También podría gustarte
- Curso Pruebas HidrostaticasDocumento27 páginasCurso Pruebas HidrostaticasKarlo Silva Sánchez100% (1)
- PEP-051 Procedimiento-Prueba-HidrostaticaDocumento12 páginasPEP-051 Procedimiento-Prueba-HidrostaticaFelipe López De ArcosAún no hay calificaciones
- Procedimiento de Prueba HidrostaticaDocumento11 páginasProcedimiento de Prueba HidrostaticaLuis Villa Roel BullonAún no hay calificaciones
- Mantto. Valvulas TroncalesDocumento26 páginasMantto. Valvulas TroncalesOsvaldo RamirezAún no hay calificaciones
- Pep-751127-Om-09 Procedimiento de Prueba Hidrostatica Rev 1Documento31 páginasPep-751127-Om-09 Procedimiento de Prueba Hidrostatica Rev 1QAQC RAMALES100% (2)
- Prueba NeumaticaDocumento31 páginasPrueba NeumaticaManuel Enrique Rodriguez LeonAún no hay calificaciones
- INSPECCiÓN DE TANQUE ATMOSFÉRICODocumento2 páginasINSPECCiÓN DE TANQUE ATMOSFÉRICOFernando DolbergAún no hay calificaciones
- Prueba hidrostática tuberías aceroDocumento12 páginasPrueba hidrostática tuberías aceropatricia santosAún no hay calificaciones
- Procedimiento de Prueba Hidrostatica y Neumatica A Tuberias y Valvulas.Documento14 páginasProcedimiento de Prueba Hidrostatica y Neumatica A Tuberias y Valvulas.Luis Alberto Guerra RiveraAún no hay calificaciones
- Procedimiento HolidayDocumento7 páginasProcedimiento HolidayRob Lac0% (1)
- CC-IC-004-08 Pruebas HidrostáticasDocumento20 páginasCC-IC-004-08 Pruebas Hidrostáticasjorge arturo villarreal gomezAún no hay calificaciones
- Mpt-132 Prueba Hidrostatica Valvulas Check y BolaDocumento7 páginasMpt-132 Prueba Hidrostatica Valvulas Check y BolaRamiro Ramirez100% (2)
- Prueba hidrostática tuberíaDocumento5 páginasPrueba hidrostática tuberíaCesar Jimenez100% (1)
- Corte de Tubo (Frío)Documento5 páginasCorte de Tubo (Frío)CIbizarroAún no hay calificaciones
- Procedimiento de Holiday DetectorDocumento5 páginasProcedimiento de Holiday DetectorAnonymous 8uLMTu100% (1)
- PTS Prueba NeumaticaDocumento33 páginasPTS Prueba NeumaticaV-m S-hAún no hay calificaciones
- Procedimientos e Inspección de Soldadura API 1104Documento45 páginasProcedimientos e Inspección de Soldadura API 1104ruddyAún no hay calificaciones
- Osm-Pro-012 Procedimiento de Prueba Hidrostatica A ValvulasDocumento11 páginasOsm-Pro-012 Procedimiento de Prueba Hidrostatica A ValvulasItzOzzy100% (1)
- Procedimiento de Prueba NeumaticaDocumento6 páginasProcedimiento de Prueba NeumaticaJuan Palomino100% (2)
- Barrido de TuberiasDocumento4 páginasBarrido de Tuberiasloquillo747Aún no hay calificaciones
- PM-004-Rev0 - Procedimiento de Prueba Neumática GTO PDFDocumento8 páginasPM-004-Rev0 - Procedimiento de Prueba Neumática GTO PDFDiego Ruben PalavecinoAún no hay calificaciones
- Procedimiento Corte y BiseladoDocumento6 páginasProcedimiento Corte y BiseladoJavier Lozano Abril100% (3)
- Procedimiento Prueba HidrostaticaDocumento15 páginasProcedimiento Prueba HidrostaticaFrancisco Javier Villegas AndersonAún no hay calificaciones
