También podría gustarte
- Underpinning Methods, Procedure and ApplicationsDocumento10 páginasUnderpinning Methods, Procedure and ApplicationsShivaun Seecharan0% (1)
- ACI 304R-00 Guide For Measuring, Mixing, Transporting, and Placing Concrete - MyCivil - IrDocumento41 páginasACI 304R-00 Guide For Measuring, Mixing, Transporting, and Placing Concrete - MyCivil - IrJavier Antonio SanchezAún no hay calificaciones
- Laboratory Tests On Compensation Grouting, The Influence of Grout BleedingDocumento6 páginasLaboratory Tests On Compensation Grouting, The Influence of Grout BleedingChristian SchembriAún no hay calificaciones
- Air-Entraining Admixtures - PCADocumento3 páginasAir-Entraining Admixtures - PCAmt100% (1)
- Tilt-Up Concrete Structures: (Reapproved 1997, 2003)Documento46 páginasTilt-Up Concrete Structures: (Reapproved 1997, 2003)Nazar BazaraaAún no hay calificaciones
- Lateral Load Behavior of Full-Scale Pile Group in ClayDocumento11 páginasLateral Load Behavior of Full-Scale Pile Group in ClayJuher ChoudhuryAún no hay calificaciones
- 325.13R 06 PDFDocumento40 páginas325.13R 06 PDFJoão Carlos Protz ProtzAún no hay calificaciones
- Curing Concrete - Concrete Technology - Portland Cement Association (PCA)Documento6 páginasCuring Concrete - Concrete Technology - Portland Cement Association (PCA)Jay PatelAún no hay calificaciones
- Construction and Building Materials: Min Wu, Björn Johannesson, Mette GeikerDocumento13 páginasConstruction and Building Materials: Min Wu, Björn Johannesson, Mette GeikerKaryne FerreiraAún no hay calificaciones
- Shotcrete Evaluation and TestingDocumento5 páginasShotcrete Evaluation and TestingMohammed ZaheriAún no hay calificaciones
- Tyco UhpDocumento6 páginasTyco UhpalokAún no hay calificaciones
- ACI 229 Enhanced CLSM 20160415 PDFDocumento30 páginasACI 229 Enhanced CLSM 20160415 PDFerosAún no hay calificaciones
- Em - 1110 2 3506Documento159 páginasEm - 1110 2 3506dannychacon27Aún no hay calificaciones
- 5035r 92 PDFDocumento16 páginas5035r 92 PDFFred PrzAún no hay calificaciones
- Cls M Specifications 1Documento15 páginasCls M Specifications 1kishor150688Aún no hay calificaciones
- Advances in Grouting TechnologyDocumento18 páginasAdvances in Grouting TechnologyletuananhbAún no hay calificaciones
- D1586 08aDocumento9 páginasD1586 08aDimas Serrano100% (1)
- 5064r - 94 Guide For The Evaluation of ShotcreteDocumento16 páginas5064r - 94 Guide For The Evaluation of ShotcreteLucas NascimentoAún no hay calificaciones
- Subgrade Specification PDFDocumento48 páginasSubgrade Specification PDFSyed Ab Rahim Syed BurhanuddinAún no hay calificaciones
- AD 347 Saw Cutting of Composite Slabs To Control CrackingDocumento1 páginaAD 347 Saw Cutting of Composite Slabs To Control Crackingmdavies20100% (1)
- Final PDF frc1-2Documento23 páginasFinal PDF frc1-2Sherif FodaAún no hay calificaciones
- Chap-4 (Concrete Distress) FinalDocumento22 páginasChap-4 (Concrete Distress) FinalAshish SinghAún no hay calificaciones
- Ronan Point Apartment Tower Collapse and Its Effect On Building CDocumento7 páginasRonan Point Apartment Tower Collapse and Its Effect On Building CAman 'kebe' KebedeAún no hay calificaciones
- ASTM D 653 03 Standard Terminology Relating To Soil Rock and Contained FluidsDocumento35 páginasASTM D 653 03 Standard Terminology Relating To Soil Rock and Contained FluidsRockLab EnsayosAún no hay calificaciones
- Experimental Investigation of Shell Foundations On Dry Sand: Adel Hanna and Mohamed Abdel-RahmanDocumento11 páginasExperimental Investigation of Shell Foundations On Dry Sand: Adel Hanna and Mohamed Abdel-RahmanATISH KUMAR DASAún no hay calificaciones
- Stabilization of Expansive Clay SoilsDocumento10 páginasStabilization of Expansive Clay SoilspabulumzengAún no hay calificaciones
