También podría gustarte
- Parcial 2 OperativaDocumento3 páginasParcial 2 OperativaAndrés Felipe Barrera100% (3)
- Qué Sucedió Luego de La Independencia de America LatinaDocumento2 páginasQué Sucedió Luego de La Independencia de America LatinaLUYOAún no hay calificaciones
- Proec As2015 Flores Verano PDFDocumento14 páginasProec As2015 Flores Verano PDFLeopoldo Percy Vasquez ArcaAún no hay calificaciones
- Deprec y AgotamientoDocumento27 páginasDeprec y AgotamientoOdra Palacios100% (1)
- Catalogo Polideportivo CompranetDocumento9 páginasCatalogo Polideportivo Compranetmyrna herreraAún no hay calificaciones
- Acta de Constitucion de La Asociacion El ToritoDocumento11 páginasActa de Constitucion de La Asociacion El ToritoKatherin ChuctayaAún no hay calificaciones
- Clase Transporte Mineral UnschDocumento142 páginasClase Transporte Mineral UnschYoel Raucana QuispeAún no hay calificaciones
- DS27206Documento7 páginasDS27206Greise ZapataAún no hay calificaciones
- 15772-09 Retiro Cruce de Obligaciones y Devolucion SaldosDocumento3 páginas15772-09 Retiro Cruce de Obligaciones y Devolucion SaldosIvonne Maestre EstebanAún no hay calificaciones
- Lo Zainetto Factura: OriginalDocumento3 páginasLo Zainetto Factura: OriginalCristian PassarelliAún no hay calificaciones
- Circuitos ProductivosDocumento5 páginasCircuitos ProductivosLuis AntiñapaAún no hay calificaciones
- Mini Project - PISPK Lampiran (Draft)Documento82 páginasMini Project - PISPK Lampiran (Draft)Gabriela WalewangkoAún no hay calificaciones
- Reglamento Pilarobra Edicion2022 PDFDocumento4 páginasReglamento Pilarobra Edicion2022 PDFastorAún no hay calificaciones
- G4 - Practica de Campo 01 - FinanzasDocumento8 páginasG4 - Practica de Campo 01 - FinanzasAntonio QuintanaAún no hay calificaciones
- Estados Financieros Comercial Aladin SRL Imprimir 2Documento6 páginasEstados Financieros Comercial Aladin SRL Imprimir 2Adrian CorderoAún no hay calificaciones
- Factores Que Determinan o Condicionan El Tamaño Optimo de Una PlantaDocumento2 páginasFactores Que Determinan o Condicionan El Tamaño Optimo de Una PlantaMichelle Ysa ValeraAún no hay calificaciones
- Modelo CanvasDocumento7 páginasModelo CanvasJohnson AmeliaAún no hay calificaciones
- Valuacion de Acciones en RaganDocumento5 páginasValuacion de Acciones en RaganGissella Carmen Tigua Ponce100% (1)
- Investigación Por El Desfalco Al Banco Unión Se Ampliará A 18 Funcionarios DespedidosDocumento5 páginasInvestigación Por El Desfalco Al Banco Unión Se Ampliará A 18 Funcionarios DespedidosYanet Valle MoralesAún no hay calificaciones
- Anexo 2 FogafinDocumento3 páginasAnexo 2 FogafinFelipe RöcketAún no hay calificaciones
- Material Control de Las Operaciones InternacionalesDocumento49 páginasMaterial Control de Las Operaciones Internacionalessailynd ramosAún no hay calificaciones
- Ensayo 2Documento4 páginasEnsayo 2Jaiber Quiroga BlancoAún no hay calificaciones
- Practica Descuento de PagaresDocumento2 páginasPractica Descuento de PagaresBORIS ANTHONY COVEÑAS LUNAAún no hay calificaciones
- Ico U3 Ea ZihvDocumento10 páginasIco U3 Ea ZihvMaría Trinidad Martínez PortadaAún no hay calificaciones
- Ensayos Certificados SGSDocumento24 páginasEnsayos Certificados SGSJavierPaucarAún no hay calificaciones
- Caso Reposicion Del Fondo Fijo Grupo 2Documento7 páginasCaso Reposicion Del Fondo Fijo Grupo 2FRANK PACHECOAún no hay calificaciones
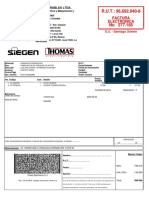
- Factura Electronica: Comercializadora Los Robles LtdaDocumento1 páginaFactura Electronica: Comercializadora Los Robles LtdaCarolaine BustosAún no hay calificaciones
- Practica Calificada 2 Captial Markets Examen 2Documento3 páginasPractica Calificada 2 Captial Markets Examen 2Joel MoralesAún no hay calificaciones
- Autoritarismo y Fascimo en América LatinaDocumento68 páginasAutoritarismo y Fascimo en América LatinaJosé AtupañaAún no hay calificaciones
- IGAFOM CORRECTIVO - p12Documento37 páginasIGAFOM CORRECTIVO - p12Edwin Willian Apaza LipaAún no hay calificaciones