También podría gustarte
- Mejora de métodos y tiempos de fabricaciónDe EverandMejora de métodos y tiempos de fabricaciónCalificación: 5 de 5 estrellas5/5 (2)
- Tarea Preparatoria Al Segundo Examen Parcial APOIIIDocumento6 páginasTarea Preparatoria Al Segundo Examen Parcial APOIIICesar Amilcar Chacón100% (1)
- Ejercicio de PracticaDocumento1 páginaEjercicio de PracticaWillis Arnol Iquiapaza DiazAún no hay calificaciones
- Tercer Parcial JalvarezDocumento5 páginasTercer Parcial JalvarezJessica Alvarez0% (1)
- Estimación de InventarioDocumento1 páginaEstimación de InventarioNora100% (1)
- Ejercicio de Redistribución Por ProcesosDocumento1 páginaEjercicio de Redistribución Por Procesoslaura selene zuñiga tovillaAún no hay calificaciones
- Gerencia de Operaciones4Documento2 páginasGerencia de Operaciones4chrisAún no hay calificaciones
- Ejercicion ProductividadDocumento8 páginasEjercicion ProductividadPilarAún no hay calificaciones
- Ejercicio-9.8 Libro Administración de La ProducciónDocumento3 páginasEjercicio-9.8 Libro Administración de La ProducciónJenny Isabel Moreno Plasencia67% (9)
- Tarea 2 PlaneacionDocumento9 páginasTarea 2 PlaneacionJulio Miguel Correa RodriguezAún no hay calificaciones
- Práctica 11 - Balance de LíneaDocumento15 páginasPráctica 11 - Balance de LíneaErnesto Vic Holg Quispe100% (2)
- Chad's Creative Concepts Diseña y Fabrica Muebles de MaderaDocumento2 páginasChad's Creative Concepts Diseña y Fabrica Muebles de MaderaCelsa JimenezAún no hay calificaciones
- 6th Central Pay Commission Salary CalculatorDocumento15 páginas6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Topografia 04Documento53 páginasTopografia 04IngriMonzón50% (2)
- Curso Básico de Econometría ClásicaDocumento173 páginasCurso Básico de Econometría Clásicabasura1985100% (2)
- Historia de La SimulaciónDocumento4 páginasHistoria de La SimulaciónEdgar CallerosAún no hay calificaciones
- Ford Fulkerson en MathematicaDocumento8 páginasFord Fulkerson en MathematicaCrimsonGlory123Aún no hay calificaciones
- Sesion 9. Estudios de Tiempos - Medicion y Muestreo de W IDocumento67 páginasSesion 9. Estudios de Tiempos - Medicion y Muestreo de W ILuis Delgado Perez67% (3)
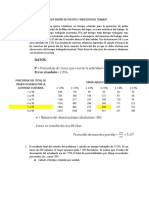
- Taller Diseño de Puestos y Medición Del TrabajoDocumento9 páginasTaller Diseño de Puestos y Medición Del TrabajoPablo PeñaAún no hay calificaciones
- Diagrama de precedencia y eficiencia de línea de ensambleDocumento2 páginasDiagrama de precedencia y eficiencia de línea de ensambleSharon GonzálesAún no hay calificaciones
- Tarea Servicios EmpresarialesDocumento14 páginasTarea Servicios EmpresarialesNelson Efrain Valdiviezo Andino100% (2)
- Resumen 2Documento26 páginasResumen 2JAVIER LINO ROJASAún no hay calificaciones
- Ing Metodos Ejercicios 1, 2 y 3Documento2 páginasIng Metodos Ejercicios 1, 2 y 3Ray AtocheAún no hay calificaciones
- Pco-Sem 13 MRP Dimensionamiento de LotesDocumento13 páginasPco-Sem 13 MRP Dimensionamiento de Loteskevin herreras muchaAún no hay calificaciones
- Ejemplos de Clase - ProductividadDocumento7 páginasEjemplos de Clase - ProductividadJULIANA ANDREA RINCON MUNOZAún no hay calificaciones
- Actividades Tema 2 ADMINISTRACION DE PROYECTOS - BRISAMAR - 193Z0133Documento15 páginasActividades Tema 2 ADMINISTRACION DE PROYECTOS - BRISAMAR - 193Z0133Alan VazquezAún no hay calificaciones
- Tarea 3 Estudio PDFDocumento21 páginasTarea 3 Estudio PDFVICTOR ALEXIS MIRAMONTES MENDOZAAún no hay calificaciones
- Balance de Lineas7 9Documento4 páginasBalance de Lineas7 9Ricardo MendezAún no hay calificaciones
- Primer ParcialDocumento3 páginasPrimer ParcialRomán ChanesAún no hay calificaciones