- ACI 311.5R-97 Guide For Concrete Plant Inspection and Field Testing of Ready-Mixed ConcreteDocumento5 páginasACI 311.5R-97 Guide For Concrete Plant Inspection and Field Testing of Ready-Mixed ConcretenathanAún no hay calificaciones
- 01 PTE Unbonded System 02 070909Documento9 páginas01 PTE Unbonded System 02 070909Aizaz ShaikhAún no hay calificaciones
- Mass Concreting HistoryDocumento16 páginasMass Concreting HistoryTamizhan_KAún no hay calificaciones
- Designing Concrete For Exposure To Seawater - tcm45-342265Documento3 páginasDesigning Concrete For Exposure To Seawater - tcm45-342265Ignatius Samraj100% (2)
- Types of CracksDocumento3 páginasTypes of CracksShativel ViswanathanAún no hay calificaciones
- Grouting in SandDocumento212 páginasGrouting in SandscaldasoleAún no hay calificaciones
- Roberto C. A. Pinto and Kenneth C. Hover Frost and Scaling Resistance of High-Strength ConcreteDocumento75 páginasRoberto C. A. Pinto and Kenneth C. Hover Frost and Scaling Resistance of High-Strength ConcreteFaroq MaraqaAún no hay calificaciones
- Stone Column Material SpecificationDocumento13 páginasStone Column Material Specificationshachen2014Aún no hay calificaciones
- Studies On Correlation Between Flexural Strength and Compressive Strength of ConcreteDocumento6 páginasStudies On Correlation Between Flexural Strength and Compressive Strength of ConcreteTim Lin50% (2)
- Constituents of Aggregates For Radiation-Shielding Concrete: Standard Descriptive Nomenclature ofDocumento4 páginasConstituents of Aggregates For Radiation-Shielding Concrete: Standard Descriptive Nomenclature ofRam Kumar JaiswalAún no hay calificaciones
- Usacereport PDFDocumento116 páginasUsacereport PDFProfSatyen RamaniAún no hay calificaciones
- Several Factors Causing CracksDocumento4 páginasSeveral Factors Causing CracksNidDouAún no hay calificaciones
- Parex USA ApplicationDocumento28 páginasParex USA ApplicationjbonvierAún no hay calificaciones
- Construction and Behavior of Drilled ShaftsDocumento12 páginasConstruction and Behavior of Drilled ShaftsapapadiaAún no hay calificaciones
- Ib 39Documento19 páginasIb 39Rup JoshiAún no hay calificaciones
- 555R 01 PDFDocumento26 páginas555R 01 PDFJoão Carlos Protz ProtzAún no hay calificaciones
- 201.1R-08 PreviewDocumento6 páginas201.1R-08 PreviewGhulam Qadir WaqarAún no hay calificaciones
- Pressure Manual March 2019 PDFDocumento108 páginasPressure Manual March 2019 PDFassem_6Aún no hay calificaciones
- Aci 207.1R-5Documento30 páginasAci 207.1R-5Orlando Manriquez LAún no hay calificaciones
- Analysis and Strengthening of Caisson Foundations-Uplift Loads - Stalp Met. TelecomunicatiiDocumento39 páginasAnalysis and Strengthening of Caisson Foundations-Uplift Loads - Stalp Met. Telecomunicatiirelu100% (1)
- Guide For The Design and Construction of Fixed Offshore Concrete StructuresDocumento23 páginasGuide For The Design and Construction of Fixed Offshore Concrete StructuresYohannes GebreAún no hay calificaciones
- ACI305RDocumento20 páginasACI305Rfaizankhan23100% (1)
- Advances in Shotcrete TechnologyDocumento10 páginasAdvances in Shotcrete TechnologydhruvgokuAún no hay calificaciones
- Specification of Gabion WallsDocumento2 páginasSpecification of Gabion WallsAnam JabbarAún no hay calificaciones
- Report On Alternative Cements: Reported by ACI Innovation Task Group 10Documento32 páginasReport On Alternative Cements: Reported by ACI Innovation Task Group 10Walden GatchalianAún no hay calificaciones
- BSC Thesis, Chan, M.P., Analysis and Modeling of Grouting and Its Applications in Civil EngineeringDocumento98 páginasBSC Thesis, Chan, M.P., Analysis and Modeling of Grouting and Its Applications in Civil EngineeringDave Robert HasibuanAún no hay calificaciones
