También podría gustarte
- A Review: Biogas Production From Bakery WasteDocumento5 páginasA Review: Biogas Production From Bakery WasteEditor IJTSRDAún no hay calificaciones
- Today'S Topic "Cooling Water Treatement" "Condenser Leak Detection" "Chlorination Plant" AND "Effluent Treatment"Documento57 páginasToday'S Topic "Cooling Water Treatement" "Condenser Leak Detection" "Chlorination Plant" AND "Effluent Treatment"saravan1891Aún no hay calificaciones
- Central Water Standard Operating Procedure Coagulant Jar TestDocumento7 páginasCentral Water Standard Operating Procedure Coagulant Jar Testعراقي iraqiAún no hay calificaciones
- Mini Project ReportDocumento5 páginasMini Project ReportSaj BhaiAún no hay calificaciones
- KRIBHCODocumento72 páginasKRIBHCOviral100% (1)
- Lubigi Final PDFDocumento36 páginasLubigi Final PDFTakobo JoseAún no hay calificaciones
- 0 0 25 Feb 2016 1108554031AnnexureManufacturing&EffluentTreatmentProcessDocumento28 páginas0 0 25 Feb 2016 1108554031AnnexureManufacturing&EffluentTreatmentProcessNeerav Indrajit GadhviAún no hay calificaciones
- Removal of Chromium From Tannery Solid WasteDocumento7 páginasRemoval of Chromium From Tannery Solid WasteLuis Paz Soldán G100% (1)
- Indian Standard: Specification For Liquid Chlorine, TechnicalDocumento16 páginasIndian Standard: Specification For Liquid Chlorine, TechnicalArunkumar ChandaranAún no hay calificaciones
- Indian Farmers Fertilizer Cooperative Limited (Iffco) : Summer TrainingDocumento34 páginasIndian Farmers Fertilizer Cooperative Limited (Iffco) : Summer TrainingROSHAN KUMAR GUPTAAún no hay calificaciones
- DM Water CostingDocumento1 páginaDM Water CostingRaja ManiAún no hay calificaciones
- Petrochemical UnitDocumento1 páginaPetrochemical UnitrezamzaAún no hay calificaciones
- Ppppu: Pressure Powered Pump Package Unit With IJ and CRM485RDocumento4 páginasPpppu: Pressure Powered Pump Package Unit With IJ and CRM485Rnemi90Aún no hay calificaciones
- Open Pan EvaporatorDocumento5 páginasOpen Pan EvaporatorsenthilAún no hay calificaciones
- KemiraDocumento4 páginasKemiraMuhammad UmairAún no hay calificaciones
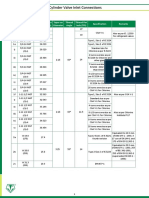
- Cylinder Valve Inlet TypeDocumento2 páginasCylinder Valve Inlet TypeGore JiangAún no hay calificaciones
- Synopsis For Wastewater Treatment TechnologiesDocumento4 páginasSynopsis For Wastewater Treatment Technologiesgotogo67% (3)
- Ammonia Project (Draft)Documento46 páginasAmmonia Project (Draft)Abhinav TyagiAún no hay calificaciones
- B.Tech CH PDFDocumento146 páginasB.Tech CH PDFAshutosh MishraAún no hay calificaciones
- AOP + ElectrocoagulationDocumento53 páginasAOP + ElectrocoagulationShri ShriAún no hay calificaciones
- PPPPUDocumento24 páginasPPPPUSaurav ShresthaAún no hay calificaciones
- Pyrolsyis ppt-1Documento15 páginasPyrolsyis ppt-1Aswin MAún no hay calificaciones
- Reverse Osmosis System FaridDocumento30 páginasReverse Osmosis System FaridAchFaridWadjdiAún no hay calificaciones
- Ion Exchange Separation of ChromiumDocumento3 páginasIon Exchange Separation of ChromiumGilbert Ryder0% (1)
- Chromium PropionateDocumento2 páginasChromium PropionatehazelAún no hay calificaciones