- Procedimiento Bajado y Tapado TuberiaDocumento10 páginasProcedimiento Bajado y Tapado TuberiaDiego LaraAún no hay calificaciones
- Curso Pruebas HidrostaticasDocumento70 páginasCurso Pruebas Hidrostaticasbgonzalez1981100% (4)
- DG-GPASI-IT-004 - Procedimiento para La Revisión de Tanques de AlmacenamientoDocumento38 páginasDG-GPASI-IT-004 - Procedimiento para La Revisión de Tanques de AlmacenamientoSamuel100% (1)
- Procedimiento Pruebas Hidrostaticas en TuberiaDocumento7 páginasProcedimiento Pruebas Hidrostaticas en Tuberiainterx00Aún no hay calificaciones
- Pruebas HidrostaticasDocumento6 páginasPruebas Hidrostaticaswilson12Aún no hay calificaciones
- Prueba hidrostática tuberíasDocumento52 páginasPrueba hidrostática tuberíasRichard Dean Velasquez100% (1)
- 02.DUCTOS API-1104aDocumento90 páginas02.DUCTOS API-1104aAlberto CaveroAún no hay calificaciones
- Vi. Pruebas Hidrostáticas de VálvulasDocumento14 páginasVi. Pruebas Hidrostáticas de VálvulasTatiana Arandia Guerrero100% (1)
- Pts Torqueo de PernosDocumento14 páginasPts Torqueo de PernosJose Luis FarfanAún no hay calificaciones
- FRN-16649-05-PTM-013 Reg de Ajuste de Bridas - Rev.0Documento1 páginaFRN-16649-05-PTM-013 Reg de Ajuste de Bridas - Rev.0Eduard John Vega LisencioAún no hay calificaciones
- Inertizado de Tanques PDFDocumento16 páginasInertizado de Tanques PDFEmily Castillo100% (2)
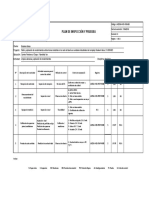
- Plan de Inspección y PruebasDocumento2 páginasPlan de Inspección y PruebasVeronica Blas Toledo100% (4)
- Procedimiento de Inspeccion Por Tintes PenetrantesDocumento9 páginasProcedimiento de Inspeccion Por Tintes PenetrantesIsabel OrtizAún no hay calificaciones
- Procedimiento Pruebas PontonesDocumento9 páginasProcedimiento Pruebas PontonesJUAN DE DIOS GALINDOAún no hay calificaciones
- Prueba Hidrostatica TuberiaDocumento16 páginasPrueba Hidrostatica TuberiaGustavo Alexis DuarteAún no hay calificaciones
- Procedimiento Hot TappingDocumento9 páginasProcedimiento Hot TappingreneluisperezAún no hay calificaciones
- Proced Montaje EquiposDocumento14 páginasProced Montaje EquiposCURRITOJIMENEZ100% (1)
- F-CON-062 - V1 Formato de Reporte de Prueba NeumáticaDocumento1 páginaF-CON-062 - V1 Formato de Reporte de Prueba NeumáticaRogerMachaD0% (1)
- Prueba HidrostaticaDocumento41 páginasPrueba HidrostaticaEdwin Collado FigueroaAún no hay calificaciones
- Reporte de Inspección NDT Medición de EspesoresDocumento20 páginasReporte de Inspección NDT Medición de Espesoresfartigas180Aún no hay calificaciones
- PR-03-006-OC Prueba Hidrostatica de TuberiaDocumento21 páginasPR-03-006-OC Prueba Hidrostatica de Tuberiacalidad TallerAún no hay calificaciones
- Procedimiento de Pruebas Hidrostaticas eDocumento12 páginasProcedimiento de Pruebas Hidrostaticas eDesdeAquiHastaAlla100% (2)
- Procedimiento Prueba Neumatica EC PCD 050Documento5 páginasProcedimiento Prueba Neumatica EC PCD 050Vicoq100% (1)
- Procedimiento de FlushingDocumento11 páginasProcedimiento de FlushingAnonymous Zu41pTciXG100% (2)
