También podría gustarte
- Functional Composite Materials: Manufacturing Technology and Experimental ApplicationDe EverandFunctional Composite Materials: Manufacturing Technology and Experimental ApplicationAún no hay calificaciones
- Che Do Cat1Documento7 páginasChe Do Cat1Giang Hoai VuAún no hay calificaciones
- Manual of Engineering Drawing: British and International StandardsDe EverandManual of Engineering Drawing: British and International StandardsCalificación: 3.5 de 5 estrellas3.5/5 (4)
- Surface Roughness Perfection by CAM InterpolationsDocumento14 páginasSurface Roughness Perfection by CAM InterpolationsEl Bechir MsaddekAún no hay calificaciones
- Surface Roughness Analysis in Milling Machining Using Design of ExperimentDocumento9 páginasSurface Roughness Analysis in Milling Machining Using Design of Experiment21P410 - VARUN MAún no hay calificaciones
- A Genetic Algorithmic Approach For Optimization of Surface Roughness Prediction Model 2002 International Journal of Machine Tools and ManufactureDocumento6 páginasA Genetic Algorithmic Approach For Optimization of Surface Roughness Prediction Model 2002 International Journal of Machine Tools and ManufactureBlancaliz HigashinoAún no hay calificaciones
- A Review On Machining Parameters Influencing The Responses On CNC: An Optimization TechniqueDocumento8 páginasA Review On Machining Parameters Influencing The Responses On CNC: An Optimization TechniquebalajimetturAún no hay calificaciones
- 2 67 1588140711 16ijmperdjun202016Documento10 páginas2 67 1588140711 16ijmperdjun202016TJPRC PublicationsAún no hay calificaciones
- Karpuschewski 2018 IOP Conf. Ser. Mater. Sci. Eng. 448 012056Documento12 páginasKarpuschewski 2018 IOP Conf. Ser. Mater. Sci. Eng. 448 012056Chiheb BaAún no hay calificaciones
- Nataraj An 2011Documento9 páginasNataraj An 2011amsubra8874Aún no hay calificaciones
- Ijmer 46064551 PDFDocumento7 páginasIjmer 46064551 PDFIJMERAún no hay calificaciones
- Prediction of Surface Roughness of End Milling Operation Using Genetic AlgorithmDocumento15 páginasPrediction of Surface Roughness of End Milling Operation Using Genetic AlgorithmDr. Mahesh GopalAún no hay calificaciones
- Measurement: Ashvin J. Makadia, J.I. NanavatiDocumento9 páginasMeasurement: Ashvin J. Makadia, J.I. Nanavatiamalendu_biswas_1Aún no hay calificaciones
- Effect of Cutting Parameters On Surface Residual Stresses in Dry Turning of AISI 1035 AlloyDocumento12 páginasEffect of Cutting Parameters On Surface Residual Stresses in Dry Turning of AISI 1035 Alloy賴炫翰Aún no hay calificaciones
- Effect of Drilling Parameters On Surface Roughness, Tool Wear, Material Removal Rate and Hole Diameter Error in Drilling of OhnsDocumento6 páginasEffect of Drilling Parameters On Surface Roughness, Tool Wear, Material Removal Rate and Hole Diameter Error in Drilling of Ohnsistyawan priyahapsaraAún no hay calificaciones
- Dry Milling Optimization for Surface RoughnessDocumento11 páginasDry Milling Optimization for Surface RoughnessWAHYU DWI LESTARIAún no hay calificaciones
- Optimization of Cutting Parameters in CNC Turning: Harish Kumar, Mohd. Abbas, Dr. Aas Mohammad, Hasan Zakir JafriDocumento4 páginasOptimization of Cutting Parameters in CNC Turning: Harish Kumar, Mohd. Abbas, Dr. Aas Mohammad, Hasan Zakir JafriShakeel RanaAún no hay calificaciones
- Optimization of CNC Turning Process Parameters On ALUMINIUM 6061 Using Response Surface MethodologyDocumento7 páginasOptimization of CNC Turning Process Parameters On ALUMINIUM 6061 Using Response Surface MethodologybalajimetturAún no hay calificaciones
- Art 3A10.1007 2Fs00170 016 9699 5 - 2Documento18 páginasArt 3A10.1007 2Fs00170 016 9699 5 - 2ankan_papuAún no hay calificaciones
