También podría gustarte
- Lineamientos Generales de Procura y AbastecimientoDocumento28 páginasLineamientos Generales de Procura y AbastecimientoJuan Pablo Casillas López100% (3)
- EMBUTIDODocumento45 páginasEMBUTIDOIkky JqAún no hay calificaciones
- Cuaderno de Evidencias Español Resuelto 2022 Infinita PrimariaDocumento50 páginasCuaderno de Evidencias Español Resuelto 2022 Infinita PrimariaKelly CRUZ PEREZ80% (5)
- Calculos para Diseño de TroquelesDocumento11 páginasCalculos para Diseño de TroquelesGioRi Marco Aurelio67% (3)
- Ejer Cici OsDocumento5 páginasEjer Cici OsRaul Garcia Candia0% (2)
- Ejercicios sobre elasticidad y resistencia de materialesDe EverandEjercicios sobre elasticidad y resistencia de materialesAún no hay calificaciones
- EmbutidoDocumento11 páginasEmbutidoAldair Hernandez Santos100% (1)
- CAP.2 UNIONES REMACHADAS - TeoriaDocumento15 páginasCAP.2 UNIONES REMACHADAS - TeoriaCarlos Alberto RodriguezAún no hay calificaciones
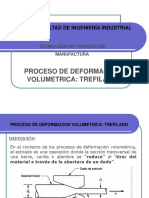
- Trefilado 20222Documento14 páginasTrefilado 20222Alex Fv100% (1)
- Informe Final Molino de BolasDocumento80 páginasInforme Final Molino de Bolaswampxx75% (4)
- Informe 05 EMBUTIDODocumento22 páginasInforme 05 EMBUTIDOSandra Mirella Toribio RodriguezAún no hay calificaciones
- Hormigón armado. Tomo II - 2.a edición: Introducción a nueva norma CIRSOC 201/05 A.C.I. 318De EverandHormigón armado. Tomo II - 2.a edición: Introducción a nueva norma CIRSOC 201/05 A.C.I. 318Calificación: 4.5 de 5 estrellas4.5/5 (2)
- Elementos de unión y sujeciónDocumento112 páginasElementos de unión y sujeciónPunta De Lobos VisionsurfAún no hay calificaciones
- EMBUTIDODocumento23 páginasEMBUTIDOOsman Ureta CalixtoAún no hay calificaciones
- Comunicación OralDocumento4 páginasComunicación OralJonathan CehezAún no hay calificaciones
- Previo 6 Embutido y ForjadoDocumento6 páginasPrevio 6 Embutido y ForjadoKendrick TeodorAún no hay calificaciones
- Peralte Efectivo A CompresiónDocumento3 páginasPeralte Efectivo A CompresiónAlejandra CuevaAún no hay calificaciones
- EMBUTIDODocumento31 páginasEMBUTIDOWilson OrlandoAún no hay calificaciones
- Previo Embutido y CaldereriaDocumento7 páginasPrevio Embutido y CaldereriaPiero Pisfil PuiconAún no hay calificaciones
- 2022-I Deformacion PlasticaDocumento52 páginas2022-I Deformacion PlasticaDiegoAún no hay calificaciones
- Informe Deformacion PlasticaDocumento43 páginasInforme Deformacion PlasticaElizabethAún no hay calificaciones
- Deformacion PlasticaDocumento52 páginasDeformacion PlasticaLeugim Escalante LLanosAún no hay calificaciones
- Embutido-40Documento7 páginasEmbutido-40Alex LahulietAún no hay calificaciones
- 6 EmbuticiónDocumento57 páginas6 EmbuticiónAlvaro ReyesAún no hay calificaciones
- EMBUTIDODocumento7 páginasEMBUTIDOManuel Vazquez MAún no hay calificaciones
- Procesos de manufactura en embutido y laminadoDocumento15 páginasProcesos de manufactura en embutido y laminadoEmanuel LuzaAún no hay calificaciones
- Aplicación Del Modelado A Los Procesos de Conformado MecánicoDocumento15 páginasAplicación Del Modelado A Los Procesos de Conformado MecánicoMonte VelazquezAún no hay calificaciones
- EmbutidoDocumento9 páginasEmbutidoSergio BallestasAún no hay calificaciones
- Informe de SiderurgiaDocumento22 páginasInforme de SiderurgiaDiego Gavino RomeroAún no hay calificaciones
- Formado de Metales CUESTIONARIODocumento5 páginasFormado de Metales CUESTIONARIOMiguel Angel BlakeAún no hay calificaciones
- Deformacion Plastica 2010 - 2Documento15 páginasDeformacion Plastica 2010 - 2Dick RiosAún no hay calificaciones