- Ensamblar armadura motoresDocumento5 páginasEnsamblar armadura motoresFernando Llanquinao CastroAún no hay calificaciones
- OrganizaciónDocumento5 páginasOrganizaciónJosé Miguel100% (1)
- Ejercicio #6 - TecnicasDocumento2 páginasEjercicio #6 - TecnicasWillington Daniel G. Briones100% (1)
- Ejercicios PERT-CPMDocumento14 páginasEjercicios PERT-CPMOscar MatematicaAún no hay calificaciones
- Entregable Final 13-05 - Leidy Jimenez - Ing. de Métodos. - Rev 2.Documento32 páginasEntregable Final 13-05 - Leidy Jimenez - Ing. de Métodos. - Rev 2.jose alvaAún no hay calificaciones
- Capitulo 4Documento47 páginasCapitulo 4Rocana FlavioAún no hay calificaciones
- Metodos de LocaliacionDocumento5 páginasMetodos de LocaliacionSamar MárquezAún no hay calificaciones
- Manufactura DeberDocumento3 páginasManufactura DeberAlex Pozo50% (2)
- Cálculo de inventario óptimo para compañía de segurosDocumento17 páginasCálculo de inventario óptimo para compañía de segurosGustavo Zari AldayAún no hay calificaciones
- Marcos Jose Duron Espinal - 4361502 - 0Documento21 páginasMarcos Jose Duron Espinal - 4361502 - 0MARCOS JOSE DURONAún no hay calificaciones
- A9.U4 PROBLEMAS DISTRIBUCIÓN Y LOCALIZACIÓN DE INSTALACIONESlistoDocumento20 páginasA9.U4 PROBLEMAS DISTRIBUCIÓN Y LOCALIZACIÓN DE INSTALACIONESlistoSofia Martin KuAún no hay calificaciones
- Ejercicios de productividad y eficiencia en procesos industrialesDocumento11 páginasEjercicios de productividad y eficiencia en procesos industrialesThaiss Alcalde MoralesAún no hay calificaciones
- Asignación Personal Célula TrabajoDocumento2 páginasAsignación Personal Célula TrabajoCarlos Cruz Madrid100% (1)
- VICENTE TITO, NICOLAS Gestión Financiera-Prueba de Entrada-2020-2Documento5 páginasVICENTE TITO, NICOLAS Gestión Financiera-Prueba de Entrada-2020-2JUNIOR DOMINGUEZ MARQUEZAún no hay calificaciones
- Aumentar productividad 20% con menos trabajadoresDocumento12 páginasAumentar productividad 20% con menos trabajadoresAdy Pic CassiopeiaAún no hay calificaciones
- Taller Semana 12 - Proceso Fabricacion Bienes y ServiciosDocumento4 páginasTaller Semana 12 - Proceso Fabricacion Bienes y ServiciosElJefe PfAún no hay calificaciones
- Apc - Tarea #04Documento5 páginasApc - Tarea #04Jimmy Arone SotoAún no hay calificaciones
- Punto de EquilibrioDocumento3 páginasPunto de EquilibrioPaul RiveraAún no hay calificaciones
- Ejercicios de Practica PDFDocumento7 páginasEjercicios de Practica PDFRoberto FernandezAún no hay calificaciones
- TACTICADocumento29 páginasTACTICAMaría Isabel De La CruzAún no hay calificaciones
- Trabajo 2 (Edison Barzallo)Documento8 páginasTrabajo 2 (Edison Barzallo)Eddy Barzallo UrgilesAún no hay calificaciones
- Tarea 7Documento6 páginasTarea 7AlmIta San Juan AguilarAún no hay calificaciones
- Proyecto FinalDocumento38 páginasProyecto FinalOsirisAún no hay calificaciones
- Ejercicios de productividad laboral y múltiple factoresDocumento11 páginasEjercicios de productividad laboral y múltiple factoresMicaela ZuritaAún no hay calificaciones
- ACME-net: Diagnóstico EstratégicoDocumento8 páginasACME-net: Diagnóstico EstratégicoKaren Liceth GAún no hay calificaciones
- Producción anual compañía concentradosDocumento14 páginasProducción anual compañía concentradosHenry Cruz67% (3)
- Practica 02Documento17 páginasPractica 02Valeria MendezAún no hay calificaciones
- Principios Adm Operaciones - Heizer Render - Cap 11S (Subcontratación) PDFDocumento18 páginasPrincipios Adm Operaciones - Heizer Render - Cap 11S (Subcontratación) PDFClaudia Villanueva PeñaAún no hay calificaciones
- Laboratorio 2Documento16 páginasLaboratorio 2Francisco Del CastilloAún no hay calificaciones