- Report On Desiging CompanyDocumento53 páginasReport On Desiging CompanyArpit ThumarAún no hay calificaciones
- BM15-17 UdaanDocumento105 páginasBM15-17 UdaanAnonymous HzljLSMcAún no hay calificaciones
- Experiment 2 3 4 Total Solid Ts Total SuDocumento9 páginasExperiment 2 3 4 Total Solid Ts Total SuBiswa Jyoti GuptaAún no hay calificaciones
- TextileDocumento36 páginasTextileDr-Sheetanshu Pandey0% (1)
- Pde ReportDocumento10 páginasPde ReportChellam Siva Chellam SivaAún no hay calificaciones
- Alloys and Phase RuleDocumento12 páginasAlloys and Phase RuleViswa NathanAún no hay calificaciones
- Iffco ReportDocumento22 páginasIffco ReportNEHAAún no hay calificaciones
- SEWAGE TREATMENT R.A. NarayanDocumento30 páginasSEWAGE TREATMENT R.A. NarayanCPWD FCEDAún no hay calificaciones
- Diesel Hydrodesulphurization (DHDS) / Hydrotreating (DHDT) TechnologyDocumento10 páginasDiesel Hydrodesulphurization (DHDS) / Hydrotreating (DHDT) Technologyalok sahuAún no hay calificaciones
- PFI PROFILTER Activated Carbon Filter With Mild Steel TankDocumento1 páginaPFI PROFILTER Activated Carbon Filter With Mild Steel Tankbennypartono407Aún no hay calificaciones
- Scrubber PPT ProjectDocumento11 páginasScrubber PPT ProjectAbhinav KhiridAún no hay calificaciones
- Rajhans ETPDocumento39 páginasRajhans ETPAmol DeshmukhAún no hay calificaciones
- The Breakpoint ExperimentDocumento3 páginasThe Breakpoint Experimentg_trifonov100% (2)
- EiaDocumento11 páginasEiaSumair Imtiaz Sheikh100% (1)
- Internship ICL Report - Zeeshan Ul HaqDocumento44 páginasInternship ICL Report - Zeeshan Ul HaqfreshynaqviAún no hay calificaciones
- Random PackingDocumento4 páginasRandom PackingAadam AryanAún no hay calificaciones
- Dattaproject DONEDocumento25 páginasDattaproject DONEsumit potdarAún no hay calificaciones
- FlocculationDocumento13 páginasFlocculationTimto1984Aún no hay calificaciones
- Disclosure To Promote The Right To InformationDocumento20 páginasDisclosure To Promote The Right To InformationBhavesh BhavsarAún no hay calificaciones
- Huskpac UltraDocumento4 páginasHuskpac UltrasebinAún no hay calificaciones
- Internship Report at SCILDocumento48 páginasInternship Report at SCILIrfan Khan50% (2)
- Thermax Chemical Division Brochure PDFDocumento24 páginasThermax Chemical Division Brochure PDFmathesis-2Aún no hay calificaciones
- Cogenerations of Energy From Sugar Factory BagasseDocumento8 páginasCogenerations of Energy From Sugar Factory BagasseTade GaromaAún no hay calificaciones
- Water Treatment Plant Filtration Plant in RWSS of GWSSB PDFDocumento21 páginasWater Treatment Plant Filtration Plant in RWSS of GWSSB PDFDiya VaghelaAún no hay calificaciones
- AtfdDocumento4 páginasAtfdDarshan PatelAún no hay calificaciones
- Som Piseth ProposalDocumento57 páginasSom Piseth ProposalSom PisethAún no hay calificaciones
- Appliec ChemistryDocumento3 páginasAppliec ChemistryQueen Ann NavalloAún no hay calificaciones
- Gopu Venugopala Reddy Team Labs and Consultants India PDFDocumento22 páginasGopu Venugopala Reddy Team Labs and Consultants India PDFHardik VavdiyaAún no hay calificaciones
- On LPG Refrigerator 58f9adbdf3942Documento25 páginasOn LPG Refrigerator 58f9adbdf3942Shubham DhaygudeAún no hay calificaciones