- Seepage and Contraction Joints in Concrete Canal LiningDocumento25 páginasSeepage and Contraction Joints in Concrete Canal LiningRohan ShivasundarAún no hay calificaciones
- Aci 97-3502Documento17 páginasAci 97-3502EC BaloncestoAún no hay calificaciones
- 238.2T 14 PDFDocumento6 páginas238.2T 14 PDFJoão Carlos Protz ProtzAún no hay calificaciones
- 548 5R-94 PDFDocumento26 páginas548 5R-94 PDFJoão Carlos Protz ProtzAún no hay calificaciones
- Structural Analysis 1: Statically Determinate StructuresDe EverandStructural Analysis 1: Statically Determinate StructuresAún no hay calificaciones
- Guide For Mixing and Placing Sulfur Concrete in ConstructionDocumento12 páginasGuide For Mixing and Placing Sulfur Concrete in ConstructionShreekant KulkarniAún no hay calificaciones
- State-of-the-Art Report On Polymer-Modified Concrete: Reported by ACI Committee 548Documento47 páginasState-of-the-Art Report On Polymer-Modified Concrete: Reported by ACI Committee 548Control de calidad AntaminaAún no hay calificaciones
- Guide For The Use of Polymers in Concrete PDFDocumento29 páginasGuide For The Use of Polymers in Concrete PDFMEGA_ONEAún no hay calificaciones
- GSTR3B 19aznpb2145b1zr 072020Documento3 páginasGSTR3B 19aznpb2145b1zr 072020Ar Arka Prava BarikAún no hay calificaciones
- FIN AL: Form GSTR-3BDocumento3 páginasFIN AL: Form GSTR-3BAr Arka Prava BarikAún no hay calificaciones
- GSTR3B 19aznpb2145b1zr 032020Documento3 páginasGSTR3B 19aznpb2145b1zr 032020Ar Arka Prava BarikAún no hay calificaciones
- Scanned With CamscannerDocumento2 páginasScanned With CamscannerAr Arka Prava BarikAún no hay calificaciones
- Ijesat 2012 02 02 11Documento5 páginasIjesat 2012 02 02 11Ar Arka Prava BarikAún no hay calificaciones
- GSTR3B 19aznpb2145b1zr 042020Documento3 páginasGSTR3B 19aznpb2145b1zr 042020Ar Arka Prava BarikAún no hay calificaciones
- Power Factor Correction & Harmonic Distortion Control For AC-DC Fault Tolerant Power Distribution System & Power Quality Qualification Test Results As Per IEC 61000-3-2Documento9 páginasPower Factor Correction & Harmonic Distortion Control For AC-DC Fault Tolerant Power Distribution System & Power Quality Qualification Test Results As Per IEC 61000-3-2Ar Arka Prava BarikAún no hay calificaciones
- Mmrda 2 Mumbai CCDocumento2 páginasMmrda 2 Mumbai CCAr Arka Prava BarikAún no hay calificaciones
- Ugi Syst 330 Naa Rep 226 - C - Door Schedule MKNDocumento12 páginasUgi Syst 330 Naa Rep 226 - C - Door Schedule MKNAr Arka Prava BarikAún no hay calificaciones
- Client: Atmosphere Hotels & ResortsDocumento1 páginaClient: Atmosphere Hotels & ResortsAr Arka Prava BarikAún no hay calificaciones
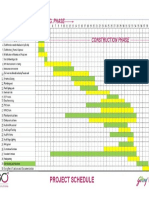
- Project Schedule ONGCDocumento1 páginaProject Schedule ONGCAr Arka Prava BarikAún no hay calificaciones
- Application at JuscoDocumento5 páginasApplication at JuscoAr Arka Prava BarikAún no hay calificaciones
- Hiloft Polywool No Itch Insulation: Product Information SheetDocumento4 páginasHiloft Polywool No Itch Insulation: Product Information SheetAr Arka Prava BarikAún no hay calificaciones
- Client Information - Godrej and Boyce Mfg. Co - LTD - GBMCL Kolkata Cart Information - Reference Number: CRT037YHMOBDocumento1 páginaClient Information - Godrej and Boyce Mfg. Co - LTD - GBMCL Kolkata Cart Information - Reference Number: CRT037YHMOBAr Arka Prava BarikAún no hay calificaciones
- Employment CV LetterDocumento2 páginasEmployment CV LetterAr Arka Prava BarikAún no hay calificaciones
- Government Procurement in India - Domestic Regulations Trade Prospects PDFDocumento440 páginasGovernment Procurement in India - Domestic Regulations Trade Prospects PDFAr Arka Prava BarikAún no hay calificaciones
- Manual For Procurement of Goods 2017-0-0Documento266 páginasManual For Procurement of Goods 2017-0-0DhivaAún no hay calificaciones