- Optimization of Process Parameters of CNC Milling: International Journal of Advance Research and InnovationDocumento5 páginasOptimization of Process Parameters of CNC Milling: International Journal of Advance Research and InnovationAbdullah Raghib SiddiquiAún no hay calificaciones
- An Integrated Study of Surface RoughnessDocumento10 páginasAn Integrated Study of Surface Roughnessvu tranAún no hay calificaciones
- Paper ShobraDocumento15 páginasPaper ShobrapatigovAún no hay calificaciones
- Ijest NG Vol3 No8 pp102 109Documento8 páginasIjest NG Vol3 No8 pp102 109Mohammad Rikzam KamalAún no hay calificaciones
- 10 5267@j Ijiec 2017 8 002Documento20 páginas10 5267@j Ijiec 2017 8 002chaib boudabAún no hay calificaciones
- 2019-Analysis and Modeling of Surface Roughness BasedDocumento5 páginas2019-Analysis and Modeling of Surface Roughness BasedLucas Bonino SilvaAún no hay calificaciones
- Original ResearchDocumento6 páginasOriginal ResearchbalajimetturAún no hay calificaciones
- Machines 1Documento12 páginasMachines 1sharri_myidtr11Aún no hay calificaciones
- Prediction of Thrust Force and Cutting Torque in D PDFDocumento12 páginasPrediction of Thrust Force and Cutting Torque in D PDFmont21Aún no hay calificaciones
- Litrature ReviewDocumento9 páginasLitrature ReviewJyothendra Pavan DamarlaAún no hay calificaciones
- 1 s2.0 S1526612521006551 MainDocumento10 páginas1 s2.0 S1526612521006551 MainIyan MehmoodAún no hay calificaciones
- Metals: Modelling Surface Roughness in The Function of Torque When DrillingDocumento15 páginasMetals: Modelling Surface Roughness in The Function of Torque When DrillingvinayakAún no hay calificaciones
- Prediction of Delamination in End Milling of GFRP Using ANSYSDocumento8 páginasPrediction of Delamination in End Milling of GFRP Using ANSYSVinicius PetrucciAún no hay calificaciones
- IJAMT-Leonardo Precision D2Documento9 páginasIJAMT-Leonardo Precision D2Faizan MuhammadAún no hay calificaciones
- Analysis On Surface Roughness of Different Materials in CNC Turning OperationDocumento13 páginasAnalysis On Surface Roughness of Different Materials in CNC Turning OperationManoj Kumar SAún no hay calificaciones
- Research Article: Optimization of Surface Roughness in Drilling Medium-Density Fiberboard With A Parallel RobotDocumento8 páginasResearch Article: Optimization of Surface Roughness in Drilling Medium-Density Fiberboard With A Parallel RobotyitayalAún no hay calificaciones
- WWW_ijrea_comDocumento8 páginasWWW_ijrea_comudataashutoshAún no hay calificaciones
- Acayaba 2015Documento6 páginasAcayaba 2015Azaath AzuAún no hay calificaciones
- Prediction of Surface Roughness in Abrasive Waterjet Machining of Particle Reinforced Mmcs Using Genetic Expression ProgrammingDocumento14 páginasPrediction of Surface Roughness in Abrasive Waterjet Machining of Particle Reinforced Mmcs Using Genetic Expression Programmingkshastry72Aún no hay calificaciones
- Surface RoughnessDocumento10 páginasSurface RoughnessMarco AsensioAún no hay calificaciones
- Effect of Process Parameters On Surface Roughness of Cylindrical Grinding Process On Ohns (Aisi 0-1) Steel Rounds Using ANOVADocumento6 páginasEffect of Process Parameters On Surface Roughness of Cylindrical Grinding Process On Ohns (Aisi 0-1) Steel Rounds Using ANOVAsureshkumarAún no hay calificaciones
- Results in EngineeringDocumento9 páginasResults in EngineeringEgehan ÜnalAún no hay calificaciones
- Modelling and Optimization of The Surface Roughness in The Dry Turning of The Cold Rolled Alloyed Steel Using Regression AnalysisDocumento8 páginasModelling and Optimization of The Surface Roughness in The Dry Turning of The Cold Rolled Alloyed Steel Using Regression Analysisமு அஜய்குமார்Aún no hay calificaciones
