También podría gustarte
- Calificación Paso A Paso Del Soldador D1.1 SMAW 3G PDFDocumento16 páginasCalificación Paso A Paso Del Soldador D1.1 SMAW 3G PDFPeter PittmanAún no hay calificaciones
- Calificación Paso A Paso Del Soldador D1.1 SMAW 3G PDFDocumento16 páginasCalificación Paso A Paso Del Soldador D1.1 SMAW 3G PDFPeter PittmanAún no hay calificaciones
- Libro de Piping PDFDocumento218 páginasLibro de Piping PDFtincho9100% (3)
- Calificacion de Soldadores Segun AWSDocumento42 páginasCalificacion de Soldadores Segun AWSanabelguadalupe100% (2)
- Codigo de SoldaduraDocumento45 páginasCodigo de SoldaduraMari AlmendrasAún no hay calificaciones
- Calificacion de Procedimientos de Soldadura Smaw y Gmaw Con d1.1Documento163 páginasCalificacion de Procedimientos de Soldadura Smaw y Gmaw Con d1.1marinhpAún no hay calificaciones
- ASME Sección VIII-edic. 2021 Parte 7.1Documento27 páginasASME Sección VIII-edic. 2021 Parte 7.1Andres Melian100% (1)
- Inspección VisualDocumento22 páginasInspección VisualManuel OrlandoAún no hay calificaciones
- Soldadura Hierro FundidoDocumento8 páginasSoldadura Hierro Fundidolainstan100% (1)
- Metalurgia de La SoldaduraDocumento53 páginasMetalurgia de La SoldaduraJose Munioz100% (1)
- Corte Por Plasma Manual de Aprendizaje Senati PDFDocumento57 páginasCorte Por Plasma Manual de Aprendizaje Senati PDFAdrian Pacori Paredes100% (2)
- Msud Mstd-410 ManualDocumento189 páginasMsud Mstd-410 Manualjose.A ApazaAún no hay calificaciones
- Construccion de TanquesDocumento101 páginasConstruccion de Tanquesvictor1603100% (2)
- 3 Metalurgia de La SoldaduraDocumento17 páginas3 Metalurgia de La SoldaduraPatricio Quezada MoralesAún no hay calificaciones
- Chapista Calderero y Operador de Soplete y ArcoDocumento69 páginasChapista Calderero y Operador de Soplete y ArcoDeyvid MelendezAún no hay calificaciones
- Sueños y Arteterapia - SeptiembreDocumento44 páginasSueños y Arteterapia - SeptiembreFer BolliAún no hay calificaciones
- Zappa GTAWDocumento31 páginasZappa GTAWArnaldo Luis Cantone100% (1)
- Ensayos Mecánicos de Uniones SoldadasaDocumento46 páginasEnsayos Mecánicos de Uniones SoldadasaFrank Merello Portocarrero100% (1)
- Procesos de SoldaduraDocumento29 páginasProcesos de SoldaduraJose Mariano GuarangaAún no hay calificaciones
- Proceso SMAWDocumento46 páginasProceso SMAWAndree Castillo Chavez100% (1)
- Sesión N.02Documento69 páginasSesión N.02Gian C'BAún no hay calificaciones
- Arco Sumergido FinalDocumento17 páginasArco Sumergido FinalCristian Donoso HeviaAún no hay calificaciones
- Wps BlancoDocumento2 páginasWps BlancoChristian GramAún no hay calificaciones
- Trabajo de Soldadura GmawDocumento40 páginasTrabajo de Soldadura GmawReynaldo ReyesAún no hay calificaciones
- Celda JamesonDocumento12 páginasCelda JamesonNataniel LinaresAún no hay calificaciones
- Calificación de procedimiento de soldadura en tubería con el sistema PipePro 450 RFCDocumento35 páginasCalificación de procedimiento de soldadura en tubería con el sistema PipePro 450 RFCperearodrigo30Aún no hay calificaciones
- Charl A GMAWDocumento47 páginasCharl A GMAWJulian Ramirez Ospina100% (1)
- 8clase 1Documento19 páginas8clase 1Patricia MalpartidaAún no hay calificaciones
- LOS METALES METALICOS DIAPOSITIVA 16 de Oct 2018Documento22 páginasLOS METALES METALICOS DIAPOSITIVA 16 de Oct 2018Edson Amilcar Merma UscachiAún no hay calificaciones
- Silabo-Soldadura y Corte de Metales (2020-A) PDFDocumento6 páginasSilabo-Soldadura y Corte de Metales (2020-A) PDFDlanorAún no hay calificaciones