- Instalación de válvulas y aislamientos en sistemas de transporteDocumento36 páginasInstalación de válvulas y aislamientos en sistemas de transporteFreddy Roa100% (3)
- Curso Basico API 6dDocumento91 páginasCurso Basico API 6dAlvaro Anastacio Murillo100% (1)
- Plan de Isnpeccion y Ensayo TanquesDocumento4 páginasPlan de Isnpeccion y Ensayo TanquesTalca CalderónAún no hay calificaciones
- Unidad Viii - Prueba HidrostáticaDocumento40 páginasUnidad Viii - Prueba HidrostáticaSevero Hernández Jiménez100% (4)
- Cálculos Hidrostáticos TuberíaDocumento78 páginasCálculos Hidrostáticos Tuberíaeduardo67% (3)
- Inspección y prueba de válvulasDocumento16 páginasInspección y prueba de válvulasJavier Pineda100% (1)
- DG Gpasi It 00204 (Norma para Medir Espesores)Documento40 páginasDG Gpasi It 00204 (Norma para Medir Espesores)querero7100% (4)
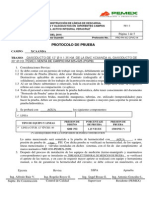
- Protocolo Pruebas HidrostaticaDocumento5 páginasProtocolo Pruebas HidrostaticaDiego SanchezAún no hay calificaciones
- Pruebas Hidrostaticas y Neumaticas A TubDocumento17 páginasPruebas Hidrostaticas y Neumaticas A TubEmanuelAún no hay calificaciones
- Get ContentDocumento11 páginasGet ContentViche CarsaAún no hay calificaciones
- Protocolo para Pruebas Hidrostaticas para Ductos de HidrocarburosDocumento5 páginasProtocolo para Pruebas Hidrostaticas para Ductos de Hidrocarburosgeny965809100% (1)
- Es-Inm-Ph-001 - Estandar de Pruebas Hidrostáticas y Neumáticas A Tuberías y VálvulasDocumento14 páginasEs-Inm-Ph-001 - Estandar de Pruebas Hidrostáticas y Neumáticas A Tuberías y VálvulasJoel PasacheAún no hay calificaciones
- Es-Inm-Ph-001 - Estandar de Pruebas Hidrostáticas y Neumáticas A Tuberías y VálvulasDocumento14 páginasEs-Inm-Ph-001 - Estandar de Pruebas Hidrostáticas y Neumáticas A Tuberías y VálvulasJoel PasacheAún no hay calificaciones
- Programación de ObraDocumento12 páginasProgramación de ObraHarold David Gil MuñozAún no hay calificaciones
- Matriz de Requisitos SGC PDFDocumento12 páginasMatriz de Requisitos SGC PDFAngel Molina Apaico100% (1)
- Actividad AA2-2Documento1 páginaActividad AA2-2harold david gil muñozAún no hay calificaciones
- ANEXO 2 Laboratorios CalibraciónDocumento11 páginasANEXO 2 Laboratorios CalibraciónHarold David Gil MuñozAún no hay calificaciones
- 047 Indicadores de Procesos SGC PDFDocumento2 páginas047 Indicadores de Procesos SGC PDFHarold David Gil MuñozAún no hay calificaciones
- ILAC MRA 2018 - Un mundo más seguroDocumento1 páginaILAC MRA 2018 - Un mundo más seguroHarold David Gil MuñozAún no hay calificaciones
- Implementación Del Sistema de Calidad en Laboratorios PDFDocumento62 páginasImplementación Del Sistema de Calidad en Laboratorios PDFJose Perez DicksonAún no hay calificaciones
- Serie P3000: Calibradores Neumáticos de Peso Muerto Modelo P3000Documento5 páginasSerie P3000: Calibradores Neumáticos de Peso Muerto Modelo P3000JGlobexAún no hay calificaciones
- Gráficos de Control de ShewhartDocumento10 páginasGráficos de Control de ShewhartIsrael_Sevilla_5558Aún no hay calificaciones