- Wear Analysis of Multi Point Milling Cutter using FEADocumento8 páginasWear Analysis of Multi Point Milling Cutter using FEAAravindkumarAún no hay calificaciones
- Materials Today: Proceedings: J. Yadu Krishnan, S. Poorna Sundar, L. Karthikeyan, C. Veera Ajay, K. ManisekarDocumento6 páginasMaterials Today: Proceedings: J. Yadu Krishnan, S. Poorna Sundar, L. Karthikeyan, C. Veera Ajay, K. ManisekarMat EnriqueAún no hay calificaciones
- Effect of Printing Orientation, Density, and Filler Pattern on Compressive Performance of 3D Printed ABSDocumento11 páginasEffect of Printing Orientation, Density, and Filler Pattern on Compressive Performance of 3D Printed ABSdavid friasAún no hay calificaciones
- Optimization of CNC Turning Process Parameters On ALUMINIUM 6061 Using Genetic AlgorithmDocumento4 páginasOptimization of CNC Turning Process Parameters On ALUMINIUM 6061 Using Genetic AlgorithmDr. Mahesh GopalAún no hay calificaciones
- An Investigation of Optimum Cutting Conditions in Face Milling Aluminum 7075-t6 Using Design of ExperimentDocumento11 páginasAn Investigation of Optimum Cutting Conditions in Face Milling Aluminum 7075-t6 Using Design of ExperimentMukund PatelAún no hay calificaciones
- Email:, ,: Amel - Chabbi@yahoo - FR Belhadi23@Documento34 páginasEmail:, ,: Amel - Chabbi@yahoo - FR Belhadi23@Is Lem ChaouiAún no hay calificaciones
- A Study of The Effects of Machining Parameters On Surface Roughness Using Response Surface MethodDocumento12 páginasA Study of The Effects of Machining Parameters On Surface Roughness Using Response Surface MethodIAEME Publication100% (1)
- 2 67 1583232618 25ijmperdapr202025Documento12 páginas2 67 1583232618 25ijmperdapr202025TJPRC PublicationsAún no hay calificaciones
- RK Bhushan 1Documento14 páginasRK Bhushan 1rrathoreAún no hay calificaciones
- Optimization of Machining Parameters in CNC Turning Using Firefly AlgorithmDocumento6 páginasOptimization of Machining Parameters in CNC Turning Using Firefly AlgorithmElakkiya KarthicAún no hay calificaciones
- Investigation On MRR and RA of Surface Grinding On EN31Documento8 páginasInvestigation On MRR and RA of Surface Grinding On EN31Innovative Research PublicationsAún no hay calificaciones
- 03 - Surface Roughness Analysis in Finishing End-Milling of Duplex Stainless Steel UNS S32205Documento10 páginas03 - Surface Roughness Analysis in Finishing End-Milling of Duplex Stainless Steel UNS S32205Gustavo Rocha de QueirozAún no hay calificaciones
- 152 S 851 PDFDocumento7 páginas152 S 851 PDFDarling RajAún no hay calificaciones
- En 9paper1Documento6 páginasEn 9paper1Stuart BroadAún no hay calificaciones
- Correlation Among The Cutting Parameters, Surface Roughness and Cutting Forces in Turning Process by Experimental StudiesDocumento6 páginasCorrelation Among The Cutting Parameters, Surface Roughness and Cutting Forces in Turning Process by Experimental StudiesSurendra ShekhawatAún no hay calificaciones
- Hamdan2011 PDFDocumento11 páginasHamdan2011 PDFSivi KarudijanAún no hay calificaciones
- Tool WearDocumento13 páginasTool Wearsakthistory1922Aún no hay calificaciones
- Journal Paper 2Documento13 páginasJournal Paper 2viswanand2203Aún no hay calificaciones
- Assignment / Tugasan - Mathematics For ManagementDocumento7 páginasAssignment / Tugasan - Mathematics For ManagementKetz NKAún no hay calificaciones
- Optimizing Planetary Gear Design for Load DistributionDocumento17 páginasOptimizing Planetary Gear Design for Load DistributionANURAAG AAYUSHAún no hay calificaciones
- ME 171 SyllabusDocumento7 páginasME 171 SyllabusLucas Penalva Costa SerraAún no hay calificaciones
- Application of Modified Euler's Method in Obtaining Numerical Solution of Swing EquationDocumento7 páginasApplication of Modified Euler's Method in Obtaining Numerical Solution of Swing EquationijsretAún no hay calificaciones