- Tema 05 - Fuentes de Alimentacion para Soldeo Por ArcoDocumento102 páginasTema 05 - Fuentes de Alimentacion para Soldeo Por Arcopachis3Aún no hay calificaciones
- 05.08 Soldadura de Aceros DisimilesDocumento9 páginas05.08 Soldadura de Aceros DisimilesRafa Pontón RAún no hay calificaciones
- SoldabilidadDocumento65 páginasSoldabilidadelkin GomezAún no hay calificaciones
- Metalurgia de La Soldadura - Procesos de SoldaduraDocumento15 páginasMetalurgia de La Soldadura - Procesos de Soldaduraoswaldo sanchezAún no hay calificaciones
- 1.2 Propiedades SoldaduraDocumento43 páginas1.2 Propiedades SoldaduraVic MorilloAún no hay calificaciones
- Electrodos SMAWDocumento105 páginasElectrodos SMAWWilliam Berrospi GarciaAún no hay calificaciones
- Aleaciones ferrosas y no ferrosas: clasificación y propiedadesDocumento25 páginasAleaciones ferrosas y no ferrosas: clasificación y propiedadesGonzalo LopezAún no hay calificaciones
- 1-Geometria y Preparacion de Las Juntas-Parte 1Documento8 páginas1-Geometria y Preparacion de Las Juntas-Parte 1RicardoLauferAún no hay calificaciones
- Area de SoldaduraDocumento20 páginasArea de SoldaduraChuchoHernandezHernandezAún no hay calificaciones
- Control de La MicroestructuraDocumento19 páginasControl de La MicroestructuraAnel PerezAún no hay calificaciones
- MetalurgicaDocumento1 páginaMetalurgicacarlosAún no hay calificaciones
- Examen de Soldadura de Aceros InoxidablesDocumento4 páginasExamen de Soldadura de Aceros InoxidablesJesus Manuel Tambo LimachiAún no hay calificaciones
- 9.0 Metalurgia de La SoldaduraDocumento88 páginas9.0 Metalurgia de La SoldaduraVictor Angel Fuertes SaboyaAún no hay calificaciones
- Metalurgia para No Metalurgistas - Potenciar-IASDocumento2 páginasMetalurgia para No Metalurgistas - Potenciar-IASChristian Matteo0% (1)
- Capitulo III de Procesos de Union y Ensamble Procesos Manufactura IDocumento176 páginasCapitulo III de Procesos de Union y Ensamble Procesos Manufactura Ialberto pachecoAún no hay calificaciones
- Smaw - UnprgDocumento97 páginasSmaw - UnprgfranklinAún no hay calificaciones
- Conferencia SMAW CompletoDocumento81 páginasConferencia SMAW CompletoDagoberto AguilarAún no hay calificaciones
- Ciencia JuridicaDocumento23 páginasCiencia JuridicaJuanma Ponce Ramos60% (5)
- Soldadura GmawDocumento138 páginasSoldadura GmawmigalbertAún no hay calificaciones
- Aspectos Metalúrgicos de La SoldaduraDocumento22 páginasAspectos Metalúrgicos de La SoldaduraDaniel Campos100% (2)
- Fundamentos de La Soldadura Por Arco EléctricoDocumento50 páginasFundamentos de La Soldadura Por Arco EléctricoWelaromAún no hay calificaciones
- Clasificacion de Los AcerosDocumento22 páginasClasificacion de Los AcerosSebastián Encina100% (1)
- Metalurgia de La SoldaduraDocumento99 páginasMetalurgia de La SoldaduraJavierAlbertoGarciaSeledonioAún no hay calificaciones
- Apuntes Tuberias AceroDocumento59 páginasApuntes Tuberias AceroingelerrrAún no hay calificaciones
- Material Aporte GMAW (2016)Documento14 páginasMaterial Aporte GMAW (2016)Felipe Erreape Avendaño100% (5)
- Tratamientos IsotérmicosDocumento4 páginasTratamientos IsotérmicosAnonymous BicekPb8XAún no hay calificaciones
- Metalurgia de Soldadura - Introducción Rev.1Documento6 páginasMetalurgia de Soldadura - Introducción Rev.1Cali TamagniniAún no hay calificaciones
- Soldeo oxi-gas y procesos especialesDocumento56 páginasSoldeo oxi-gas y procesos especialesHilario Serrano FloresAún no hay calificaciones
- Deflexion, Pandeo y SoldaduraDocumento19 páginasDeflexion, Pandeo y SoldaduraJeferson Calderon YalleAún no hay calificaciones