- Tarea Estudiounidad3Documento18 páginasTarea Estudiounidad3Joel VivancoAún no hay calificaciones
- Inv promedio ciclo planta taladrosDocumento9 páginasInv promedio ciclo planta taladrosalejandro ramirez100% (1)
- Ejercicio LocalizaciónDocumento11 páginasEjercicio LocalizaciónPaul Narvaez100% (1)
- Jose METODOSDocumento6 páginasJose METODOSJosé Carlos SuárezAún no hay calificaciones
- Desing of Good Services - En.esDocumento50 páginasDesing of Good Services - En.eshenry ochoa alvarezAún no hay calificaciones
- Cuestionario N°6 Ingenieria de MetodosDocumento5 páginasCuestionario N°6 Ingenieria de MetodosCarla Aleida FloresAún no hay calificaciones
- Resumen y PreguntasDocumento3 páginasResumen y PreguntasAndres OrdoñezAún no hay calificaciones
- Capacitación para ConductoresDocumento11 páginasCapacitación para ConductoresJames Alexander50% (2)
- Informe de visita técnica a Planta CEDALDocumento3 páginasInforme de visita técnica a Planta CEDALJames AlexanderAún no hay calificaciones
- Ingeniero Industrial James Bravo busca empleo en seguridad industrialDocumento13 páginasIngeniero Industrial James Bravo busca empleo en seguridad industrialJames AlexanderAún no hay calificaciones
- Cuestionario MECÁNICA CTDocumento9 páginasCuestionario MECÁNICA CTJames AlexanderAún no hay calificaciones
- Nomenclatura NeumaticoDocumento2 páginasNomenclatura NeumaticoJames AlexanderAún no hay calificaciones
- MANIFIESTODocumento4 páginasMANIFIESTOJames AlexanderAún no hay calificaciones
- Resultados - 02 Septiembre 2022Documento3 páginasResultados - 02 Septiembre 2022James AlexanderAún no hay calificaciones
- Curriculum Macas JoseDocumento2 páginasCurriculum Macas JoseJames AlexanderAún no hay calificaciones
- Tipo de Lonas para CamionesDocumento2 páginasTipo de Lonas para CamionesJames AlexanderAún no hay calificaciones
- Vehiculos EspecialesDocumento6 páginasVehiculos EspecialesJames AlexanderAún no hay calificaciones
- Informe de visita técnica a Planta CEDALDocumento3 páginasInforme de visita técnica a Planta CEDALJames AlexanderAún no hay calificaciones
- Manual de MantenimientoDocumento2 páginasManual de MantenimientoJames AlexanderAún no hay calificaciones
- RefrigeranteDocumento1 páginaRefrigeranteJames AlexanderAún no hay calificaciones
- Plan de Marketing (Investigación)Documento74 páginasPlan de Marketing (Investigación)James AlexanderAún no hay calificaciones
- Trabajo 1 Ev ProyectosDocumento1 páginaTrabajo 1 Ev ProyectosJames AlexanderAún no hay calificaciones
- Tesis GuiaDocumento134 páginasTesis GuiaJames AlexanderAún no hay calificaciones
- Marketing y Ventas P01T01Documento35 páginasMarketing y Ventas P01T01James AlexanderAún no hay calificaciones
- 8A - PLC - 1920 - Grupo05 - Proyecto01Documento17 páginas8A - PLC - 1920 - Grupo05 - Proyecto01James AlexanderAún no hay calificaciones
- Intrumentación IndustrialDocumento3 páginasIntrumentación IndustrialJames AlexanderAún no hay calificaciones
- Diseño de un dispensador de pintura automatizado para una empresa constructoraDocumento16 páginasDiseño de un dispensador de pintura automatizado para una empresa constructoraJames AlexanderAún no hay calificaciones
- Problemas Propuestos Clase 03Documento8 páginasProblemas Propuestos Clase 03James AlexanderAún no hay calificaciones
- Protocolo de Bioseguridad Sart.Documento10 páginasProtocolo de Bioseguridad Sart.James AlexanderAún no hay calificaciones
- Examen VIRTUAL P01EV01Documento5 páginasExamen VIRTUAL P01EV01James AlexanderAún no hay calificaciones
- Importancia Del TiempoDocumento3 páginasImportancia Del TiempoJames AlexanderAún no hay calificaciones
- Cronometro de Tiempos (Medición Del Trabajo)Documento4 páginasCronometro de Tiempos (Medición Del Trabajo)James AlexanderAún no hay calificaciones