- ADDRESSDocumento1 páginaADDRESSAr Arka Prava BarikAún no hay calificaciones
- Unit 7: Brittel Coating MethodsDocumento12 páginasUnit 7: Brittel Coating Methodsmaya singhAún no hay calificaciones
- G3600 A4 Brochures PDFDocumento4 páginasG3600 A4 Brochures PDFVictor NunezAún no hay calificaciones
- 13 Years BITSAT Past PapersDocumento304 páginas13 Years BITSAT Past PapersEdu VsatAún no hay calificaciones
- Catalogue Solid Core PDFDocumento16 páginasCatalogue Solid Core PDFdangodAún no hay calificaciones
- Lab Guide #2 Coulombs LawDocumento3 páginasLab Guide #2 Coulombs LawJoriel CruzAún no hay calificaciones
- Training Cases: SimaticDocumento11 páginasTraining Cases: SimaticKatty MenaAún no hay calificaciones
- Consumer Surplus:: at K Chabveka Economics NotesDocumento28 páginasConsumer Surplus:: at K Chabveka Economics NotesShawn DzingayiAún no hay calificaciones
- Field Report of Attock-Cherat Range PDFDocumento6 páginasField Report of Attock-Cherat Range PDFAslam KhanAún no hay calificaciones
- Part 01 - Review of EN ISO 9606-1Documento26 páginasPart 01 - Review of EN ISO 9606-1Turbo Snail RAún no hay calificaciones
- SB 234Documento9 páginasSB 234JolettitoAún no hay calificaciones
- Programming in C - CPU Scheduling - Round RobinDocumento3 páginasProgramming in C - CPU Scheduling - Round RobinGenus SumAún no hay calificaciones
- Report OmarDocumento14 páginasReport OmarYasir KhursheedAún no hay calificaciones
- LAB211 Assignment: Title Background ContextDocumento2 páginasLAB211 Assignment: Title Background ContextDuong Quang Long QP3390Aún no hay calificaciones
- Back-to-Back Accelerometer CalibrationDocumento3 páginasBack-to-Back Accelerometer CalibrationAekDzLaiAún no hay calificaciones
- Quid 2005Documento85 páginasQuid 2005mayan73Aún no hay calificaciones
- Afghan SnowflakeDocumento3 páginasAfghan SnowflakekiwibeasAún no hay calificaciones
- Transportation ProblemDocumento3 páginasTransportation ProblemSalilAún no hay calificaciones
- Module 2 Notes - PSOCDocumento24 páginasModule 2 Notes - PSOCpriyaAún no hay calificaciones
- Genetic Variability and Correlation Studies in Okra (Abelmuschus Esculentus (L) Moench)Documento67 páginasGenetic Variability and Correlation Studies in Okra (Abelmuschus Esculentus (L) Moench)rajsign5100% (3)
- Lab 9: Standard Plate Count: How Do We Know How Many Bacteria Are in A Liquid?Documento4 páginasLab 9: Standard Plate Count: How Do We Know How Many Bacteria Are in A Liquid?Penelope MeloAún no hay calificaciones
- Astrophysics QuestionsDocumento19 páginasAstrophysics QuestionsMauzoom AliAún no hay calificaciones
- Camber For Construction StageDocumento18 páginasCamber For Construction StageOanh PhanAún no hay calificaciones
- Chemistry Note Form 5Documento9 páginasChemistry Note Form 5SofiyyahOpieAún no hay calificaciones
- Rules, Scripts and BeanshellDocumento7 páginasRules, Scripts and BeanshelltgudyktzxAún no hay calificaciones
- DREHMO Matic-C ENDocumento36 páginasDREHMO Matic-C ENsimbamikeAún no hay calificaciones
- AIR IOS ReadmeDocumento2 páginasAIR IOS ReadmeHeir TatamiAún no hay calificaciones
- Time Value of Money:: "Money Is An Arm or Leg. You Either Use It or Lose It." - Henry FordDocumento33 páginasTime Value of Money:: "Money Is An Arm or Leg. You Either Use It or Lose It." - Henry FordramunagatiAún no hay calificaciones
- Surveying PDFDocumento215 páginasSurveying PDFShaira Mae Cañedo100% (1)
- Intro 4 - Substantive Concepts: Description Remarks and Examples References Also SeeDocumento19 páginasIntro 4 - Substantive Concepts: Description Remarks and Examples References Also SeeAntonella PetrilloAún no hay calificaciones
- 3D-ICONS Guidelines PDFDocumento53 páginas3D-ICONS Guidelines PDFAna Paula Ribeiro de AraujoAún no hay calificaciones