- Mastering Sequences & SeriesDocumento2 páginasMastering Sequences & SeriesCristina CotraAún no hay calificaciones
- Lecture 22Documento6 páginasLecture 22Rainesius DohlingAún no hay calificaciones
- I Can Statements - 4th Grade CC Math - NBT - Numbers and Operations in Base Ten Polka DotsDocumento13 páginasI Can Statements - 4th Grade CC Math - NBT - Numbers and Operations in Base Ten Polka DotsbrunerteachAún no hay calificaciones
- Rr210501 Discrete Structures and Graph TheoryDocumento6 páginasRr210501 Discrete Structures and Graph TheorySrinivasa Rao GAún no hay calificaciones
- Data Exploration in Python PDFDocumento1 páginaData Exploration in Python PDFTuncay SakaogluAún no hay calificaciones
- Database Systems COMP-213: By: Shahid M HmoodDocumento46 páginasDatabase Systems COMP-213: By: Shahid M HmoodTranceAún no hay calificaciones
- EGA Revisited: Key Concepts in Grothendieck's Foundational WorkDocumento50 páginasEGA Revisited: Key Concepts in Grothendieck's Foundational WorkTomás CampoAún no hay calificaciones
- Chapter 1ADocumento35 páginasChapter 1ASandip GaikwadAún no hay calificaciones
- 9abs304-Probability & StatisticsDocumento5 páginas9abs304-Probability & StatisticssivabharathamurthyAún no hay calificaciones
- 590 3D Geometry::i+3+ 2k) + Sei+2j+ KDocumento16 páginas590 3D Geometry::i+3+ 2k) + Sei+2j+ KnaboryclesatomAún no hay calificaciones
- SAS Certification Practice Exam - Base ProgrammingDocumento18 páginasSAS Certification Practice Exam - Base ProgrammingArvind Shukla100% (1)
- Handbook of Operational Amplifier ApplicationsDocumento94 páginasHandbook of Operational Amplifier Applicationshermiit89% (9)
- The Cricket Winner Prediction With Applications of ML and Data AnalyticsDocumento18 páginasThe Cricket Winner Prediction With Applications of ML and Data AnalyticsMuhammad SwalihAún no hay calificaciones
- Nigel Warburton - Cum Sa Gandim Corect Si EficientDocumento221 páginasNigel Warburton - Cum Sa Gandim Corect Si EficientRoxanita RoxAún no hay calificaciones
- 9789533073248UWBTechnologiesDocumento454 páginas9789533073248UWBTechnologiesConstantin PişteaAún no hay calificaciones
- Mangaldan Distric Ii Pogo-Palua Elementary School: ND RDDocumento3 páginasMangaldan Distric Ii Pogo-Palua Elementary School: ND RDFlordeliza Manaois RamosAún no hay calificaciones
- Xtxtset PDFDocumento13 páginasXtxtset PDFhoneygggggAún no hay calificaciones
- Optimal f ratio for inverter chainDocumento6 páginasOptimal f ratio for inverter chainVIKAS RAOAún no hay calificaciones
- Irace Comex TutorialDocumento5 páginasIrace Comex TutorialOmarSerranoAún no hay calificaciones
- Determine Beam Deflection Using Integration and Geometric MethodsDocumento8 páginasDetermine Beam Deflection Using Integration and Geometric MethodsNadiaAún no hay calificaciones
- Canal OutletsDocumento32 páginasCanal OutletsAhmed Hassan83% (6)
- ICCM2014Documento28 páginasICCM2014chenlei07Aún no hay calificaciones
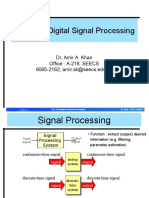
- CSE 304-Digital Signal Processing: Dr. Amir A. Khan Office: A-218, SEECS 9085-2162 Amir - Ali@seecs - Edu.pkDocumento22 páginasCSE 304-Digital Signal Processing: Dr. Amir A. Khan Office: A-218, SEECS 9085-2162 Amir - Ali@seecs - Edu.pkAlamgir Ahmad KhattakAún no hay calificaciones
- Powershape: Training CourseDocumento18 páginasPowershape: Training CourseZulhendriAún no hay calificaciones
- S Parameter BasicsDocumento11 páginasS Parameter Basicslancelot795Aún no hay calificaciones
- The Big, Bad Book of Botany: The World's Most Fascinating FloraDe EverandThe Big, Bad Book of Botany: The World's Most Fascinating FloraCalificación: 3 de 5 estrellas3/5 (10)