- Control estadístico de la calidad: gráficos de Shewhart y mejoraDocumento37 páginasControl estadístico de la calidad: gráficos de Shewhart y mejoraharold david gil muñozAún no hay calificaciones
- Tg-Maece 658 A473 PDFDocumento222 páginasTg-Maece 658 A473 PDFHarold David Gil MuñozAún no hay calificaciones
- La Guia MetAs 12 03 Estadisticas - de - Desempeno PDFDocumento13 páginasLa Guia MetAs 12 03 Estadisticas - de - Desempeno PDFSandro ChiliquingaAún no hay calificaciones
- Guía de buenas prácticas para cerveza artesanalDocumento24 páginasGuía de buenas prácticas para cerveza artesanalJuan Pendola CastilloAún no hay calificaciones
- ECA-MC-PT01 Proceso Transicion Norma 17025-2017 V01Documento6 páginasECA-MC-PT01 Proceso Transicion Norma 17025-2017 V01Miguel ValenciaAún no hay calificaciones
- Manual de CalidadDocumento10 páginasManual de CalidadHarold David Gil MuñozAún no hay calificaciones
- 36 41 1 PB PDFDocumento7 páginas36 41 1 PB PDFAldo Ivan Vargas PeñaAún no hay calificaciones
- Autoevaluacion Iso 17025Documento35 páginasAutoevaluacion Iso 17025Harold David Gil MuñozAún no hay calificaciones
- Cerveza ArtesanalDocumento110 páginasCerveza ArtesanalLuis Enrique Triana LandinezAún no hay calificaciones
- Incentivos TributariosDocumento41 páginasIncentivos TributariosHarold David Gil MuñozAún no hay calificaciones
- DOCUMENTODocumento6 páginasDOCUMENTOJESUSAA36Aún no hay calificaciones
- Formulación de Cervezas Artesanales para PrincipiantesDocumento33 páginasFormulación de Cervezas Artesanales para PrincipiantesBrenda SingAún no hay calificaciones
- Fundamentos de Instrumentacion y ControlDocumento137 páginasFundamentos de Instrumentacion y ControlJehiel AlvarezAún no hay calificaciones
- 36 41 1 PB PDFDocumento7 páginas36 41 1 PB PDFAldo Ivan Vargas PeñaAún no hay calificaciones
- Isoiec17025ppt 180824014929Documento62 páginasIsoiec17025ppt 180824014929Juan Pino EcheverríaAún no hay calificaciones
- Politica ENAC Intercomparciones PDFDocumento5 páginasPolitica ENAC Intercomparciones PDFHarold David Gil MuñozAún no hay calificaciones
- EstimacionDocumento38 páginasEstimacionMerly Llalliri FloresAún no hay calificaciones
- 22 26 1 PBDocumento10 páginas22 26 1 PBElPerrisAún no hay calificaciones
- Tratamiento de Valorea AtipicosDocumento38 páginasTratamiento de Valorea AtipicosHarold David Gil MuñozAún no hay calificaciones
- Protocolo de Torque 691-089Documento1 páginaProtocolo de Torque 691-089Juan SalinasAún no hay calificaciones
- Glosario y Terminología de Válvulas Valve ProDocumento74 páginasGlosario y Terminología de Válvulas Valve ProFelipe CarpioAún no hay calificaciones
- CPVC Cedula 80Documento2 páginasCPVC Cedula 80alfarero81-1Aún no hay calificaciones
- Controls: Manual de Funcionamiento Y MantenimientoDocumento47 páginasControls: Manual de Funcionamiento Y MantenimientoAndrea Rodríguez AmayaAún no hay calificaciones
- Manual GNCDocumento35 páginasManual GNCemarquez19Aún no hay calificaciones
- Wenlen Catalogo General EspDocumento77 páginasWenlen Catalogo General Espceiraola100% (1)