- CPCB Effluent Discharge StandardsDocumento9 páginasCPCB Effluent Discharge StandardsPavan Tamiri100% (1)
- Chlorine: International Thermodynamic Tables of the Fluid StateDe EverandChlorine: International Thermodynamic Tables of the Fluid StateAún no hay calificaciones
- Sanitary Engineer II: Passbooks Study GuideDe EverandSanitary Engineer II: Passbooks Study GuideAún no hay calificaciones
- Axit GNFC ReportDocumento76 páginasAxit GNFC ReportAxit Patel100% (1)
- ASGP Training ReportDocumento46 páginasASGP Training ReportjaiminAún no hay calificaciones
- A Vocational Training Report ON Weak Nitric Acid-1 Plant at GNFCDocumento75 páginasA Vocational Training Report ON Weak Nitric Acid-1 Plant at GNFCAxit PatelAún no hay calificaciones
- ASPEN - T3 and T4Documento25 páginasASPEN - T3 and T4Rahul ParmarAún no hay calificaciones
- ASPEN Hysis WorkshopDocumento7 páginasASPEN Hysis WorkshopRahul ParmarAún no hay calificaciones
- Application Provisional Marksheet PDFDocumento1 páginaApplication Provisional Marksheet PDFRahul ParmarAún no hay calificaciones
- NFPA Hazard Identification System: Safety Data SheetsDocumento2 páginasNFPA Hazard Identification System: Safety Data SheetsRahul ParmarAún no hay calificaciones
- Panasonic: MATSUSHITA CompressorDocumento2 páginasPanasonic: MATSUSHITA CompressorRahul ParmarAún no hay calificaciones
- Application Provisional MarksheetDocumento1 páginaApplication Provisional MarksheetRahul ParmarAún no hay calificaciones
- Panasonic: MATSUSHITA CompressorDocumento2 páginasPanasonic: MATSUSHITA CompressorRahul Parmar100% (1)
- Answer KeyDocumento1 páginaAnswer KeyRahul ParmarAún no hay calificaciones
- 16BE01045 4 BD PDFDocumento1 página16BE01045 4 BD PDFRahul ParmarAún no hay calificaciones
- Systematic Procedure For Selection of Heat Exchangers: Process Industries DivisionDocumento19 páginasSystematic Procedure For Selection of Heat Exchangers: Process Industries DivisionRahul ParmarAún no hay calificaciones
- Scanned by CamscannerDocumento7 páginasScanned by CamscannerRahul ParmarAún no hay calificaciones
- 7th Sem Chemical Engineering: RecessDocumento1 página7th Sem Chemical Engineering: RecessRahul ParmarAún no hay calificaciones
- Wilden Pump Verderair Double Diaphram Metallic VA20 - VA40Documento4 páginasWilden Pump Verderair Double Diaphram Metallic VA20 - VA40Aurystela Rodriguez de ChirinoAún no hay calificaciones
- Mo (3330502) Final AssignmentDocumento8 páginasMo (3330502) Final Assignmentapi-269508649100% (3)
- Official Soap and Detergent ProductionDocumento51 páginasOfficial Soap and Detergent ProductionPrakkash RajantheranAún no hay calificaciones
- BOP KhurjaDocumento40 páginasBOP KhurjaAzeemuddinAún no hay calificaciones
- Candle FilterDocumento2 páginasCandle FilterShahid Mehmood NaqiAún no hay calificaciones
- Nkosi Jig & Float ReportDocumento14 páginasNkosi Jig & Float ReportTeererai Kagura100% (1)
- Tapioca Starch Processing Engineering Excellence For Custom-Fit SolutionsDocumento16 páginasTapioca Starch Processing Engineering Excellence For Custom-Fit Solutionsyunanto_hadiAún no hay calificaciones