- Marketing y Ventas P01T01Documento35 páginasMarketing y Ventas P01T01James AlexanderAún no hay calificaciones
- Componentes de Los Sistemas AutomatizadosDocumento11 páginasComponentes de Los Sistemas AutomatizadosWilmer Sayas LidueñasAún no hay calificaciones
- Sesion 4 de Cálculo 5to SecDocumento12 páginasSesion 4 de Cálculo 5to SecEdwin Nolberto100% (1)
- Manual - U2 - Geometría DescriptivaDocumento62 páginasManual - U2 - Geometría DescriptivaitaloAún no hay calificaciones
- Probabilidad: Definición, cálculo y ejemplosDocumento8 páginasProbabilidad: Definición, cálculo y ejemplosLaura Valentina Moreno SalinasAún no hay calificaciones
- Unidad 3 Control de Calidad en LineaDocumento11 páginasUnidad 3 Control de Calidad en LineaAny F. Vásquez50% (4)
- EL Manejo de La DiscalculiaDocumento13 páginasEL Manejo de La DiscalculiaLiceth Herrera MartinezAún no hay calificaciones
- Aritmética 13Documento4 páginasAritmética 13Oswaldo Aguirre MendozaAún no hay calificaciones
- Guia Trabajos Prácticos #1,2 y 3Documento32 páginasGuia Trabajos Prácticos #1,2 y 3AntonellaAún no hay calificaciones
- Cartilla TrigonometriaDocumento20 páginasCartilla TrigonometriaRosa SilvaAún no hay calificaciones
- Cuadernillo 16PFDocumento11 páginasCuadernillo 16PFsolutions4familyAún no hay calificaciones
- Expo IMARPE ModelosDocumento33 páginasExpo IMARPE ModelosNando CabanillasAún no hay calificaciones
- Conclusiones Descriptivas de La Comptetencia-Iii CicloDocumento6 páginasConclusiones Descriptivas de La Comptetencia-Iii CicloAna Ramos Rojas100% (2)
- LAY DE Gay Lussac FISICOQUIMICADocumento16 páginasLAY DE Gay Lussac FISICOQUIMICAjhoniAún no hay calificaciones
- G7 Taller9Documento3 páginasG7 Taller9Carmen MartínezAún no hay calificaciones
- Controlar Datos en Buffer en Visual FoxPro 2012Documento4 páginasControlar Datos en Buffer en Visual FoxPro 2012Jovanni EnriquezAún no hay calificaciones
- Actividad 2 MCDocumento17 páginasActividad 2 MCMiquelina IzarraAún no hay calificaciones
- Ecuaciones Basicas de Segundo Grado.Documento2 páginasEcuaciones Basicas de Segundo Grado.santiago sullcaAún no hay calificaciones
- Taller de Propiedades de La PotenciacionDocumento3 páginasTaller de Propiedades de La PotenciacionAlfredo Botina CruzAún no hay calificaciones
- Libro Elite - 2019 - Tareas Domiciliarias - Geometria - CepreuniDocumento58 páginasLibro Elite - 2019 - Tareas Domiciliarias - Geometria - CepreuniArturo Rubén Lozano Pérez0% (1)
- Ig 3.2.B Analisis Detallado de Las Seis Fuerzas Del Sector de Actividad (Porter)Documento7 páginasIg 3.2.B Analisis Detallado de Las Seis Fuerzas Del Sector de Actividad (Porter)Monica GalindezAún no hay calificaciones
- C# Temas investigación lenguaje programaciónDocumento8 páginasC# Temas investigación lenguaje programaciónAndreaMelissaGarridoAún no hay calificaciones
- Ejercicios de Referencias, Gráficos Y Fórmulas en ExcelDocumento8 páginasEjercicios de Referencias, Gráficos Y Fórmulas en ExcelGustavo Adolfo AlvarezAún no hay calificaciones
- Articulo de Lab de FQ2Documento9 páginasArticulo de Lab de FQ2lizdannyAún no hay calificaciones
- Folder ComputoDocumento15 páginasFolder ComputoJoseline Avilés ReyesAún no hay calificaciones
- Repartido de Ejercicios TRABAJO Y ENERGÍA: Liceo San Felipe y SantiagoDocumento5 páginasRepartido de Ejercicios TRABAJO Y ENERGÍA: Liceo San Felipe y SantiagoAlex VelozAún no hay calificaciones
- Ingenieria Fluvial Cap 3Documento16 páginasIngenieria Fluvial Cap 3Joel Christian Soto LeonAún no hay calificaciones
- Clase Matematicas 1 - Unidades y DecenasDocumento2 páginasClase Matematicas 1 - Unidades y DecenasDana MeloAún no hay calificaciones