- Soldadura Del Acero API 5l-x52Documento131 páginasSoldadura Del Acero API 5l-x52jensdcvAún no hay calificaciones
- SESIÓN 10-Aceros Inoxidables-Denominación de Los AcerosDocumento48 páginasSESIÓN 10-Aceros Inoxidables-Denominación de Los AcerosJosé Alexis Prado ReyezAún no hay calificaciones
- Wps y PQRDocumento1 páginaWps y PQRthiagioIAún no hay calificaciones
- Soldadura Por Arco SumergidoDocumento2 páginasSoldadura Por Arco SumergidoRubén Cuaila M.Aún no hay calificaciones
- Inspección Visual - Geometría de Las JuntasDocumento108 páginasInspección Visual - Geometría de Las JuntasAnonymous fBIEWgmRzAún no hay calificaciones
- Codigos y NormasDocumento104 páginasCodigos y NormasDenilzon Javier Huamani Sarmiento100% (1)
- WPS 1Documento1 páginaWPS 1StevenRamosAún no hay calificaciones
- Metalurgia de La SoldaduraDocumento33 páginasMetalurgia de La Soldadurayordan gonzalezAún no hay calificaciones
- Normas Codigos y Especificaciones de SoldaduraDocumento19 páginasNormas Codigos y Especificaciones de Soldaduragelly_altuveAún no hay calificaciones
- ALEACIONES FERREAS DefinitivaDocumento108 páginasALEACIONES FERREAS DefinitivaJesús ValAún no hay calificaciones
- END NasaDocumento1 páginaEND NasaDeyvid MelendezAún no hay calificaciones
- Conceptos Basicos de Terminologia Y Definiciones: InstructorDocumento80 páginasConceptos Basicos de Terminologia Y Definiciones: InstructorDeyvid MelendezAún no hay calificaciones
- Stick EfectosDocumento1 páginaStick EfectosDeyvid MelendezAún no hay calificaciones
- Investigacion SoldaduraDocumento1 páginaInvestigacion SoldaduraDeyvid MelendezAún no hay calificaciones
- Intro PDFDocumento16 páginasIntro PDFDanny Libardo LeonAún no hay calificaciones
- 4.2 ProcGMAW 1 PDFDocumento29 páginas4.2 ProcGMAW 1 PDFDeyvid MelendezAún no hay calificaciones
- Preguntas de Inspeccion VisualDocumento1 páginaPreguntas de Inspeccion VisualDeyvid MelendezAún no hay calificaciones
- Introduccion A La Calificacion de Procedimientos de Soldadura y Calificacion de Soldadores Api 1104 - 2013 PDFDocumento63 páginasIntroduccion A La Calificacion de Procedimientos de Soldadura y Calificacion de Soldadores Api 1104 - 2013 PDFeduardo Salazar RiveraAún no hay calificaciones
- 4.1 ProcFCAW 1Documento6 páginas4.1 ProcFCAW 1Deyvid MelendezAún no hay calificaciones
- 4.4 ProcSAW 1Documento28 páginas4.4 ProcSAW 1Deyvid MelendezAún no hay calificaciones
- Fundamentos QC en Soldadura - Ilo - Part 1 PDFDocumento21 páginasFundamentos QC en Soldadura - Ilo - Part 1 PDFDeyvid MelendezAún no hay calificaciones
- Aws SmawDocumento14 páginasAws SmawDeyvid MelendezAún no hay calificaciones
- GTAWDocumento12 páginasGTAWDeyvid MelendezAún no hay calificaciones
- 3.4 Seleccion de Electrodos - 1Documento14 páginas3.4 Seleccion de Electrodos - 1Deyvid MelendezAún no hay calificaciones
- INTRODocumento40 páginasINTRODeyvid MelendezAún no hay calificaciones
- Líquidos penetrantes en inspección por partículas magnéticasDocumento20 páginasLíquidos penetrantes en inspección por partículas magnéticaserwincalvoAún no hay calificaciones
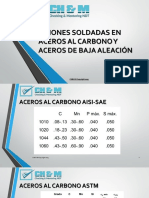
- 3.2 Aceros Al CarbonoDocumento15 páginas3.2 Aceros Al CarbonoDeyvid MelendezAún no hay calificaciones
- Evaluación y ControlDocumento16 páginasEvaluación y ControlAndres Martín DelgadoAún no hay calificaciones
- 7.5. - Ultrasonido PDFDocumento43 páginas7.5. - Ultrasonido PDFEsteban RamírezAún no hay calificaciones
- Tema 4-7-4-Rev 0 PDFDocumento33 páginasTema 4-7-4-Rev 0 PDFHilario Serrano FloresAún no hay calificaciones
- 7.3. - Particulas Magneticas PDFDocumento26 páginas7.3. - Particulas Magneticas PDFAnonymous bavJVtOjVAún no hay calificaciones