- ABS Bombas SumergiblesDocumento4 páginasABS Bombas SumergiblesDiohanic BustosAún no hay calificaciones
- Tipos y usos de válvulasDocumento40 páginasTipos y usos de válvulasHenry Wild67% (3)
- UNIONESACCESORIOSTUBERIADocumento12 páginasUNIONESACCESORIOSTUBERIAAvril Juas juasAún no hay calificaciones
- Protocolo Limpieza de Cañeria Con NitrogenoDocumento3 páginasProtocolo Limpieza de Cañeria Con NitrogenoJorge BaleaniAún no hay calificaciones
- Cruceros 5Documento29 páginasCruceros 5iruegas86Aún no hay calificaciones
- Accesorios tubería inox 304Documento8 páginasAccesorios tubería inox 304ll_fulo26Aún no hay calificaciones
- Separador de Tres FasesDocumento154 páginasSeparador de Tres FasesMiller Alexander Mora VargasAún no hay calificaciones
- Manual de Instrucciones BombaDocumento26 páginasManual de Instrucciones BombaAmed Valdivia CuadrosAún no hay calificaciones
- Pets-Instalacion Sanitaria - TasvegDocumento3 páginasPets-Instalacion Sanitaria - TasvegKevin Vergara IglesiasAún no hay calificaciones
- DECRETO 1 de Defensa de 1992 (Reglamento de Control de Contaminación Acuática)Documento30 páginasDECRETO 1 de Defensa de 1992 (Reglamento de Control de Contaminación Acuática)Mattia CasaliAún no hay calificaciones
- Valvulas AguaDocumento2 páginasValvulas AguaElvis Paico VasquezAún no hay calificaciones
- Catalogo DINATECNICA PDFDocumento32 páginasCatalogo DINATECNICA PDFEzequiel SalinasAún no hay calificaciones
- Dibujo e Instalaciones IndustrialesDocumento14 páginasDibujo e Instalaciones IndustrialesDewi CachoAún no hay calificaciones
- Memoria Descriptiva de PiscinaDocumento15 páginasMemoria Descriptiva de Piscinahyarasca100% (4)
- Transmiciones AutomaticasDocumento74 páginasTransmiciones AutomaticasTRINOCHM100% (1)
- Teoria Basica de Sistemas de Lubricación y Enfriamiento (PLANES API) Nuevo DefDocumento111 páginasTeoria Basica de Sistemas de Lubricación y Enfriamiento (PLANES API) Nuevo Defalejandramr89% (28)
- Pdvsa Ha - 211 - Pot Valvulas y Materiales para OleoductosDocumento76 páginasPdvsa Ha - 211 - Pot Valvulas y Materiales para Oleoductosejbiscardi100% (1)
- Instalación cubiertas fijas digestores - Especificaciones técnicasDocumento8 páginasInstalación cubiertas fijas digestores - Especificaciones técnicasJosue Emanuel Gavilanes BajañaAún no hay calificaciones
- ManómetrosDocumento21 páginasManómetrosAlcatraz del NorteAún no hay calificaciones
- Resumen de La Awwa c200Documento6 páginasResumen de La Awwa c200Luis CruzAún no hay calificaciones
- Procedimiento de FlushingDocumento10 páginasProcedimiento de FlushingJuan Eduardo PF100% (1)
- Juntas Industriales - 1 EdiciónDocumento235 páginasJuntas Industriales - 1 Edicióne.vicente.caballero100% (1)
- Franko Serie 1000 Válvula de AlivioDocumento13 páginasFranko Serie 1000 Válvula de AliviogabyAún no hay calificaciones
- Válvulas de contrapresión y alivio de presión para sistemas de dosificación de químicosDocumento8 páginasVálvulas de contrapresión y alivio de presión para sistemas de dosificación de químicosAnonymous GKTRypAún no hay calificaciones