- Trefilado 20200Documento14 páginasTrefilado 20200Cristian Daniel Coral Sánchez100% (1)
- Tema 17-Estampado en Frío de La Chapa - 3º Parte 2021Documento15 páginasTema 17-Estampado en Frío de La Chapa - 3º Parte 2021Silvina RamosAún no hay calificaciones
- REMACHADODocumento38 páginasREMACHADOLhiz SCAún no hay calificaciones
- Embutido 20201Documento16 páginasEmbutido 20201Cristian Daniel Coral SánchezAún no hay calificaciones
- Clase #4-1 Embutido y RepulsadoDocumento34 páginasClase #4-1 Embutido y RepulsadoQpaso MMGVoAún no hay calificaciones
- Pdfde Deformacion VolumetricaDocumento18 páginasPdfde Deformacion VolumetricaRafita GaiborAún no hay calificaciones
- Presentacion 5Documento21 páginasPresentacion 5Sebastian Leon CarvajalAún no hay calificaciones
- 123Documento10 páginas123franco marcoAún no hay calificaciones
- Informe de EmbutidoDocumento10 páginasInforme de Embutidothania valdiviaAún no hay calificaciones
- Falla Por AdherenciaDocumento3 páginasFalla Por AdherenciaElquin CarvajalAún no hay calificaciones
- Propiedades de La Roca Que Afectan La PerforaciónDocumento40 páginasPropiedades de La Roca Que Afectan La PerforaciónDinoYancachajlla100% (1)
- EmbutidoDocumento17 páginasEmbutidoCruz RodriguezAún no hay calificaciones
- Extremos de RecipientesDocumento51 páginasExtremos de RecipientesLiz GonzálezAún no hay calificaciones
- EMBUTIDODocumento26 páginasEMBUTIDOIkky JqAún no hay calificaciones
- Esfuerzos en Tornillos de Potencia PDFDocumento15 páginasEsfuerzos en Tornillos de Potencia PDFPedro DiazAún no hay calificaciones
- (Microsoft Word - Piezas de Mad A FlexiDocumento7 páginas(Microsoft Word - Piezas de Mad A FlexiLucila Isaac OjedaAún no hay calificaciones
- Trabajo Practico 3Documento14 páginasTrabajo Practico 3PriscilaAún no hay calificaciones
- Falla Por AdherenciaDocumento3 páginasFalla Por Adherencialorenitag21Aún no hay calificaciones
- Diseño de RevestidoresDocumento65 páginasDiseño de RevestidoresCarlos100% (1)
- Pernos y RemachesDocumento8 páginasPernos y RemachesJhojani Mantari100% (1)
- Fuerza Externa ComplementoDocumento3 páginasFuerza Externa ComplementoGrey Kelly Marquez100% (1)
- Curso ExplosivosDocumento23 páginasCurso ExplosivosGunther Delgado AlvaAún no hay calificaciones
- 4 Informe de Laboratorio de ProcesosDocumento41 páginas4 Informe de Laboratorio de ProcesosBrian Doyle100% (3)
- Ensayos mecánicos materialesDocumento19 páginasEnsayos mecánicos materialesCristinaAún no hay calificaciones
- Ejer Cici OsDocumento4 páginasEjer Cici OsMANUEL ALEJANDRO PARDO MONTENEGROAún no hay calificaciones
- Proceso de ExtrucciónDocumento18 páginasProceso de ExtrucciónRoberto PortilloAún no hay calificaciones
- Qué es una chaveta? Guía completaDocumento3 páginasQué es una chaveta? Guía completaCristian Gallegos MuñozAún no hay calificaciones
- Central Térmica Termosolar de 30 MWDocumento34 páginasCentral Térmica Termosolar de 30 MWDanny AxelAún no hay calificaciones
- Informe 5Documento15 páginasInforme 5Danny AxelAún no hay calificaciones
- Martinez V PDFDocumento103 páginasMartinez V PDFFernando FreireAún no hay calificaciones
- Declaracion Jurada - BachillerDocumento1 páginaDeclaracion Jurada - BachillerDanny AxelAún no hay calificaciones
- Compresores en Dos Etapas Terminado 2Documento27 páginasCompresores en Dos Etapas Terminado 2Danny AxelAún no hay calificaciones
- Lab 3. Informe 5Documento20 páginasLab 3. Informe 5Danny AxelAún no hay calificaciones
- Firma de Convenio de Practicas Pre ProfesionalesDocumento1 páginaFirma de Convenio de Practicas Pre ProfesionalesDanny AxelAún no hay calificaciones
- GNV 7Documento24 páginasGNV 7Jhony AlbornozAún no hay calificaciones
