernandoAún no hay calificaciones
- Check List Herramientas ElectricaSDocumento1 páginaCheck List Herramientas ElectricaSfernandoAún no hay calificaciones
- Check List Arnes de SeguridadDocumento1 páginaCheck List Arnes de SeguridadfernandoAún no hay calificaciones
- Check List Herramientas ElectricaSDocumento1 páginaCheck List Herramientas ElectricaSfernandoAún no hay calificaciones
- Check List Herramientas ManualesDocumento1 páginaCheck List Herramientas Manualesfernando100% (1)
- Plan de Inspeccion y Ensayo BARRICKDocumento7 páginasPlan de Inspeccion y Ensayo BARRICKfernando50% (2)
- Matriz de Riesgos y Oportunidades Revision BDocumento12 páginasMatriz de Riesgos y Oportunidades Revision BfernandoAún no hay calificaciones
- Check List Ganchos y GrilletesDocumento1 páginaCheck List Ganchos y GrilletesfernandoAún no hay calificaciones
- Mz-Ssma-Ba-01 Matriz de RiesgoDocumento60 páginasMz-Ssma-Ba-01 Matriz de RiesgofernandoAún no hay calificaciones
- Riesgo psicosocial en el trabajoDocumento15 páginasRiesgo psicosocial en el trabajofernandoAún no hay calificaciones
- Fuerza y comportamiento de los oxoanionesDocumento3 páginasFuerza y comportamiento de los oxoanionesJosue Hernandez MrkzAún no hay calificaciones
- Aplicación Del Método Psicofísico de ESTIMACIÓN DE MAGNITUD Al Estudio de La Ilusión de Müller-LyerDocumento8 páginasAplicación Del Método Psicofísico de ESTIMACIÓN DE MAGNITUD Al Estudio de La Ilusión de Müller-LyeridoceAún no hay calificaciones
- Angulos Horizontales ConsultaDocumento4 páginasAngulos Horizontales ConsultaFabian24126Aún no hay calificaciones
- Motor de inducción 3Ø jaula de ardillaDocumento3 páginasMotor de inducción 3Ø jaula de ardillaEdgar Verano Gonzales100% (2)
- Alexis Villalobos Salazar Tarea Semana 2 Circuitos y RedesDocumento13 páginasAlexis Villalobos Salazar Tarea Semana 2 Circuitos y Redesalexis100% (13)
- SANTILLANA Grafomotricidad PK MatemáticaDocumento91 páginasSANTILLANA Grafomotricidad PK MatemáticaTam Belén100% (2)
- Proceso de PirolisisDocumento226 páginasProceso de PirolisisEdwin Alejandro Pérez86% (7)
- Asimov - Isaac - X Representa Lo DesconocidoDocumento145 páginasAsimov - Isaac - X Representa Lo Desconocidoagacio12971Aún no hay calificaciones
- Tabla Mecanica de Rocas-1Documento7 páginasTabla Mecanica de Rocas-1Anonymous lOXP3FGgAún no hay calificaciones
- Iber Shop PrimerDocumento2 páginasIber Shop PrimerManuel CastanonAún no hay calificaciones
- Emcomat - 14 - 17 - 20 EsDocumento8 páginasEmcomat - 14 - 17 - 20 EsOscar RamirezAún no hay calificaciones
- D 18.ha 25.B 400S 1Documento4 páginasD 18.ha 25.B 400S 1ManuelAún no hay calificaciones
- Estudio tiempos y movimientosDocumento23 páginasEstudio tiempos y movimientosGuillen Jan CarloAún no hay calificaciones
- Apostila CNC 2D MACH 9.Pt - EsDocumento94 páginasApostila CNC 2D MACH 9.Pt - EsLeonardo Olivares100% (1)
- Taller Ecuaciones Separables-Page9Documento1 páginaTaller Ecuaciones Separables-Page9joselsAún no hay calificaciones
- Circuitos Magnéticos en Corriente AlternaDocumento21 páginasCircuitos Magnéticos en Corriente AlternaRenato GaribayAún no hay calificaciones
- Curso Teoría de La SoldaduraDocumento208 páginasCurso Teoría de La SoldaduraEmmanuel Loayza90% (10)
- Geometría bases aprendizajeDocumento12 páginasGeometría bases aprendizajesonrie_ok100% (1)
- Informe Los Molinos 02 - 2020Documento2 páginasInforme Los Molinos 02 - 2020Lucila CorreaAún no hay calificaciones
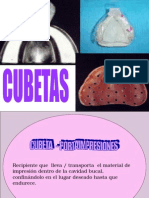
- Portaimpresiones DentalesDocumento14 páginasPortaimpresiones Dentalesjhonnyv3Aún no hay calificaciones
- Francois Zourabichvili Vocabulario de Gilles DeleuzeDocumento85 páginasFrancois Zourabichvili Vocabulario de Gilles DeleuzeVane Rmz100% (1)
- Trabajo Colab - Tarea 4 - Leidy Mejia - Matematicas - GeometriaDocumento14 páginasTrabajo Colab - Tarea 4 - Leidy Mejia - Matematicas - GeometriaAlexiita FelizAún no hay calificaciones
- Tipo de Toxicologia en El TallerDocumento3 páginasTipo de Toxicologia en El TallerJuan Ramiro Zàrate DomìnguezAún no hay calificaciones
- Funciones Escalares de Varias Variables2Documento57 páginasFunciones Escalares de Varias Variables2ddaniel.45Aún no hay calificaciones
- Automatización industrial PLCDocumento44 páginasAutomatización industrial PLCJavier Fuentes FernandezAún no hay calificaciones
- WK 093 MSDS, Desengrasante de Alto Poder OK 2016Documento5 páginasWK 093 MSDS, Desengrasante de Alto Poder OK 2016Rudy Vargas Velasquez100% (1)
- Medicion Nivel MedioDocumento5 páginasMedicion Nivel MedioAlex MoralesAún no hay calificaciones
- Informe FisicaDocumento6 páginasInforme FisicaJ Carlos Alvarez FernadezAún no hay calificaciones
- Ley de Hooke y Teoria de La ElasticidadDocumento12 páginasLey de Hooke y Teoria de La ElasticidadJu CaAún no hay calificaciones
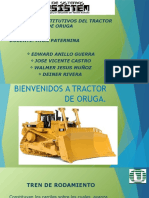
- Sistemas Constitutivos de El Tractor de OrugaDocumento15 páginasSistemas Constitutivos de El Tractor de OrugaKrlos Serrano Barrios100% (1)