- Roxane Gay & Everand Originals: My Year of Psychedelics: Lessons on Better LivingDe EverandRoxane Gay & Everand Originals: My Year of Psychedelics: Lessons on Better LivingCalificación: 5 de 5 estrellas5/5 (4)
- Roxane Gay & Everand Originals: My Year of Psychedelics: Lessons on Better LivingDe EverandRoxane Gay & Everand Originals: My Year of Psychedelics: Lessons on Better LivingCalificación: 3.5 de 5 estrellas3.5/5 (31)
- Last Child in the Woods: Saving Our Children From Nature-Deficit DisorderDe EverandLast Child in the Woods: Saving Our Children From Nature-Deficit DisorderCalificación: 4 de 5 estrellas4/5 (283)
- The Revolutionary Genius of Plants: A New Understanding of Plant Intelligence and BehaviorDe EverandThe Revolutionary Genius of Plants: A New Understanding of Plant Intelligence and BehaviorCalificación: 4.5 de 5 estrellas4.5/5 (137)
- Why Fish Don't Exist: A Story of Loss, Love, and the Hidden Order of LifeDe EverandWhy Fish Don't Exist: A Story of Loss, Love, and the Hidden Order of LifeCalificación: 4.5 de 5 estrellas4.5/5 (699)
- The Lives of Bees: The Untold Story of the Honey Bee in the WildDe EverandThe Lives of Bees: The Untold Story of the Honey Bee in the WildCalificación: 4.5 de 5 estrellas4.5/5 (44)
- Wayfinding: The Science and Mystery of How Humans Navigate the WorldDe EverandWayfinding: The Science and Mystery of How Humans Navigate the WorldCalificación: 4.5 de 5 estrellas4.5/5 (18)
- The Mind of Plants: Narratives of Vegetal IntelligenceDe EverandThe Mind of Plants: Narratives of Vegetal IntelligenceCalificación: 4.5 de 5 estrellas4.5/5 (11)
- The Secret Life of Lobsters: How Fishermen and Scientists Are Unraveling the Mysteries of Our Favorite CrustaceanDe EverandThe Secret Life of Lobsters: How Fishermen and Scientists Are Unraveling the Mysteries of Our Favorite CrustaceanAún no hay calificaciones
- World of Wonders: In Praise of Fireflies, Whale Sharks, and Other AstonishmentsDe EverandWorld of Wonders: In Praise of Fireflies, Whale Sharks, and Other AstonishmentsCalificación: 4 de 5 estrellas4/5 (221)
- Soil: The Story of a Black Mother's GardenDe EverandSoil: The Story of a Black Mother's GardenCalificación: 4.5 de 5 estrellas4.5/5 (16)
- Spoiled Rotten America: Outrages of Everyday LifeDe EverandSpoiled Rotten America: Outrages of Everyday LifeCalificación: 3 de 5 estrellas3/5 (19)
- The Hummingbirds' Gift: Wonder, Beauty, and Renewal on WingsDe EverandThe Hummingbirds' Gift: Wonder, Beauty, and Renewal on WingsCalificación: 4.5 de 5 estrellas4.5/5 (60)
- The Hidden Life of Trees: What They Feel, How They CommunicateDe EverandThe Hidden Life of Trees: What They Feel, How They CommunicateCalificación: 4 de 5 estrellas4/5 (1002)
- Gathering Moss: A Natural and Cultural History of MossesDe EverandGathering Moss: A Natural and Cultural History of MossesCalificación: 4.5 de 5 estrellas4.5/5 (347)
- The Other End of the Leash: Why We Do What We Do Around DogsDe EverandThe Other End of the Leash: Why We Do What We Do Around DogsCalificación: 5 de 5 estrellas5/5 (63)
- Come Back, Como: Winning the Heart of a Reluctant DogDe EverandCome Back, Como: Winning the Heart of a Reluctant DogCalificación: 3.5 de 5 estrellas3.5/5 (10)
- A Garden of Marvels: How We Discovered that Flowers Have Sex, Leaves Eat Air, and Other Secrets of PlantsDe EverandA Garden of Marvels: How We Discovered that Flowers Have Sex, Leaves Eat Air, and Other Secrets of PlantsAún no hay calificaciones
- The Nature Fix: Why Nature Makes us Happier, Healthier, and More CreativeDe EverandThe Nature Fix: Why Nature Makes us Happier, Healthier, and More CreativeCalificación: 4 de 5 estrellas4/5 (157)
- Remnants of Ancient Life: The New Science of Old FossilsDe EverandRemnants of Ancient Life: The New Science of Old FossilsCalificación: 4 de 5 estrellas4/5 (2)