- Gujarat Technological University: Chemical Engineering (05) Subject CodeDocumento4 páginasGujarat Technological University: Chemical Engineering (05) Subject CodeMayank PrajapatiAún no hay calificaciones
- Filter Press Performance For Fast-Filtering Compressible SuspensionsDocumento16 páginasFilter Press Performance For Fast-Filtering Compressible SuspensionsJoker CrazylandAún no hay calificaciones
- Table 7.3: Sizing and Costing Summary For Decanter Equipment Specification SheetDocumento14 páginasTable 7.3: Sizing and Costing Summary For Decanter Equipment Specification SheetThiynes Shanmugam100% (1)
- Standard Operating Procedure (SOP) PDFDocumento13 páginasStandard Operating Procedure (SOP) PDFArup Ranjan SahooAún no hay calificaciones
- Title: Production of Fruit Juice Background/SummaryDocumento3 páginasTitle: Production of Fruit Juice Background/SummaryGhazie HadiffAún no hay calificaciones
- Universal Belt Filter PressDocumento2 páginasUniversal Belt Filter PressSebastian Gomez BetancourtAún no hay calificaciones
- Activation: FIG. 5.5. Flowsheet For The Manufacture of Fuller's EarthDocumento3 páginasActivation: FIG. 5.5. Flowsheet For The Manufacture of Fuller's EarthBrianAún no hay calificaciones
- Plate and Frame Type Filter Press: Technical DataDocumento2 páginasPlate and Frame Type Filter Press: Technical DataLuthfi AinunAún no hay calificaciones
- H.) Filter Press Feed PumpDocumento3 páginasH.) Filter Press Feed PumpMauro RicoAún no hay calificaciones
- Replacement of Us Earth Filter Aid With - 14 (549050)Documento20 páginasReplacement of Us Earth Filter Aid With - 14 (549050)HolgerBrandAún no hay calificaciones
- Introduction Plate and Fram Filter PressDocumento2 páginasIntroduction Plate and Fram Filter PressNoor FatihahAún no hay calificaciones
- Series 300 API Filter PressDocumento32 páginasSeries 300 API Filter PressVictor Manuel100% (1)
- FiltrationDocumento83 páginasFiltrationWalid AdnanAún no hay calificaciones
- Drainage GCDocumento7 páginasDrainage GCVgkBharadwajAún no hay calificaciones
- Sludge Dewatering Technologies PDFDocumento9 páginasSludge Dewatering Technologies PDFTahaAún no hay calificaciones
- Dpar FiltrationDocumento10 páginasDpar FiltrationCastiel161Aún no hay calificaciones
- Plate and Frame Filter PressDocumento5 páginasPlate and Frame Filter PressinstrutechAún no hay calificaciones
- Waste Water Treatment PlantDocumento7 páginasWaste Water Treatment Plantarvin4dAún no hay calificaciones
- Particle Fluid Separation: Filtration: CHE 509: Introduction To Particle TechnologyDocumento32 páginasParticle Fluid Separation: Filtration: CHE 509: Introduction To Particle TechnologyJane Eilyza AballaAún no hay calificaciones
- FiltrationDocumento5 páginasFiltrationRamon Dela CruzAún no hay calificaciones
- Filtration: There Are Two Types of Nutsche Filters: Gravity Nutsche Filters and Pressure-Type Nutsche FiltersDocumento12 páginasFiltration: There Are Two Types of Nutsche Filters: Gravity Nutsche Filters and Pressure-Type Nutsche Filtersএম.এ লতিফAún no hay calificaciones
- Process Validation of LiquidDocumento24 páginasProcess Validation of Liquidasit_m92% (25)
- Sludge DewateringDocumento27 páginasSludge Dewatering21han50% (4)