- Soldadura de Ranura en V PDFDocumento32 páginasSoldadura de Ranura en V PDFgertyy100% (1)
- Diseño y Construccion de CimentacionesDocumento107 páginasDiseño y Construccion de Cimentacionesddmb2008Aún no hay calificaciones
- Cuadro ComparativoDocumento3 páginasCuadro ComparativoGeidy SalazarAún no hay calificaciones
- IntructivoProcesos Gerenciales IngetecDocumento95 páginasIntructivoProcesos Gerenciales Ingetecnathalia giraldoAún no hay calificaciones
- Notación CientíficaDocumento3 páginasNotación CientíficaRaul FarfanAún no hay calificaciones
- Arte Del Paleolitico Superior PDFDocumento21 páginasArte Del Paleolitico Superior PDFFelix MejíaAún no hay calificaciones
- Yeldy Vidal ControlS4Documento5 páginasYeldy Vidal ControlS4orianaAún no hay calificaciones
- Errores en la micropigmentación y microbladingDocumento3 páginasErrores en la micropigmentación y microbladingAlejandra Medina TarazonaAún no hay calificaciones
- Fracturas Costales y FX de CaderaDocumento56 páginasFracturas Costales y FX de CaderaXto Nuestra PazAún no hay calificaciones
- 16.-Pets 16 Corte de ConcavasDocumento6 páginas16.-Pets 16 Corte de ConcavasKjatunMayu GutierrezAún no hay calificaciones
- Ejemplo 2Documento44 páginasEjemplo 2Yadira ChavezAún no hay calificaciones
- Medición de La Viscosidad Práctica # 1Documento14 páginasMedición de La Viscosidad Práctica # 1Eliana Cabrales VelasquezAún no hay calificaciones
- SAP 210 Guia CausalidadDocumento5 páginasSAP 210 Guia CausalidadGabriel Jaquez FortunaAún no hay calificaciones
- Bmfcip 116 GDocumento115 páginasBmfcip 116 GMark CM Mark CMAún no hay calificaciones
- Menú Cocina Zakani Pereira CerritosDocumento23 páginasMenú Cocina Zakani Pereira CerritosMr. MiloxAún no hay calificaciones
- Practica RLC CorregidaDocumento19 páginasPractica RLC CorregidaNigmanBAún no hay calificaciones
- Visita A La Cadena SER.Documento23 páginasVisita A La Cadena SER.Mara González GómezAún no hay calificaciones
- Traqueobroncomalacia niñosDocumento7 páginasTraqueobroncomalacia niñosAlfredo Alfaro Carvajal100% (1)
- Señalización de Riesgos Presentes en La Industria Petrolera, Del Servicio de Coiled TubingDocumento27 páginasSeñalización de Riesgos Presentes en La Industria Petrolera, Del Servicio de Coiled TubingArturoAún no hay calificaciones
- Manual de Construccion CODEDE 2015Documento29 páginasManual de Construccion CODEDE 2015Otoqui HernandezAún no hay calificaciones
- Dolphin 9900Documento2 páginasDolphin 9900webcristiana100% (1)
- Potenciales eléctricos en neuronasDocumento19 páginasPotenciales eléctricos en neuronaserick ulises sanjuan gonzalezAún no hay calificaciones
- Tema 1: FG MM RDocumento9 páginasTema 1: FG MM Rpol alcidosAún no hay calificaciones
- Actividad4 Procesoindustriale CHDocumento16 páginasActividad4 Procesoindustriale CHAlfredo CoronadoAún no hay calificaciones
- Apuntes Diseño de CanalesDocumento1 páginaApuntes Diseño de CanalesErick GiovaniAún no hay calificaciones
- Consideraciones de La Ley de DarcyDocumento3 páginasConsideraciones de La Ley de DarcyEnrique Uicab AlcocerAún no hay calificaciones
- Indicador Gama A12 Manual de UsoDocumento15 páginasIndicador Gama A12 Manual de UsoVíctor LaraAún no hay calificaciones
- Aleaciones AvionesDocumento3 páginasAleaciones Avionesblas pintoAún no hay calificaciones
- Algebra Lineal UCE Seguimiento SílaboDocumento2 páginasAlgebra Lineal UCE Seguimiento SílaboEsteban RivadeneiraAún no hay calificaciones
- Fijacion de RodamientosDocumento22 páginasFijacion de RodamientosMoises Ramirez RuvalcabaAún no hay calificaciones