- Linea de InfluenciaDocumento14 páginasLinea de InfluenciaDanny AxelAún no hay calificaciones
- Pre SupuestoDocumento1 páginaPre SupuestoDanny AxelAún no hay calificaciones
- CaratulaDocumento1 páginaCaratulaDanny AxelAún no hay calificaciones
- Nelson Osorio Marín - Alguien Recogerá Mis RemosDocumento312 páginasNelson Osorio Marín - Alguien Recogerá Mis RemosJhon H López100% (1)
- Tabla de Durbin WatsonDocumento18 páginasTabla de Durbin WatsonAnonymous QmMrcdFAún no hay calificaciones
- Informe Dia Paita La TortugaDocumento15 páginasInforme Dia Paita La TortugaYuri Gary Parodi RamirezAún no hay calificaciones
- Probabilidad 2Documento10 páginasProbabilidad 2Edgar Augusto Rodriguez Rodriguez100% (1)
- Modelo ServqualDocumento3 páginasModelo ServqualКарлос МетрAún no hay calificaciones
- A Programa Del Curso Contabilidad II 2015Documento2 páginasA Programa Del Curso Contabilidad II 2015yener1Aún no hay calificaciones
- Piensa Como Un GanadorDocumento8 páginasPiensa Como Un GanadorJuan CastleAún no hay calificaciones
- Liceo Bolivariano Matemáticas 2017Documento4 páginasLiceo Bolivariano Matemáticas 2017Genesis Rodriguez RodriguezAún no hay calificaciones
- UNIDAD 1 Evaluación y Formulación de ProyectosDocumento6 páginasUNIDAD 1 Evaluación y Formulación de ProyectosJosé Gregorio Romero De La RosaAún no hay calificaciones
- Ecuaciones DiferencialesDocumento5 páginasEcuaciones DiferencialesJuLio GarciaAún no hay calificaciones
- La Angustia, La Inmediatez, El Tiempo - Santiago UbietoDocumento38 páginasLa Angustia, La Inmediatez, El Tiempo - Santiago UbietoAntonio ViñualesAún no hay calificaciones
- Cuestionario 1 de AlturasDocumento5 páginasCuestionario 1 de AlturasRodrigo ToroAún no hay calificaciones
- Presion de Vapor y Tension SuperficialDocumento9 páginasPresion de Vapor y Tension SuperficialValentina SantosAún no hay calificaciones
- Enfermeria ClinicaDocumento27 páginasEnfermeria Clinicamiriam ormeoAún no hay calificaciones
- Representando cantidades de tres cifrasDocumento9 páginasRepresentando cantidades de tres cifrasRosario CalloAún no hay calificaciones
- Taller de Repaso Geometria Grado Quinto Tercer Periodo 2013Documento3 páginasTaller de Repaso Geometria Grado Quinto Tercer Periodo 2013carolote250% (2)
- La TemperaturaDocumento3 páginasLa TemperaturamaryAún no hay calificaciones
- TrabDocumento7 páginasTrabjenniferAún no hay calificaciones
- Estadistica ProbabilidadDocumento3 páginasEstadistica Probabilidadyahir salazarAún no hay calificaciones
- La Politica Exterior de Los Estados - Calduch, RDocumento33 páginasLa Politica Exterior de Los Estados - Calduch, RAndres Valera RuizAún no hay calificaciones
- Plan de Desarrollo de SoftwareDocumento14 páginasPlan de Desarrollo de SoftwareJonathan Muñoz Aleman100% (8)
- Sociologia Familia VenezolanaDocumento29 páginasSociologia Familia Venezolanamauribeth zerpa100% (1)
- Taller Recuperacion OctavoDocumento2 páginasTaller Recuperacion OctavoVictor Alfonso Ramirez Perdomo100% (1)
- Trabajo 2 (28-01) Proceso Político Administrativo de Venezuela 1830-1899Documento8 páginasTrabajo 2 (28-01) Proceso Político Administrativo de Venezuela 1830-1899jhainer15Aún no hay calificaciones
- Binivel 3 U1 Quinto AlumnoDocumento30 páginasBinivel 3 U1 Quinto AlumnoRodrigo Ivan Elizalde CifuentesAún no hay calificaciones
- Tarea Sociologia General y Juridico Tema IIDocumento5 páginasTarea Sociologia General y Juridico Tema IIAnonymous axL70IwAún no hay calificaciones
- Metodo de La Ruta Mas CortaDocumento27 páginasMetodo de La Ruta Mas Cortajefrey545Aún no hay calificaciones